ժҪ����Ҫ���������������G5/1ϸɴ���ϸ����ELITE���ܷļ�����ͬʱͨ��ϸɴ����Ͳ�����ɴ�����ĶԱȷ��������Կ���ELITE�ĺͿ�Ħ������ͬ�����������ƣ��ر��������ɡ�ϸ�ڡ��ֽڡ��ᡢǿ�ȡ��쳤��ë�������ָ���ϱ���ͨ�����ĸ��ƽϴ�
�ؼ��ʣ�ELITE��ɴ �������� ���� ���ܷ� ë�� ����
ǰ��
21���͵Ľ��죬��������ˮƽ����ߣ����Ƕ���ʹ�ò�Ʒ��������ҲԽ��Խ�ߡ��������벻����װ����������������ķ�װ������֯��ͺ�����ˮƽ����ߣ�������ʹ�õ�ɴ�������ĸߵ�Ҳ�����˷�װ�����ĺû���
���ڼ��������������Ļ�����ɴ�������乤����ƶ���ȷ�Ǹ��в�ͬ�ص㣬Ȼ���乤����������̫��IJ�����ʹ��ͳ������ɴ�����ܷ���һ���ʵķ�Ծ��һֱ����һ����ͳ������ɴ����һֱ���Ŀ�ꡣ
��20����ĩ�ڣ����ܷ�ɴ�����Ѿ���Ȼ������RIETER��K44��Ħ��ɴ�����ձ����﹫˾�Ľ��ܷ�ɴ�����������̨����˾�Ľ��ܷ�ɴ�����豸�����˽����г�����ʵ�ʷ�ɴ�ĵز�����Щ��������ͳ������ɴ����ע����һֻ�˷ܼ�������һ�λ����ĵĸ������������Զ��ԣ�δ�����ڽ��ܷ�ɴ��
Ŀǰ�����ϻ����ĵĶ���ռ��ɴ�����ľ��֣����й�������ǧ���Ĵ�ͳ������ɴ�������ȫ����̭�˷�̫����������еĻ������ϸ���ɽ��ܷ����dz��ҵ�������SUESEEN��˾������ELITE��ɴ���켼������ⷽ��Ŀհס�����֯������������Լ�˽���һ���Ͷ�ʡ���ÿ������Լ800Ԫ����ң���
1 RETER G5��1���е�ǣ��װ�ü����ɴ����
1.1 G5��1ϸɴ��ǣ��װ��
G5��lϸɴ�����������������϶��³�˫ƤȦ���ڶ���������������ѹҡ�ܵĴ�ǣ��װ��(ǣ�챶�����Դﵽ50��)����ṹ��ͼ1��ʾ��
ͼ 1
1.2 G5��1ϸɴ���Ĺ��չ���
��ɴ�����ڴ�ɴ���ж��ϵĴ�ɴ�������Ƴ�����������ɴ�˼����������˶��ĺᶯ��ɴ���ȿڣ�ι�����������Ԥǣ����������С������ǣ�죬ͬʱ��ɴ���Ⱦ���ת�ơ���ǣ��ϵͳ����ǣ����������ǣ������Ҫ���֧����ǣ����������ǰ���������ͨ����ɴ����������˿Ȧ��ͨ�����Ӵ�����˿Ȧ���ٻ�ת�������������Ⱥ��Ƶ������ڶ����ϵ�Ͳ���ϡ�
������ǰ�����и߱�ǣ��ʱ�������ڲ���ճ������ʧ���������Ը�����ά����ǰǯ��ʱ�ѳ�����״̬������Щ��ɢ����ά�뿪ǰǯ�ں��������γ�������Ҫ��ɴ�ߡ���ʱ��ɴ���γ���������ν�ķ�ɴ����������ɴ������(�ֳƼ���������)��ɴ�ߵ�ë��ǿ�������ڡ�ϸ�ڡ��ֽڡ��ᡢ��ͷ�Լ�����ɻ������˾����Ե�Ӱ�졣��Ե��ά�������ܱ�����ɴ���ڶ���ɷɻ����복����ʧ��(��ͳ��ϸɴ����85���ķɻ�����Դ�ڴ�)�����߿���˵����ɴ���ڵ���ά���������٣��ֱ�Ե��ά�����ɴ���⣬��Ϊ�����ɶˡ�����Ҳ����ɴ��ë�������ԭ��ͬʱ��Щë��ʹɴ���ں�����������о���Ħ���γ��ᡢ�ֽڵ��к��õ㡣��ʩ������ʱ��ά�����ܵ��������ڼ���������������������������������С����˳�ɴ����Щ��ά�ij�ʼ�����Dz��ȵġ���ɴ���ں�ӹ��л����ղ�Ʒ��ɴ�߳��������غ�ʱ����������ʼ������һЩ����ά�����ȶ��ѡ�����ζ�Ź���ɴ�ߵ���ά���ڳ����غ�ʱ��һ������һ�����Ⱥ���ѣ����˵��Ϊʲôɴ��ǿ������ɴ�߶����ϸ�����άǿ�����ܺ͡�Ϊ�˼���ɴ��ë�����ɴ��ǿ���ͼ����к�ɴ�ã����ܷ�ɴ������Ӷ������ˣ�SUESSEN