����ʡ��ƽ�л��˷�֯����˾ ����Ӣ ���㻪 ���־ ����ƽ
A513C��ϸɴ������ʽ�ֶ�Ϊ�������ʣ����������Ӵ��ij���ת���Ǹ��ʼ������߽Ӵ���û���κν��ʣ�ֻ�ǿ������Լ���������ĥ��Ч���ܲ����룬�������A513C��ϸɴ��������ĥ��
Ϊ�˱�֤ϸɴ��ɴ�������ã�����ÿ���һ���������ҵ�ʱ���Ҫ����һ�γ����֣�ʹ�÷�ɴ�ɱ����ӡ�A513C��ϸɴ������ת�Ӽ����������������IJ�װ������������еģ�ÿ��װ����ɺ���������м���ʱ������������Ͳۺ�dz�����������ޣ�һ�����������࣬������ת���������з�϶�����������࣬�ﲻ���������Ч�����Ӷ����A513C��ϸɴ��������ĥ��
Ϊ�����һ���⣬���Dz�ȡ�����´�ʩ��(1)��ת���������ת�������������ϵ�Բ���ϲ���ˮƽֱ��ϳ����(2)��ϳ��ת������������ð�Բ�ε�Ƭ���ӣ�ʹ��ԭ����ױ�Ϊ������Ϊ��յİ�Բ�β�״��
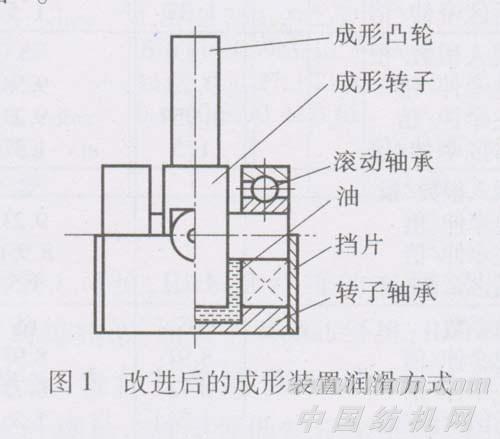
��ȡ���ϴ�ʩ��ת�Ӽ������˵������ת����в۵IJ�װ������ԭ����������и�Ϊ������У������ȽϷ��㡣��ת�Ӽ������˵����װ����в��У��������в���ע��һ���������ͣ�ʹת�Ӽ���������о�������ԡ�й������ɼ���A513C��ϸɴ�������ֵ�ĥ�𡣸Ľ���ij����֡�ת�Ӽ��������������в۵���Ϲ�ϵ��ͼ1��
��תʵ��������A513C��ϸɴ�������ֵ�ĥ��̶ȴ���Ƚ��ͣ�����ÿ���һ�����Ҹ���һ�μ��ɡ��ҹ�˾�Ѷ����е�A513C��ϸɴ��ת������ײ�ȡ�����ϸĽ���ʩ��ϸɴ����ת�������������á