ժҪ��ͨ���Կ�Ħ��ɴ����ͨ������ɴ����Ͳ�ӹ����ë������ָ�ꡢɴ��Ч�ʵIJ��Է����������˿�Ħ��ɴ����ͨ������ɴ֮����ڵIJ��죬˵���˿�Ħɴ����ͨ����ɴ�ڷ�ɴ����Ͳ����ӹ��������ָ�������Ҫ��ë��ǿ��cv��������cv�����쳤cv����ϸСɴ�ü�ϸ��ɴ�á�
�ؼ��ʣ���Ħɴ����ͨ����ɴ��ë�𡢸�����ά����Ͳ���ӹ�
����ɴ�ĺ�ӹ������У��ڶ�ķ�֯�����������е�����ɴ��������ɴ�����ĸ��Ƴ̶ȡ���ɴ�Ժ���ӹ�Ч�ʵ�Ӱ�죬Ҳ����ȥ�˽���ɴ��ɴ�����Ժ��������̺�Ⱦɫ���ܡ���ɴ���ܵ�Ӱ�죻���Ǿ���̸�۽϶���Ǻ���Ĵõ�������⣬���ҶԴ�Σ���Ծ��������Ĵõ�Ҳδ�ҳ��������ĸ���������Ҳδ�ҵ���ɴ��������ĸ�Դ����ʵӰ�����ӹ��Ĺؼ�������������ά�����ҷֲ��;��ƹ����в�����ëͷëβ����ɴ�����е���ά�����ֲ����Ȳ����ġ���ȷ��Ч������ά����ɴ�е����У��Ǻ���ӹ�����ɴ���ٳɱ������Ч�ʡ���������ĸ������ڡ����Ǿ�����ɴ���벼�����������������ʵ�����ǿ���ͨ����ͨ������ɴ����Ħ��ɴ�Ժ���ļӹ�Ӱ���ǿ���ȫ��ʵ�ֵġ���Ȼ�м�����ָ��������ӹ��������һ���ĵõ���ߺ��ƣ���������ɴ�Ϳ�Ħɴ�Ժ���ļӹ���Σ���ֻ��ͨ����ͨ����ɴ����Ħɴ����Ͳ�ļӹ�Ӱ��ȽϷ�������˵����ͨ����ɴ����Ħɴ���������ܲ��죬���ܴ�����ʵ���������Ľ����ɴ�������ܶԺ���ӹ���Ӱ��̶ȣ��䲻������Ϊ�������أ�����������ɴ�����������е����ã�������ɴ�������ضԺ���ӹ���Σ���������˽Ħɴ����ͨ����ɴ�Ժ���ӹ���Σ���������˽Ħɴ����ͨ����ɴ������ʵ�����ﵽ��߲������������ټӹ�������ԭ�ϡ����ͼӹ������еijɱ���Ŀ�ġ�
һ����ͨ����ɴ����Ħɴ����Ͳ�����Ӱ��
������֪�������Ǻ�����ɴ�����������Ĺ��������ڽ�һ������ʱ����ɴ����������ָ������ڽ�һ������Ͳ������������ͨ����ɴ���ǿ�Ħɴ���мӹ���������ɴ�����в�ͬ�̶ȵ�����ָ�������������ά����ɴ�����ҷֲ���ƽ����ֱ�Ȳ���֡�����Ͳ������ĥ�������ľ��ƹ����е���������С��һ������ģ���Ȼ�Ľ���Ͳ����������������Ͳ�����ٶȡ�������ɴ�ڼӹ������е�ĥ������һ�������ã�����ֻ�иı�����ά����ɴ�еķֲ���ƽ�С���ֱ״̬�����ǸĽ���Ͳ������ɴ�����Ĺؼ���ͬʱ��Ҳ�ǿ�Ħɴ��ͨ����ɴ����Ͳ�ӹ����������ͬ��ɴӰ��ĸ������ڣ����ڵ�����ʵ���������ǣ���Ħɴ����Ͳ�ӹ�����ɴ�����Ķ̶Ƚ���ͨ����ɴ����Ͳ�ӹ���Ҫ�͵Ķ࣬��������ͬ�Ĵ�ɴ�����ĵ���ͨ����ɴ�Ϳ�Ħɴ����Ͳ����ӹ����ë����Խ����
����ͼ��������
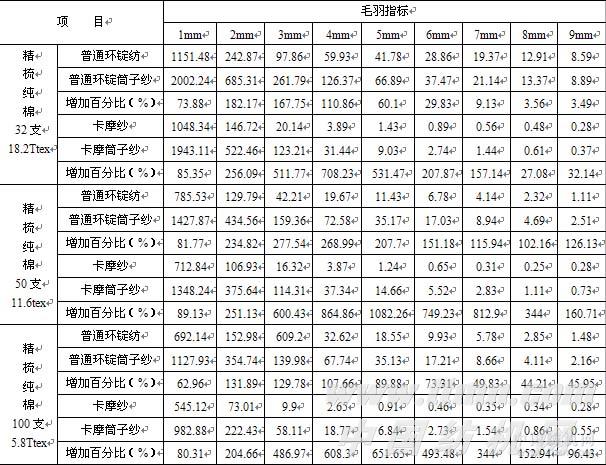
