������ ���� �����ᣨ������ѧ��
������ת����ɴ���Զ���ͷ��ͳģ�͵Ĺ��չ��̼���ͷ�����Խ�ͷ������Ӱ���������Դ�ͳ��ͷģ�ͽ�ͷֱ����ǿ���ϵ͵����⣬�����һ�����͵Ľ�ͷģ�͡����ͽ�ͷģ�͵Ľ�ͷ������ɴ������ɴ�����ı�ʱ����ι����ά������ɴʱ��ι����ά���������ٶ�ι����ά���IJ�����ɣ������˽�ͷ������Ӱ�����ء�ʵ����������ͽ�ͷģ�ͽϴ�ͳģ�ͽ�ͷ�������ƣ���ͷǿ��Ϊ����ɴǿ����65�����ϣ���ͷֱ��Ϊ����ɴ��1��2����1��3����
ת����ɴ���ķ�չ�����Ǹ��١��߲����Զ������ڹ����ϣ�ת���ļ����ķ�չ�ѽ�����������Դ�������˾Autocor0360�ͺ����﹫˾R40��Ϊ�����ij���ʽת����ɴ��ȫ��ʵ�����Զ������ı��ٶȸߴ�15��r��min���ҹ�������ת����ɴ��������ˮƽ�����ߣ����кܶ������ŷ�ʽ�������˹���ͷΪ���������䱸���Զ���ͷ��ʵ�����������ı��ٶȳ���6��r��minʱ���˹���ͷ�ͷdz����ѡ���ͷ����Ҳ�dz����ˣ���ת���İ��Զ���ͷ���о��ͺ��б�Ҫ��20����80��������˶�ת����ɴ�Ľ�ͷ�����������о����ܵ���˵��Ŀǰ����ת����ɴ���İ��Զ���ͷ�����Ѿ��ܸߣ�������װ�õĽ�ͷ�����������롣Ϊ�ˣ����ǶԲ�ͬ��ͷģ�ͶԽ�ͷ������Ӱ�������̽����
1��ͳ��ͷģ��
��ͳ��ͷģ��ʵ���������˹���ͷ��������Ϊԭ�Σ���Ϊ�����ĸ����裺(1)��ͷ��������ɨ�ı�(�˹���ɨ)��(2)Ԥι��һ�������������ڷı����γ�һ����ά����(3)����ʱ��t1���������ɴ�������ά����(4)�پ���ʱ��t2����ɴ����ɽ�ͷ��������ɴ��
ͼ1Ϊ��ͳ��ͷģ��ʾ��ͼ�����������Ľ�ͷ���գ���ͷ��ʵ���Ϸ�Ϊ���Σ�(1)����ɴ��(2)Ԥι�˵���ά����(3)��ɴ��ʼ����ι�˵���ά�����ͷ����Ҫ����һ���ı����ܳ�������һ�ν�ͷ���γ����Ե������ֽڣ�һ���ֽ�������ɴͷA������һ��������B�㴦��A���B��ľ���Ϊһ���ı��ܳ����������ģ�ͣ������о������ͷ���գ���������ɴ���˱��еĽӴ�����LΪ�ı��ܳ���1��3��Ԥι����������ɴ����ά����2��3ʱ����ǿ�������ζ����ڽϼѵ����Ρ�������ʹ��ˣ��ֽڻ�������ɴ�ߵ�1��6����
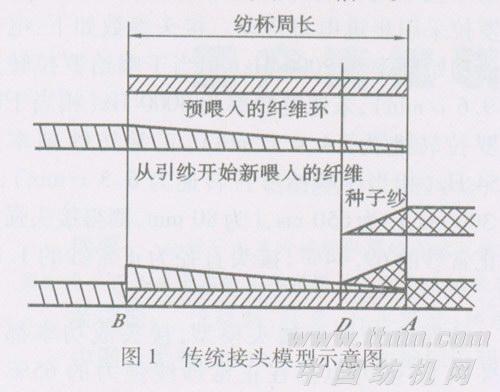
Ŀǰ������ת����ɴ���İ��Զ���ͷ������������ģ��Ϊ��������ʵ����������ͷ��������Ϊ��ǿ��Ϊ����ɴ��60����65�����ң���ͷ��ֱ��Ϊ����ɴ�ߵ�1��8����2�����ҡ�
��ͷ�����жԽ�ͷ�������ش�Ӱ������������ǣ�Ԥ����ʱ��t1����ɴ����ɴ��ʱ��t2������ɴͷ��߳���l(�Ӳ�Ͳ�ճֵ㿪ʼ������ɴ���ȣ�ʵ��������ɴ���˱��еĽӴ�����L���)��
һ����˵������Ԥ����ʱ��t1��������ά���ܶ����ӡ���Ԥι�����ά����ʱ���ı����۲��ڵ���ά�ȽϺ����ʹ����ɴ������ά����ϣ��Ӷ�ʹ��ͷ�ijɹ����½�������Ԥι�����ά����ʱ����ͷ�����γ����ԵĴֽڣ�ͬʱ��ͷ���϶εĽ�Ϸdz���ɢ������ɴ����ά��ֻ����ɢ�ز�����һ��û���γɽ��ܵ�ɴ�߽ṹ��Ԥ����ʱ��t1̫Сʱ��ι�����ά���ܶȽ�С����ͷ�������һ��ϸ�ڣ�Ҳ�����½�ͷ���ɹ����������ͷ����ͷ��ǿ���ͣ��Ӷ�ʹ��ͷ�������ߡ�
