���Ϻ�̫ƽ�����˹����е����˾��
ժҪ�����ý��ܷ�ɴ������������ȵؼ�С��ɴ��������ʹ��ɴë����١���ɴǿ���Ͷ����쳤�ʸ��ơ�������ɴ�ü��١������˽��ܷ�ɴ������ԭ������չ������Խ�ԣ����ؽ����ͱȽ��˹��������ֽ���ɴ��ɴϵͳ�Ľṹ�����ܣ��Աȷ����˴�ͳ�����ľ���ɴ�����ɴ�ij�ɴ����������Խ���ɴ��Ч��������ϸ������
�ؼ��ʣ����ܷ�ɴ���ṹ��ԭ�������ۣ�ë��ǿ����Ч��
1 ���ܷ�ɴ��������
�����Ͻ���ɴ�����ɴϵͳ���з���ʮ����ǰ�Ϳ�ʼ�ˣ���Щ�����������ǽ���ɴ�ķ�ɴԭ��������ɴ��ɴϵͳ�Ľṹ��������������ѧӦ���ڷ�ɴǣ���С����Ͳ��ϼ���ӹ������ڷ�ɴ������Ӧ�õȣ������ǽ���ɴ������Ӧ�õ��о����������г�Ч�Ľ�չ�����ǶԽ��ܷ�ɴ��������ʶ�Ѵӳ�ɴ�ṹ�����ĸ���(�������̬������Ʒ��)���뵽��ԭ�ϵĽ�ʡ��ԭ�����������ʵ���ߡ���ɴ�����еĻ������Լ����ι�������Ч�ʵ���ߡ��õ������ļ��١����ӹ���ļ�����ȡ������Ʒ�����ʵصĸ��Ƶ���Ҫ�������ܣ�����һ���õ��˷�չ���ۺϵؿ�������ɴ����Խ�ԣ��漰��ԭ�ϵĽ�ʡ��������������Լ��Դ����Լ������Դ���������Ч�ʵ�һϵ�зġ�֯�������йسɱ���������Ŀ����ȷʵ���ڴ�ͳ������ɴ����һ��ʵ���Ը���ɴ��Ʒ�ʵķ�Ծ����ʿ���Rieter����˾�Խ���ɴ�ĸ������ǣ��ۼ�֮�������ƣ��¹�����Zinser����˾�ѽ��ܷĶ�λΪ����ɴ�߸��ԵĽ�����������¹���ɭ��Suessen����˾����ԣ�δ�����ڽ���ɴ��
���ܷ�ɴ����Ҳ��Ϊ��ʵ�ġ�ѹ���ġ����۷Ļ�ۼ��ġ����۷ģ�CompactYarn��Condensed Ring Yarn��������ɴ�ķ�ɴԭ�����ڴ�ͳ����ϸɴ����ǣ�����������֮������һ�������������ø�ѹ��������ά������������ЧӦ��ʹ��Щ����������Ե�ϵ���ά������Ч�����������ľۼ�����������ȵؼ�С��ɴ����������һ���۹��̵�Ч������ʹ��ɴ��ë�����ȼ��١���ɴǿ���Ͷ����쳤�������ơ���ɴ�ij����Դõ�Ҳ�����Լ��١����ң�ɴ�ߵ�Ħ��������֯��Ĺ���ȡ�����õ�������ĥ��ȼ���Ⱦɫ�������;�ϸ�ȵȶ������ʵĸ��ơ�
2 ����ɴ��ɴϵͳ����
�������ܷ�ɴ�����ֽ��ѽ�������ڣ���Ӧ��Ҳ�����ƹ��ռ��Ρ���������һ�����ij����У��¹���ɭ��˾����ʿ���﹫˾���з���Ӧ��ʼ�ձ�������ˮƽ�����е¹�����˾������������﹫˾���ձ����﹫˾��Ҳ�ܿ��ý��ܷģ����Ƴ����͵Ľ���ɴ��ɴ�����Խ���ɴ��ɴϵͳ��Ӧ�ã�Ŀǰ�������Ѽ��IJ�Ʒ��Ҫ���������ַ�ɴϵͳ��
2.1 ����ɴ��ɴϵͳA
����ɴ��ɴϵͳA�Ľṹʾ���ͼ1��
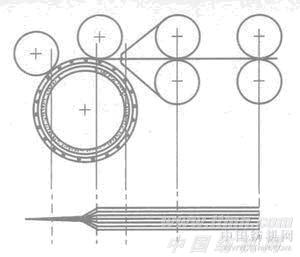
ͼ1 ����ɴ��ɴϵͳA
�������ýϴ�ֱ���������ܼ�С�ij����Ĵ���ϸɴ����ǰ����������������ǰ�����ճ�ǯ������ľ�ǣ���δ�����������������ɳ����ļ�����������������ɵ�����������ѹ�����������ĵ�����С��������Ե��ɢ����ά������������ڵ���״�������������ۣ����۹����У����ų����ĵ�ת��������ЧӦһֱ���쵽������������������ɵ�����ǯ��֮�¡�������ǯ���������������һ�����ܵ������壬������ʱ�ѱ���Ϊ��һ��Բ�����壬����û�м����������ˡ�
