����� �Ⱥ��ƣ��������뼯������˾��
Ŀǰ�ҳ�ʹ�õIJ�������ΪA272F�Ͳ����������豸���������ȶ����ʷ����ܺá�����������������ɴʱ���ڵ��ް崦�ײ���������������ͣװ��Ҳ����ʱ���ã���ɴ�����ϸ���ӡ���������������Ҫԭ���Ǿ�����������Ԥ�����������������ά����ֱ�Ƚϸߣ���ά֮��ı������ϲ���˷������뵼����֮���Ħ��������
ͨ���۲췢�ֶ���һ�㶼������������������ϡ����������������������ҵ������������ҳ��ľ���ʵ�������Ƿֱ��ȡ�����´�ʩ��
(1)���ӵ�������β��ֱ����ֱ����45��5mm���ӵ�46��5 mm��������С�˵�����������������������ǣ�죬ʹ�������Լ��١������ô�ֱ��������������֧���ϴ��ҷ���Ʒ��ʱ��װ�����Ƚ��鷳�����������������
(2)����������������������ֵij�����ԭ20�ݡ�23���������Ϊ23�ݡ�26�ݡ������ı��˵��������ٶȣ�Ҳ��С������ǣ�죬�ﵽ������Ŀ�ġ�����Ʒ�֡���װ���ֹ������ϴ�����˷������ʺ�Ʒ�ֱȽ��ȶ��Ļ�̨ʹ�á�
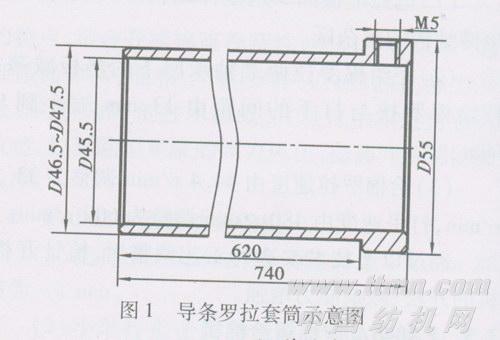
(3)����������β�θ���װ��ֻ��Ͳ����Ͳ�ߴ��ͼ1�������൱�ڽ�ԭ��������β��ֱ����45��5 mm���ӵ�46��5 mm��47��5 mm���Ӷ���С�˵����������������֮���ǣ�챶���������������ά�Ļ����������Լ��١����ַ����dz��ʺ���Ʒ�ַ���Ƶ���Ļ�̨��ʹ�ã�������Ʒ��ʱ��ֻҪ�����������ϵ���Ͳǰ����װ���ɡ�
���ַ������ҳ�����ʹ�ã�Ч�����Ϻá����ۺϱȽϣ������ַ������š