�ӳ�ɴ����ɴ��ʱ��t2�Խ�ͷ��Ӱ���Ǻܴ�ģ���һ����Χ���ʵ������Ӵӳ�ɴ����ɴ��ʱ��t2���������ӽ�ͷ���϶ε����ȣ��Ӷ���߽�ͷ��ǿ������t2Ҳ�����������ӣ�һ����t2�Ĺ������ӻ��������ȹ����ʹ��ͷ����̬���γ����ԵĴõ㣻��һ����t2̫��ʱ����ʹ��ͷ�IJ��ƶ�����ɴ�ͽ�ͷϸ�ڴ������ȳ����ٽ�ֵ�����������˽�ͷǿ�����Ӷ���ɶ�ͷ��ʹ��ͷ�ɹ��ʽ��͡���t2��Сʱ�����ϴ�����̫�ͣ�Ҳ������ɽ�ͷʧ�ܡ�
������ɴͷ��߳���l���̣���ͷ���ܾͽӲ��ϡ���l����ʱ����ͷ����̬������l����ʱ����ʹ����ɴ���ڷı����۲��ڣ�ʹ�ý�ͷ�ijɹ����½��ܶࡣ
��ʵ����ʵ�ʽ�ͷʵ���У���C 53 texɴ���ı��ٶ�Ϊ77 000 r��min����ͷ����t1Ϊ100 ms��t2Ϊ90 ms��lΪ70 mm����ͷǿ��Ϊ����ɴ��58������ͷֱ��Ϊ����ɴ��2��31����
�ڴ�ͳ��ͷģ���У�Ҫ��߽�ͷ��ǿ����ͬʱҲ���������Σ����Դ���������������иĽ���
(1)���ø�Ϸ��γɵ�ɴβ�Dz���ȡ�ģ�����ɴ��ɴβӦ�ý��н���������ɴɴβ�������γ�һ��ë��ͷʽ��ɴβ���������߽�ͷǿ��������
(2)��ͷʱ�̣��仯ι���������ٶȣ��Ӷ��ı�ι����ά������̬��ʹ�ý�ͷ���нϺõ����Ρ�
(3)��ͷǰ������ι��������ת������һ�������˹ܽ����˵���άȥ����������ڶ�ͷ��ֹͣת�����ڵȴ���ͷ�����У�����ǻ�����������ȷ��ᣬ���½�ͷǿ�����ߣ���Ч��ȥ��������ά������߽�ͷǿ�����кܺõ�Ч����
2���ͽ�ͷģ��
����ģ�͵Ľ�ͷ�������£�(1)��ͷ��������ɨ�ı�(�˹���ɨ)��(2)��һ�����Ⱥ�һ��ɴβ��̬������ɴ����������ɴ��(3)��ɴ��ͬʱ��ι��������ʼ����ι����(4)ι��t1ʱ�䣬��ʼ��ɴ����ɽ�ͷ��(5)ι��t2ʱ�䣬ι�������ָ�����ת�١�
��������ͷ�����У���ɴ��ι����ͬʱ�ģ���ι�����ӳ�Ҫ�ȳ�ɴ������������ɴ������ά����ı������ʹ��άֱ����������ɴβ�ϣ��γ�һ������������ɴʱ����ά��������һ�����У���άι���ٶȵı仯�൱��Ҫ��
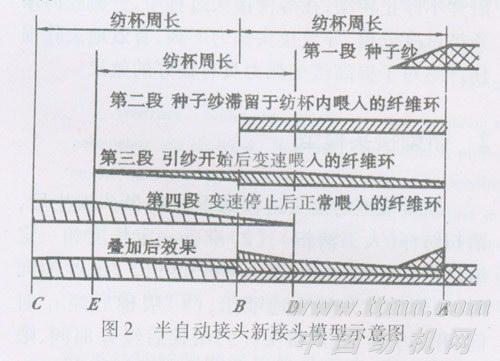
�½�ͷģ��ʾ��ͼ��ͼ2�����ͷ���ĸ�������ɣ�
��һ����ι�˵�����ɴ������ɴɴβ�����˹������ģ���״��ë��ͷ״��ι�������ɴɴβ����̫���������ͷ�ֽھͻ�̫��Ҳ����̫�̣���������ͷ�����߽���ͷǿ�����ߡ�
�ڶ���������ɴͣ���ڷı��ڵ�ʱ��t1��ι��ľ�����ά������Ϊ�ı����ٻ�תʱ���ڼ��̵�ʱ����ͨ��ͨ�����ﵽ�ı����۲۵ĵ���ά�ڷı�Բ���ϵķֲ��Ǿ��ȵģ����Ҵ�ʱ��ȡ�˶���δ���У����Դ˹����γ�һ�����ȵ���ά����
����������ɴʱ��ι�˵���ά����������ı�ι���������ٶȣ������ڰ�ȡ�˶��Ľ��У����γ�����Ķ�����������ϸ���ֵ���ά������Ӧ�أ��ڽ�ͷ��һ���ı��ܳ��ڻ����һ�����ԵĴ�ϸ�仯����ۡ�Ϊ�˱����γ����ֽ�ͷ����һ����ʵ���ȼ���ι�룬ʹ�ñ仯���߱�û��ͣ���AD������ʾ��ͼ2�У����ٹ����ڰ�ȡ�㵽��D���ͽ����ˣ��ָ�����������ɴ���ٶȡ����ڼ��̵�ʱ����ͨ��ͨ�����ﵽ�ı����۲۵���ά����ȷֲ��������ı�Բ���ϣ����Ե���ȡ�㵽��D��ʱ���ı��ڻ�����һ����ά��DE����һ��ά����Ȼ�DZ��ٹ����γɵġ����ڵ������ٶȺ�ʱ��Ŀ��ƣ��γɵ���ά��Ҫ������ι����ȵö࣬��Ӧ�أ���ͷ��Ч��Ҳ��֮�����Ľ���
���Ķ��Ǽ��ٽ������������ٶ�ι�˵���ά��.