��������ɴ��ɴϵͳA���ص��ǣ�ϵͳ�ṹ���£������ȶ��ɿ����������������ӹ����ӡ���۸ߡ���װ�ɱ��ߣ���������ͨϸɴ���ϼ�װ�������ռ��������ɴ������˵������ʹ���˴�ֱ���ij����Ĵ���ǰ�����������ʹ��ǣ�����ĸ������������������ⲻ���ڶ���ά�ر��ǽ϶���ά�Ŀ��ơ����⣬�������dz����ı������������ˣ���ǰ����ǯ�ڵ�����ǯ��֮�䲻����������ǣ�졣
������һ�����������﹫˾ʵ�ֲ�Ʒ��������ȫ�������Ͷ�����С����﹫˾��1999���ۼ�������Ӧ����һ�����Ŀ�Ħ��ϸɴ��150̨��Ŀǰ������ǧ̨��ȫ�����С����﹫˾һ��Ҳֻ��G33��ϸɴ�������ã�����ΪK44�ͽ���ɴϸɴ�������﹫˾�IJ�Ʒע��ΪCom4��ComforSpin�����й�����Ϊ��Ħɴ�����﹫˾�ڽ���ɴ��ɴϵͳA�����˺ܶഴ���Եĸ��£���Ϊ�˸�����ǣ�������ճ�Ч���������ı�������ͨ�����Ϊ�����ۻ��棻Ϊ�˸�������Ч������������������Χ������������ƫת�������������֣���������ڵ���״���Ҳ�������Ρ�©���εȡ���Щ�����ڶ��������ר�������⣬���﹫˾Ҳ��������Ľ���ɴ��ɴ����Ӧ����ë��ϸɴ���ϡ�
2.2 ����ɴ��ɴϵͳB
����ɴ��ɴϵͳB�Ľṹʾ���ͼ2��
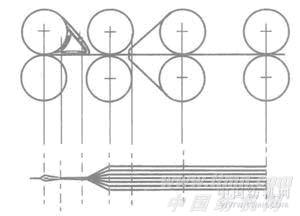
ͼ2 ����ɴ��ɴϵͳB
�����ڻ���ϸɴ����ǰ������ǰ����һ��������������������������Ϊ������ϵͳ����������������װ�н�Ȧ�ܺ��Ͻ�Ȧ���Ͻ�Ȧ�м����һ��С�ף��ڴ���Ȧ�������������������ο�϶��װ�����Ӹ�ѹ��������ǻ�塣����ǣ���������������������Ȧ���·�ʱ����ά�ܽ�Ȧ��С�ĸ�ѹ�������������ۣ���ɢ����ά�˱����۵��������ڡ�Ϊ�����ӵ���С�Ժ���ɢ��ά�����ۣ������������˺���ӿ�������С�ס�������������������ǯ�ڴ���ȦС�ױ������������������������ò�������������ǯ�ڵ��·�����������۵������н���������ǯ����һ��С�ľ���ʱ������ʧȥ�������ö�����һ���Ļص��Է�ɢ����ͼ2�������н���ͶӰͼ������ˣ��ܵ�����Ч������Ӱ�졣���Ƴ��˼���������˾�ƣ���������С�����ú��������ò�����������ǯ�ڣ��������Ա�������С��2 mm�Ļ���ë�𣬴Ӷ�Ҳ�����˶���ɴ�Ļ����ʸС�
��������ɴ��ɴϵͳB���ص��ǣ�ϵͳ�ṹ��࣬�ɼ�װ����ͨ�Ļ���ϸɴ���ϡ�����ǰ����ǯ�ڵ�����ǯ��֮�����÷��Ϲ�����Ҫ������ǣ�죬��Է�����ά���ȡ��նȲ�ͬ��ɴ�߾��нϴ������ԡ����������ò��ܳ���������ǯ�ڵ��·������ܵ�����Ч���Բ�����ڲ�����ֻ���е�������С�Ĵ���Ȧ�����������������������ó���б�������˶�����
�����¹�����˾��700 AirComTex�ͽ���ɴϸɴ�����õľ��ǽ���ɴ��ɴϵͳB����ʽ������˾Ҳ�����������ھ���ë�ĵ�800 AirComTex�ͽ���ɴϸɴ����
2.3 ����ɴ��ɴϵͳC
����ɴ��ɴϵͳC�Ľṹʾ���ͼ3��
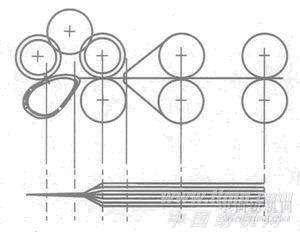
ͼ3 ����ɴ��ɴϵͳC
�����ڻ���ϸɴ��ǰ������ǰ����һ�����ν������ܣ�������ÿ����λ��������������ڣ������ϻ��������������Բ�������������Ȧ��֯��Ȧ�������������������һ������ǯ�ڣ��������÷���������������������ڶ�Ӧ������Ȧ��֯��Ȧ�ϣ�����������������쵽����ǯ��֮�¡�������������������ǰ�����ṩ��ǰ������װ���������֣�ͨ���м���ų��ִ������̶������������ϵı������֣����ǣ�ǰ������װ������ͬ�����֣�ͨ��ͬ���������̶������������ϵı���ͬ�����֡����������ļ�ѹ����ǰ�����ļ�ѹ�����������ǣ��ҡ�ܵ���̧�������ṩ����������Ȧ��֯��Ȧ�ϵ�֯����֯��ϸС�������������ṹ����������ڷ��ư�����ϸ��ά���ڵĸ�����ά���ı�ǰ������������������ִ����Ȼ�ͬ�����ֵĴ����ȣ����߸ı�ǰ����������������ֱ���ȶ��ɸı��������ڵ�����ǣ�졣��ϵͳ�ɽ��������������Ϊ��б����ά�˶�����
��ɭ��˾��Ϊ�����������ڽ��������������Ϊ��б����ά�˶�����ʹ�������н�ʱ����һ���ľ�����ת�������������ڸ�����ά�˵����ۣ�����ʹ����������Բ���Ρ���ɭ��˾����Ϊ����ǰ����������ǯ��֮������һ��������ǣ���������ġ�
����ɴ��ɴϵͳC���ص��ǣ��ṹ���������ܽ��������������Ϊ��б����ά�˶�����Ҳ����ǰ����ǯ�ڵ�����ǯ��֮������һ��������ǣ�졣����ɴ��ɴϵͳC������ͨ����ϸɴ���ϽϷ���ؼ�װ��������ڷ��ư�����ϸ��ά���ڵĸ�����ά��
��ɭ��˾���ý���ɴ��ɴϵͳC�ļ��������Ƴ���Ʒ��������ע��ΪElite�����й�����Ϊ�����ġ���ɭ��˾�Ľ���ɴϸɴ������Fiomax1000�ͻ���ϸɴ���ϼ�װElite����ɴ��ɴϵͳ������ΪFiomax El�ͽ���ɴϸɴ����
������������Marzoli����˾�Ƴ���Olfil����ɴ��ɴϵͳ��Ҳ���ڽ���ɴ��ɴϵͳC�ļ����ṹԭ��������ɭ��˾Eliteϵͳ�IJ�֮ͬ����Ҫ�����㣺һ�������������ʽ��Eliteϵͳר�Ų�������б����ά�˶�������ƣ���Olfilϵͳ�õ�����ͨ������ֱ����ʽ��������������Ԫ���IJ��죬Eliteϵͳ����һ�ֳ�Ϊ����Ȧ������Ԫ������Olfilϵͳ�õ��DZ��ε�֯��Ȧ����������ǰ���������������Ĵ�����ʽ����ɭ��˾Eliteϵͳ���ó��ִ�����ʽ���������﹫˾Olfilϵͳ����ͬ����������ʽ��
2.4 ����ɴ��ɴϵͳD
����ɴ��ɴϵͳD�Ľṹʾ���ͼ4��
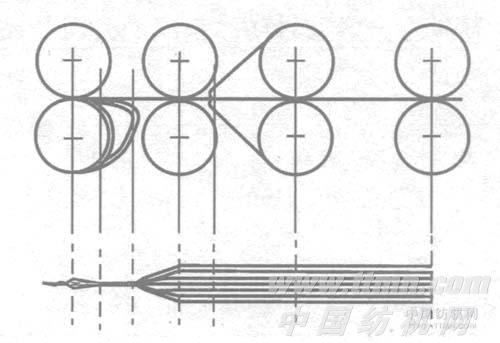
ͼ4 ����ɴ��ɴϵͳD
�����ڻ���ϸɴ����ǰ������ǰ����һ��������������������������Ϊ������ϵͳ�����������������ڲ���������������Ļ�������һ�����ν�������ܣ�������ÿ����λ��������������ڣ���ѹ�����ۣ������ܺ������������ϻ��������������Բ�������������Ȧ�������������������������һ������ǯ�ڣ��������÷���������������������ڶ�Ӧ������Ȧ���������ò������쵽����ǯ��֮�¡�
��������ɴ��ɴϵͳD���ص��ǣ��ṹ������������Ԫ�������ȶ��Ժã�����Ԫ������ǰ��������������ֱ����Ӱ�죬����ǰ����ǯ�ڵ�����ǯ��֮�����÷��Ϲ�����Ҫ������ǣ�졣�����������û������������ǯ���£����������ò��ܳ���������ǯ�ڵ��·���������Ч������Ӱ�졣
�����ձ����Toyota����˾��RX240NEW��ϸɴ����װ���RX240NEW-EST����ɴ��ɴϵͳ���õľ��ǽ���ɴ��ɴϵͳD�ļ����ṹԭ�������﹫