ELITE��ɴ�������е�һ�֡�
2 ELlTE��ɴװ�õĸ�����̼�����ԭ��
2.1 ELlTE��ɴװ�õĸ���
ELITEװ����G5��Iϸɴ���ϸ�����Ȼ������ԭ��ϸɴ���ϵĴ�װ�ã�������Ҫ��Ϊ�������֣���ͷ���ֺͳ������֣���������һ������װ�á�
��ͷ������Ҫ������һ�����ʹ�����������(6��7��9���ʹ���)��ǽ���ϵ����������(1��3��D��B��A�����ϵ�������)����ͷ��λ�ĸ�����Ҫԭ���Ǹ���������ת������������Ҫ�и���Ķ������������������ͨ�����ϸ�������������������������ԭ�е�����̫խ��Ƥ��̫ϸ�������г���������������ת���ļ��ʽϴ������豸����ת����ȶ���
����������Ҫ��ǣ����������һϵ�еĸ��죨��ͼ2����G5/1ԭ�е�ǣ��װ��Ϊ������ѹҡ�ܣ��ָ���ɰ�ɼ�ѹҡ�ܣ�SUESSEN ELITEǣ��װ����Ҫ���첿λ��ǰ����ǰ������һ�����������������������ܡ�����Ȧ�������Ƥ������ɡ���������һֱ���ڸ�ѹ״̬�£�������ÿ����ɴλ���Ͽ���һ�ۣ����ճֿ����쵽ǰǣ��ǯ�ڡ�
ͼ 2
һ̨624����ϸɴ��������װ����һ������Ϊ9KW�ĵ����һ�������26�������26������ܹ��ɡ�����ɴʱ�����ͨ�����������26�����һ����ת��ÿ�����ͨ�������ʹ������������ڲ�����ѹ����������ELITE��ɴ�ĸ�ѹҪ��
2.2 ELlTE��ɴ�Ĺ���ԭ��
����ά�뿪ǰ����ǯ�ں��������������Ȧ�ϣ���ά�ڸ�ѹ�������½���������Ȧ
�����͵��������ǯ�ڡ����������У���άʼ���ڸ�ѹ������������ܵ�������һ�����Ƥ����ǰƤ������һ��������ǣ�죬ʹ����ά�ڼ��۹����в�������������ͬʱ�������ܹ�����Ҫ���������ڿ�������ڵĸ�ѹ���ö���������ЧӦ��
��ͼ3�����ӹ��϶���ά(��������)ʱ���������ܲ۵�λ�ÿ�����б����ά��������������ͨ����������ʱ��������һ��������ʹ����������������ת���������ڵ������ǯ��ʱ���������ֱ������DZ�����ɢ����ά�ƽ���ҽ��ܵؽ����һ��
ͼ 3
ELITE��ɴ�������������˷�ɴ����������ɴ�ĸ���ָ����ǿ����ë�����ɡ���ϸ���Լ��ɷ����ܶ�ԶԶ������ͨ�Ļ�����ɴ������ͬʱ��ͷ�ͷɻ��ڴ���ȵĽ��͡�
ELITE��ɴ���Կ��Թ��ɳ�������������
•���۹��̳��������ǯ��֮ǰ
•�ڼ��۹������������������Ž�
•�ڼ��۹������������������������˶�
3 ELITE��ɴ����ͨ������ɴ�������Ա�
ELITE��ɴ�����������������ص������������˷�ɴ��������ʹ�ó�ɴ�����ϴ�ͳ����ɴ�Ѿ���ߵ�һ��ǰ��δ�еĸ߶ȡ�ͬʱELITE�ĵ�ר�����������ܡ�����Ȧ�����Ƥ�����ǽ������б�������ࣻ���Ӧ�������������ܹ���һ����������Բ���ϸɴ���ж����֤�����з�ɴ��λ�ĸ�ѹˮƽ��������ͬ������Ҫע���������Ȧ����Ƥ����ʹ��������Խ϶̣��ر����ڱ�ȫ��������������Ҫ����ע�ӣ�����������Ҫ��ʱ�����
����ͨ��������ʱ���ELITE������ͨ�����Ľ����˶Ա����顣
3.1 ǰ�Ĺ������
ǰ����Ҫ������������1��ǰ�Ĺ�����ͬ��
ʵ���Ҳ����������¶�20���2�� ���ʪ��65%��2%��
����IJ���������ԭ����Ҫ��USTER��˾������HV100��������ֵ�����ȡ�ǿ�ȣ���AFIS�������ᡢ�����ʣ�������Ʒ��Ҫ��USTER4�������ǣ��������ɣ���AFIS�������ᡢ�����ʣ�
�� 1
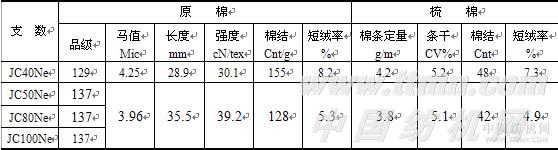
���� 1

3.2 ϸɴ��Ҫ�������
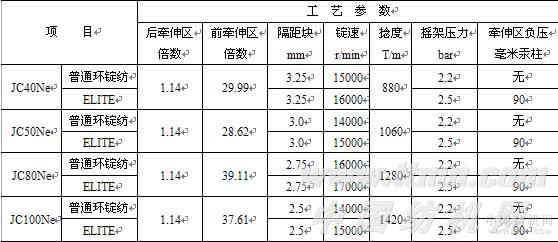
���2��ʾ��Ϊ���ܹ���ȷ��ͨ��ʵ���ֶ���֤ʵELITE��ɴ�������Ƚ��ԣ�����ͬʱ��RITER��ͨ������(G5/1)���ڱ��������ELITE�ĵ�ϸɴ���ϣ�������ͬ��֧�����Dz�������ͬ�Ĵ�ɴ�����Էģ����������ϸɴ��ǣ�칤�ա����ȱ�֤��ͬ������½��жԱ����顣
�� 2
3.3 ɴ�������Ա�
3.3.1 ë��ָ��Ա�
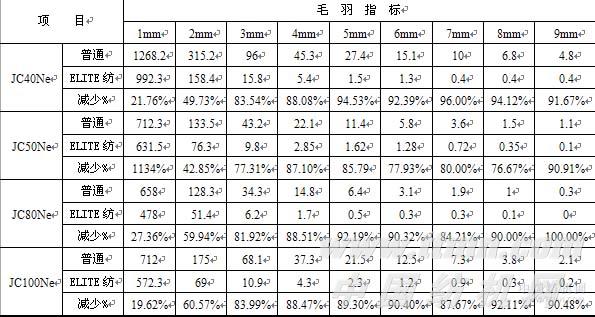
����3����״ͼ1�����ǶԲ�ͬϸɴ�����Ĺ�ɴ���ڱ������������£����ó���ĵ�
������YGl72��ë���Dz��ԣ��ó������������ݣ������ű��з������ǿ��Եó���ELITE������ͨ�����ĶԱȣ�(1)ë��ָ�������Ը��ƣ�(2)Խ�ǽϳ�ë�𣬸��Ƶķ���Խ���ر���3mm���ϵ�ë��
��3 ��ϸɴë��Աȱ���
3.3.2 ɴ������ָ��Ա�
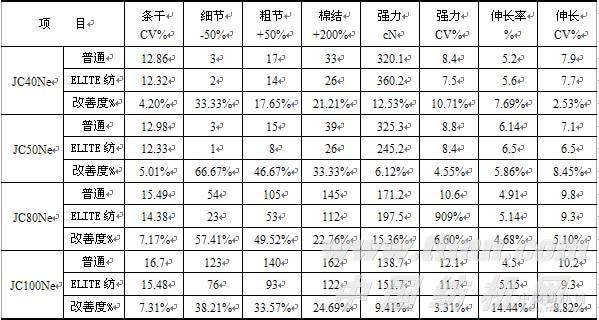
����4�ͱ�5���������¶�20���2�桢���ʪ��65����2��������ƽ��24Сʱ����
USTER 4�������Dz��������ɡ�ϸ�ڡ��ֽڡ����ָ�꣺��USTER J4��400m��min�������ٶȲ���ɴ�ߵ�ǿ�����쳤�����������Ե����ݷ�����ELITE����������������������
�ƣ�(1)��ɴ�����ɡ�ǿ�����쳤��ǿ��CV�����쳤CV������ʤ����ͨ�����ģ�(2)��ɴ��ϸ�ڡ��ֽڡ���Ҫ������ͨɴ��(3)ͨ����5�ͱ�4�ĶԱȣ����Եó���ͨɴ���ں�������������½��ı�ELITE��ɴ�죬����Ǽ���ë��ĺô���
��4 ϸɴ�Ա�
��5 ��Ͳɴ�߶Ա�

��6 ϸɴ�Ա�

��7 ϸɴ�Ա�

4 EL1TE���뿨Ħ�ĵ������Ա�
���6�ͱ�7�������½��������º�14���Լ�ǰ����ͬ�����Ĵ�ɴ����JC50Ne��
JC80Ne�����ǿ��Կ��������ֽ��ܷ�����������ͬ��
5 ELlTE��ɴ�ľ���Ч��
5.1 ��ɴ��������
�����ǹ�˾��������������Կ���������ELITE�ĺ�����ͬ�����ȵ�ǰ���£���












