������ ������ Ϳ־�䣨������Դ��������˾��
�������������������������ļ����ص㣮����������������ò����ڷ�ɴ�г���ǣ�첻������������ƽ���������������ǯ������������������Ż����÷�ɴ���飮��ͨ���ʵ���������ǣ�챶��j��������ֲڶȲ�����ʵ����˳����ɴ��ȡ���˽Ϻõķ�ɴ������
ϸɴǣ�칤�����ɴ����������أ�Ϊ����߳�ɴ��������������ϸɴ�����ձ���á�������С��ǣ�칤�գ����к���ǣ�챶������Ȧǯ�ڸ���Գ�ɴ���ɡ��ֽڡ�ϸ��Ӱ�����ԡ����ڡ�������С��ǣ�칤���У����ڷ�ɴר�������á���������״�������ص�Ӱ�죬������ֺ���ӿ��������Ӳͷ���������ȡ�Ӵ����ǣ�챶����ǯ�ڸ���İ취������������һ������ɴ���ɼ����½����ֽڡ�ϸ���������ࡣ������������������������ص㣬�����Ż������빤�յ������Ӷ��������һ���⡣
1�����������������ص�
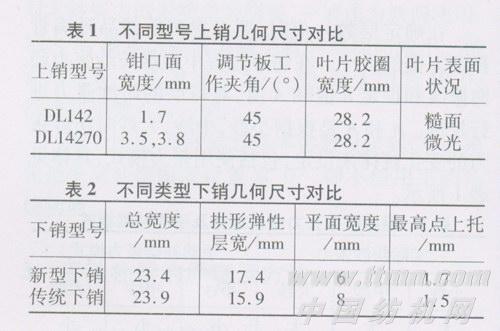
������������ϸɴǣ������еĹؼ�������������ѹ������Ȧ������ǯ������ȵ���ƾ��Գ�ɴ����Ӱ�����ԣ������ļ�����״�;��ȡ��뽺Ȧ�Ӵ����ȡ����ε��Բ���ȼ�ƽ����ȵȾ���Ħ�������ؼ����á�Ϊ�ˣ����Ƕ����õ������������봫ͳ�������ļ��γߴ�����˱Ƚϣ��ֱ����1����2��
�����������ŵ����ں����Ĺ����Ƕȣ����ϵ���Ͻ�Ȧ�в�ѹ���Ĵ�С���ȶ��ԣ�Ӱ�����ά�Ŀ��ƣ�������ǯ�ڵĿ���ֱ��Ӱ���ɴ���ɺʹ�ϸ�ڡ�DL14270������������DL142�����������ĸĽ��ͣ���ʹ���������DL14270����������ǯ����ӿ���ʹ���½�Ȧǯ��ѹ���õ���ǿ�������ڳ�ɴ���ɵĸ��ơ�
������������Ϊ��������Σ���������е�1��7 mm��ʹ���½�Ȧ�γɻ��͵�����ͨ����ƽ����ȼ�С��ƽ�治�뽺Ȧ�Ӵ���ʹ�ô��γɹ��ε��ԣ��������Ϻõ���ϣ������ڷ��ӽ�Ȧ�ĵ��ԡ����⣬�����买�ε��Բ�ϴ�ͳ�����ӿ������Ͻ�Ȧ�Ӵ���ӿ���ʹ��Ȧ�в�ѹ����ǿ����ά���ٵ㿿ǰ����ά���Ƽ�ǿ�������ڳ�ɴ���ɵĸ��ơ�
2�������������öԷ�ɴ��Ӱ��
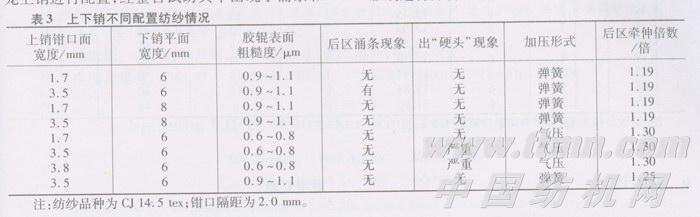
���Ƕ��������������ֲ�ͬǯ������ȵ����������������ã�����̨�Է����г�����ӿ���ͳ���Ӳͷ��������������ͬ���÷�ɴ�������3��
�ӱ�3���Կ��������������ò�ͬ����������״����ͬ������ǣ�챶����ͬ�����ɴ�����ͬ�����������ò�������Ӱ���ɴ���������Ҳ���������ɴ�����������ؼ�����������������ǯ��ѹ�������غͽ�������״���������ǯ��ѹ������ȶ�ǯ��ѹ����Ӱ��ͽ�������״�����ճ�����Ӱ����з�����
3ǯ��ѹ����ϸɴǣ��״���Ĺ�ϵ
ǯ��ѹ��ֱ�ӹ�ϵ��ɴ���Ľ��ܶȺͶԸ�����ά�Ŀ��ƣ����С�����ӿ��������ء�ǯ��ѹ����С����ά�˶����Ʋ�����ʹ��������������������Բ�����������ά���ٲ��ȶ���ǯ��ѹ��������Ȧ�����½������ȣ���������ϸ����ͨ����Ȧǯ��ʱ����������ǯ��ѹ����ǣ�����ľ��Ҳ�����Ӱ����ά�ȶ����٣�������ɲ��ȣ���������Ȧ��ת���ȣ�����������������³���Ӳͷ����
��������ƽ�����ֻ��һ�֣�������ǯ������������֡�DL4270����������ǯ�������Ϊ3��5 mm��3��8 mm����������ƽ��Ӵ���ӿ���ʹ��Ȧǯ��ѹ������ɴ���ɺ�������������Ȧ�ճ֣���������������������ӿ����������ǰ�����ճ���ǿ��������ǰ������ɴ�������������Ӳͷ������
4��������״����ϸɴǣ��Ĺ�ϵ
��������ֲڶȼ����ָ�״̬Ӱ�콺���ճ�����Ҫ�����ȶ�ǣ�죬�ճ����������ǣ����������ǣ�챶����С����Ȧǯ��ѹ������ɴ���ȹ�����ɳ���Ӳͷ��������������״���Ե��³���Ӳͷ������������Ӳͷ�������ԡ�������ͬӲ�Ƚ���������ֲڶ�Ϊ0��6��m��0��8��mʱ��������ǯ�ڿ���Ϊ3��5 mm��3��8 mm����������ƽ�����Ϊ6 mm�����£�����Ӳͷ���������أ�����������ֲڶ�Ϊ0��9��m��1��1��m���������������ò��������£���ɴ�������ɴ˱�������������ֲڶȶ��ճ���Ӱ���Ӧע���������ơ�
5���������Ż�����
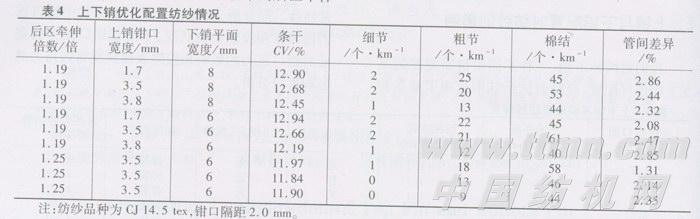
ͨ���Բ�ͬǯ�ڿ��������Ͳ�ͬƽ������������Էģ�������ϸɴ����Ӳͷ����ǰ���£����ı佺Ȧǯ�ڸ��࣬����������ǯ�ڿ�������������ƽ����Ƚ����Ż����ã����ɴ�š���ά����С��Χ�ص�������ǣ�챶����ȡ���˽Ϻõij�ɴ�������������Ż����÷�ɴ�������4��
�ӱ�4���ݿ��Կ���������������խ���������������ɴ�������ڿ���������������������á��Һ���ǣ�챶����1��25��ʱ����ɴ���ɡ���ϸ�����Ժ���1��19������ǣ�졣����������խ�������������������̸�������ʹɴ�����ٿ�ǰ���ҼӴ���ǯ��ѹ������������ʱ��Ӧ���ʵ��Ӵ����ǣ�챶��������ǣ�챶��Ҫ������Ʒ�ֶ�������Ʒ��������ά���������١�����Ⱥã�����ǣ�챶����С�����ڳ���ά����ֱ������ǣ�챶�����������ǣ��λ�ƣ�ʹɴ��������ɢ����ǣ�졣��ˣ��ʵ��ĺ���ǣ�챶������ʹǰ��������Ӳͷ�����ֲ����ƻ�����ǰ����ɴ�������������������ά�̵�Ʒ�֣��˲��ý�С�ĺ���ǣ�챶������4���ݱ�������CJ 14��5 texɴʱ������ǣ�챶����1��19���Ӵ�1��25��ʱ����ͬ��ɴ�����³�ɴ���ɺã��ر��Ǵֽڡ�ϸ�����Ը��ƣ�ϸɴ�ز��Ⱥܼ����Ҳ�и��ơ�
6 ������
��Ȧ������ϸɴǣ��ؼ�����֮һ������������������ƿ�ѧ�����������Ͻ��к������ã�����߳�ɴ����ʮ������������������խ����������ʱ���������ú���ǣ�챶����ǰ��������״�����Ը��Ƴ�ɴ���ɣ����ٴ�ϸ��Ч�����ԡ�������Ӧ���ݷ�ɴƷ�ֶԸ��ؼ����ĺ�ǣ�칤�ս����Ż����ã�ȷ����ɴ������