ժҪ�������˽��ܷļ�����ԭ������չ����Խ�ԣ��������Ƚ��˵�������ϵļ��ֽ��ܷ�ϵͳ�Ľṹ�����ܣ�������KJF���ܷ�װ�ã����ڹ���ϸɴ���Ͽ������ܷ�ϵͳ���й����������̽�֡�
1 ǰ��
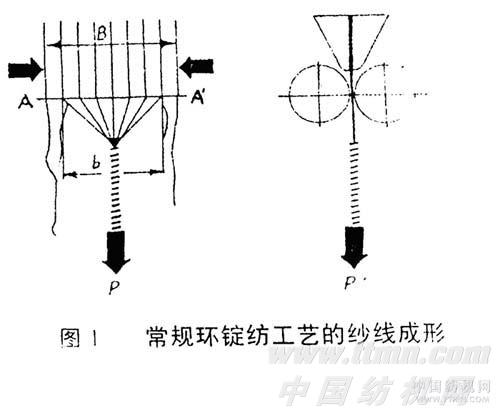
��������ϸɴ�����䵮��������Ϊɴ����������Ҫ��ɴ��ʽ���������Ĺ��ռ������ȶ��ķ�ɴ��������Ȼ�Ƿ�ɴ����������ġ���ռ�������ķ�ɴ��ʽ�������ڼ�Ҳ��������ת���ĺ�������Ϊ���������ͷ�ɴ����������˻��������������˹���·�ߣ������ڳ�ɴ�ṹ����������ڻ����Ļ�����һ����ȱ�ݺ;����ԣ��൱���ֵĸߵ���Ʒ��Ȼ������ø������Ļ���ɴ�������мӹ�������������ɴ��չ�����죬�������ղ�Ʒ�����ι����ɴ��������Ҫ��Խ��Խ�ߣ�������ɴ������Ҳ����������ĸĽ��������ɴ���ε����ơ�ǣ��ϵͳ��������ĵĸ��¡���е���������Ƴ��Լ������Զ���װ�õ��䱸��������������Ҳ������������ȱ�ģ��ر���ɴ�߱����ë�����⣬����ë���ɫ֯����֯֯�Pɫ֯����֯��е������Ч�ʵ�Ӱ����������Ҫ����ο���ë����ë��IJ�������ͳ������ɴ��ë����γ���Ҫ������ǣ����������ǣ������Ҫ���ɴ֧���ڵִ�ǰǯ��ʱ�ѳ�����״̬����������ά��ճ��������ʧ��Ϊ��ʹɴ��������ǿ�ȣ��������һ����������������ά�������ɸ�˿Ȧ�������ϴ��ݲ������ܽӽ�ǰǯ�ڣ������������������һ���Ŀ��ȣ�ͼ1��ʾ��B����B�Ŀ���ȡ����ɴ��֧������ɴ���ȡ�ǣ�챶�������أ�ɴ���е����ز����ܽ���ǰǯ����A-A����ǰǯ��ǰ�γ�һ��û�����ȵ���������ά��������ν�ķ�ɴ����������ɴ������b�Ĵ�Сȡ���ڷ�ɴ��������������ǰǯ�ڵĿ���B���Ǵ��ڷ�ɴ������b����˷�ɴ�����������ܾ�£ǰǯ�����е���ά���ܶ��Ե��ά��ɷɻ���ʧ������ɴ����Լ85%�ķɻ���Դ�ڷ�ɴ�������������ڼ�������������ά���ܷ�ɴ�����ͼ��������ã�����������ѹ������ѹ�����ڼ�����������Ե������ά������ѹ�������ɴ�����ĵ���ά������ѹ����С�������������ά������ͬ���ڼ����������оͻᷢ����ά���ڵ������ڵķ���ת�ƣ���ά������Ҳ����¶�����������ɴ��ë�𡣻�����ɴ�е���ά��ɴ�г�������״����άƽ����ɴ�᷽��ij̶Ƚϵͣ�����ɴ��ǿ��ԶС�ڵ���άǿ��֮�ͣ���ά��ǿ������ϵ���ϵ͡�
����������80���ĩ��E.Fehrer��ʿ�����������ɴ���ǵļ��۷�ɴ����������һЩ����Ļ����쳧�̺��о���������з�������ʽ�Ľ��ܷ�ɴ����װ�ã���1999��İ���ITMAչ���ϣ�Rieter��˾չ����Ӧ��Fehrer�ij���ԭ��������ComforSpin (��Ħ��)���ܷ�ϵͳ�� Sussen ��Zinser ��Ӧ��Denkendorf��֯�����о�Ժ��Artzt ԭ��������Elite Spinning��CompACT3���ܷ�ϵͳ���漴�����г�������������ɴ��������ɴ����ά���нṹ�����ı䣬��Щ���ܷ�ɴ�����ƵĽ���ɴɴ���࣬ɴ�ߵ����ԡ���ǿ�ȡ����ȶ���ߣ�ɴ�á�ë�����䳤ë����٣�ɴ������������ߡ����ּ�������Ϊ����ɴ����ë���Ҫ������ֳ���꼻�һ�ֵ�ʱ�С��෴�����ܷļ�����������������Ĺ��յ�����Ժ�ɴ����������ʹ�û�����ɴչ�ֳ�������ǰ����
�������ڹ���ӵ������ǧ�ƻ���ϸɴ����ɴ�������������в��������˽��ܷ�ɴ�����������װ�� ���������豸Ͷ�ʰ��������ڶ�ɴ��������ҵ���ѳ��ܵģ���һ���棬������ɴ�������кܳ���ʹ���������г������еIJ�ͬ�ķ�ɴ����ɴ���������������ּ���û����������÷�ɴ��������̭��������ʹ�õ�ϸɴ��������ҹ�ϸɴ��������״��������ӵ������֪ʶ��Ȩ�Ľ��ܷ�װ�ã����ʵ��ĸ���ɱ�����ɴ���㷺Ӧ�õ�FA506��FA507��FAϵ��ϸɴ������Ϊ���ܷ�ϸɴ�����Ʊس�Ϊ���ܷļ����ķ�չ���ռ�����
2 ����ɴ�����Ժͽ��ܷļ�������
2.1 ����ɴ�����ԣ�
�����ͽ���ɴ�����ܶ��ԣ���ɴ�������ߺ����ι���Ӧ�ó��ĽǶ�����������Խ�������ڣ�
2.1.1����ɴ�������������ڷ�ɴ���ǵ���С����ǣ���������� �������뻯�ķֲ���ʹ�ý���ɴ���ֳ�ë���ǿ�ȵ��������ơ�
(1) ë�����Լ��٣�����ɴë����٣�����3mm�����ϵ�ë��� �٣� ��ͬ������ͨ����ɴ��ȣ�һ���ɴë��3mm���Ͽɼ���80%��
(2) ���ܷļ������м��õذ�����ά���ã���ɴ������������������ά����ģ��ȸ�����ɴ�߲����ʣ�Ҳ�����˷ɻ��IJ����������ά�����ʡ���˿��Խ��;���������5%��8%�����⣬ijЩ��֧����ɴ��Ʒ�����������ɴ�������Ӷ���Լ�˳ɱ���
(3) ɴ�߽ṹ���ƣ���ɴǿ�Ⱥ��쳤��������ߡ���ͬ���١���������£���ͷ�ʿ��½�30%��
(4) ����Ч�ʵõ���ߣ���ǿ����ߣ����ʵ�����ɴ�����ȣ����ɴ�߲����������õ�ɴ���洫ͳ��˫���ߡ�
(5) �ڱ�������ͨ����ɴƷ�����ŵ�����£����ʵ��������ĵȼ������ȣ��Խ���ԭ�ϳɱ����罵��0.5�����ĵȼ���1mm�������ȡ�
(6) �۸����ƣ�����֧���IJ�ͬ������ɴ���ۼ�һ�����ͨ����ɴÿǧ�˿ɸ�1~3.5��Բ��
2.1.2�������ι���Ӧ�ó���
������ʵ�ʵ����������У����ι����һЩ�����ںܴ�̶��������ɴ��ë����ǿ�Ȳ�������õģ����Ͻ�����������������ë�ȣ����ܷļ�����ɴ��ǿ�ȡ�ë��ĸ��ƣ������൱�̶ȵ��������Ч�ʣ�����ԭ�ϳɱ���
(1) ��Ͳ����ͬ������Ͳ�����£����ܷĵ�Ͳ��ɴë��ֵ���Ա���ͨ����ɴ�ĵͺܶ࣬�Գ�ë����Ϊ���ԣ����ڽ���ɴ���и��õĿ������ԣ���ζ�ſɲ��ø��ߵ���Ͳ�ٶȡ�
(2) ֯ǰ��������ɴǿ�����ӡ�ë����٣�����ʱ��ͷ�����ɽ���3%���ڱ�֤����߾�ɴ��֯�Ե������£�����ɴҪ����Ͻ��ʽ�Ϊ��ͨ����ɴ��50%���Ƚ�Լ�˽�ɴ�ɱ����Ժ���˽��ɱ��ͶԻ�������ȾҲ��֮���͡�
(3) ֯�죺���ڽ���ɴ���и��õĿɼӹ��ԣ���֯�о�γɴ�Ķ�ͷ�ʿɷֱ�50%��30%��ͬʱ��γ�ʿ����30%����֯����֯ʱ��ͷ�ʵͣ�ͣ���٣�֯��õ�Ҳ��, �����֯��Ч����߲�����֯��������ijЩ��Ʒ������ȥ�������������ʡ�˳ɱ������⼯�۷�ɴ�����ھ��࣬��Ϊ�ھ������ɴ�߽������������ƫת�����ɵĸ��غɼ���Ħ���������۷�ɴ���нϺõĿɼӹ��Լ���ë��
(4) ���������ڽ���ɴë���٣����Բ��ֻ�ȫ��ʡȥ��ë��������ëʱ���ø���Ľ����ٶȣ��������Ч�ʣ����ɽ�ʡ�ߴ�7%��ԭ�ϣ�����ɴ����ά�ṹ���ϵ͵�����������Ⱦ�ϼ������������գ���ë��ʹ��ӡ��ͼ����������������ɴ�Ľϸ�ǿ���������ֲ�֯�����������������в�����25%ǿ����ʧ��
(5) ����ɴ֯��ķ����߹�����·������������ɫ֯����Գ��ڱ�������ɫ����ۣ�֯�������ë�����٣����ڽ���ɴ�ϵ͵�����ʹ֯����ָ���������������ߡ��ʺϸߵ����ϵ�֯�졣
2.2���ܷ�ɴ�ij�ɴ�����ͽ��ܷļ���
2.2.1���ܷ�ɴ�ij�ɴ����
�������ܷļ��������þ��ǽ�ǰ����ǯ������ľ���һ�����ȵı�ƽ�����ڼ���֮ǰ�����ܵؼ���������ʹ��������ά���н��ܡ�ƽ˳������±��������ﵽ��ɴ���ǵ���С����ʹ�����е���ά�ɿ���������ɴ���У���һ���۹��̵�Ч������ʹ��ɴ��ë�����ȼ��١���ɴǿ���Ͷ����쳤�������ƣ���ɴ�ij����Դõ�Ҳ�����Լ��١�
����Ŀǰ���бȽϳ���Ľ��ܷļ�����Ҫ������ʿ���¹�Ϊ��������������ϵͳ������л�е����ϵͳ��
2.2.2���ܷļ�������
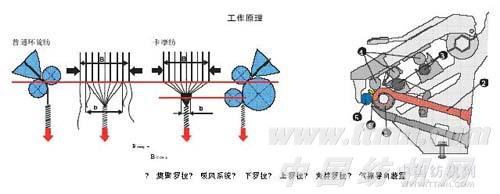
(1) ��������ϵͳ��ԭ�������ø�ѹ��������ά�������ۺͣ�ʹ������Ե�ϵĿ�����Ч�����������ļ��ۣ���������ȵؼ��ٷ�ɴ���������Ӷ�����ȼ���ͻ����ɴ�߱������ë�������άǿ��������ϵ���ͳ�ɴǿ������������¹�����ʿ���ձ�����������õĶ�����������ԭ��������ʽ���в�ͬ��
������: ��ͨ����ԭ����ǰ������Ϊֱ���ϴ�50mm�����ܲ����ף���0.8mm��80��/cm2���ĸ��ʳ��������ò���ת��б���������������ѹԴ������������ǰ������������������ͨ�����Ƶ�ҡ��ǰצ��ѹ��ǰ��Ľ�����ǰ�������ɴ���������ճ�ǯ�ڣ�����Ľ�����ǰ�������ǣ������ǰǣ��ǯ�ڣ���ǯ�ڹ��������ļ��������ѱ�ǣ��������뿪ǰǣ��ǯ�� ���ܸ�ѹ���ñ�������ǰ�����ϣ��ڼ���������ά��б����������ۣ�������������һ��ƫб�Ƕȵ����������ǯ�ڣ���ͼ 2-1����
ͼ 2-1
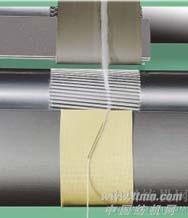
����ȦƤ�������ͣ�����ǰ�������ڴ���װһ��ϼ�����ͼ 2-2�����������Ƥ�������Բ����Ƴɵ���������Ȧ��3000��/cm2�������ν��渺ѹ���ܡ����������븺ѹԴ�����������ϲ�ÿ����ɴλ���Ͽ�һ�������������һ���Ƕȵĸ�ѹ�������ۣ���ͼ2-3�������۳�������������������Ȧ�ĽӴ���������Ӧ������ĩ�˺������Ƥ��������������ɵ����ǯ�ڷdz��ӽ����Ծ������ӳ��������ij��ȣ���������Ȧ�����������棬�������Ƥ�������������Ƥ��ͨ�����ų�����ǰ��Ƥ����������ͼ2-4���������Ƥ ���ļ�ѹ��ҡ��������ǰƤ���ļ�ѹ����������������뿪ǰǣ��ǯ���ܸ�ѹ���ñ���������������Ȧ��Ӧб�����۵IJ�λ�ϣ��ڼ���������ά��б����������ۣ�˳�����۵�ƫб�Ƕȵ����������ǯ�ڡ�����Ȧ��ʽ�������Ƥ������ת�����ٶ��Դ���ǰ����������ٶȣ�ʹ�����������۹����в���һ��������������������ά��ֱ����������ά�����ۣ����������۹�������������б���������������������������һ���ǶȵĻ�ת������Ч�����Խ�һ����ߡ�
ͼ 2-2
ͼ 2-3