��ͼ2�еĵ���Ч��ͼ���Կ�������ģ���봫ͳģ�ͱȽϣ���ͷ������˺ܺõĸ��ơ�
��ͷ�жԽ�ͷ�����нϴ�Ӱ������طֱ��ǣ�ι���������ٵij��ٶȺ�ĩ�ٶȣ���ɴ����ɴ��ʱ��t1����ɴͷ��߳���t2�ӱ���ι������ι��ʱ��t2��ι���������ٵij��ٶȺ�ĩ�ٶȶԽ�ͷ��Ӱ��Ƚϴ����ٶȺ�ĩ�ٶȹ�С����ͷ�ɹ��ʵͣ����ҽ�ͷ����ֳ�ϸ�ڣ����������ײ����ֽڡ��ٶȵı仯Ч���ͱ���ι������ι��ʱ��t2�ܴ�̶����ǽ����ģ�t2��Сʱ����ͷ���������Գ�ϸ�ڣ��꣬����ʱ��ͷ�ֳ��ִֽڣ���ģ��ͼ�ϣ�t2ֱ�ӱ��ֵľ���D��λ�á���ɳ����ɴ��ʱ��t1������ɴͷ��߳���Z�Խ�ͷ��Ӱ����ǰ��������ͬ��
3���ͽ�ͷģ�ͷ�ɴ����
�������ͽ�ͷģ�ͷ�C 53 texɴ����������ͬ��ͳ��ͷģ��(��FA601 A�ͷ�ɴ���ĵ�ͷת����ɴ���������ƿ����İ��Զ���ͷװ��)��ι���������ò��������������ͷ�������£�������ٳ�ʼƵ��Ϊ2000 Hz(�൱��ι������ת��Ϊ9��6 r��min)��ĩ�ٶ�Ƶ��Ϊ3000 Hz(�൱��ι������ת��Ϊ14��4 r��min)��������ɴƵ��Ϊ1354 Hz(�൱��ι������ת��Ϊ6��5 r��min)��t1Ϊ300 IllS��t2Ϊ650 ms��lΪ80mm����ý�ͷǿ��Ϊ����ɴ��69��44������ͷֱ��Ϊ����ɴ��1��20����
�����������ͽ�ͷģ�ͣ���ͷ�ɹ��ʶ���90%���ϣ�ǿ��Ҳ��������ɴ��ǿ����65���� �ϣ���ʵ���Ҵ�ͳ��ͷЧ���Ժã���ͷ�ֽ�ֱ����Χ��������ɴ��1��2����1��3������ͷ�����������Ը��ƣ���
4 ����
(1)����ͬ�����£���ͳ��ͷģ�������ͽ�ͷģ�͵Ľ�ͷ������Ƚϣ���ͳģ�ͽ�ͷǿ��Ϊ����ɴ��60����65������ͷ��ֱ��Ϊ����ɴ�ߵ�1��8����2��������ģ�ͽ�ͷǿ��������ɴ��ǿ����65�����ϣ��봫ͳ��ͷ���Ч���൱����ͷֱ����������ɴ��1��2����1��3����
(2)�ڴ�ͳ��ͷģ���У�Ӱ���ͷ��������Ҫ�����У�Ԥ����ʱ��t1��ɴ����ɴ��ʱ��t2������ɴͷ��߳���l��
(3)�����ͽ�ͷģ���У�Ӱ���ͷ��������Ҫ�����У�ι���������ٵij��ٶȺ�ĩ�ٶȣ���ɳ����ɴ��ʱ��t1������ɴͷ��߳���l2�ӱ���ι������ι��ʱ��t2��
(4)ͨ����һ���Ż���ͷ���ղ������Ľ�����ϵͳ���Լ��Խ�ͷǰ������ά������Ч�ų�������õ����õĽ�ͷ������