1����������ͨ�����Ļ��ǿ�Ħ�Ĺ�ɴ������Ͳ���ټӹ���������lmm�Ķ�ë����9mm�ij�ë����������ӣ��������ڸ����ڹ�ɴ����Ķ���άͷβ�ֲ������ȣ�������ɴ���ļ��ۣ�������Ͳ���ټӹ�ʱ������ɴ�ߵĸ������ƵĹ����б�Ħ���ĵ����࣬��Ħ�������ά�ĸ��λ������ӣ��������ڲ�Ͳ���������˶�����ʹ����ά��ͷβ��ɴ�������ţ���¶��ɴ���������Ͳ��ɴ����ë�����ӡ�
2�����۵�����ɴ���Ǹ�����ɴ����ͨ�����Ĺ�ɴ����Ͳ�ӹ���1mm��9mm��ë��ֵ�����ӷ��ȣ���Կ�Ħ�Ĺ�ɴ����Ͳ�ӹ���lmm��9mm��ë��ֵ�����ӷ���ҪС�Ķ࣬������Ϊ��ͨ�����Ĺ�ɴ��ϸɴ�ļ�������������ֻ���ٲ��ֶ���ά���ۼ�����ɴ���в����ֶ���άͷβ��¶��ɴ���棬����Ħ�����ڼ������������������úͼ����������ı�խ����ά�в��ֶ���άͷβ���ۼ�������ɴ�в����������������������ܽ�����άͷβ���̲�һ�Ķ���άȫ�������������ڳ���ά�У����в��ֶ���άͷ���ۼ�������������������Ħ����������������ú������±��ֳ�����״̬��������ɴ���棬��ˣ���Ħ�Ĺ�ɴ����Ͳ��ë�����ӵİٷֱ�Ҫ����ͨ�����ľ���Ͳ��ë�����ӵİٷֱȴ�Ķࡣ
3����Ħ��Ͳ��ɴ�����dz�ë��ֵ���Ƕ�ë��ֵ����ͨ������Ͳ��ɴҪ�͵Ķ࣬����������ë��ֵ���ȵ����ӣ���Ħ��Ͳ��ɴë��ֵ���Ա���ͨ������Ͳ��ɴë��ֵ���͵ķ��������������ϣ�ͼ���еĶ�ë��1mm��9mm����Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ��1��3�����г�ë��4mm ��6mm����Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ��3��15������ë��7mm��9mm����Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ��3��25������˿�Ħ�Ķ��г���άë��ļ����Ǽ�Ϊ���Եġ�
4����������ͨ������Ͳ��ɴ���ǿ�Ħ��Ͳ��ɴ��ë��ֵ��1��9mm�ڴ���ȵĵݼ������������ڷ�ɴ���������ж���ά�нϳ���ëͷëβ�������в��ۼ��Ľ����������ɴ�����Ľ��ͣ���ͨ������Ͳ��ɴ����Ħ��Ͳ��ɴ��ë���1��9mm���ڽ��ͣ�����4mm���ϵ�ë��ֵ����������Ϊ���ԣ���������������ɴ�����Ľ��ͣ���λ���������ά�������٣�ͬʱ����ά�ĺ���Ҳ�ڼ��٣�ëͷëβ�����β����Ľ����
������Ħ������ͨ������Ͳ������ָ����ԱȽϷ���

�������ݿɷ����ó�
1�����۸�����ɴ���ǵ�����ɴ����������Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ����CV��ֵ����ƫ�ͣ�ǿ��������ߣ��쳤���������ӣ�ǿ��CV��ֵ���쳤��CV��ֵ�����½���������Ϊ��Ħ��ɴ����άͷβ���ۼ��϶࣬���������٣���ɴǿ�������Լ��ٵ�Ե���������ġ�
2��JCl8.2tex��JC11.6tex����ɴ��ϸ�ڣ��ֽڣ��ῨĦ��Ͳ��ɴͬ��ͨ������Ͳ��ɴ����Ϊ���ٻ���ٲ���������JC5.8tex��ɴ��Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ��ϸ�ڣ��ֽڣ������Լ��٣�������ΪJCl8.2tex��JC11.6tex��ɴ��λ��������ά�����϶࣬���ζ���ά��Ȼ���ۼ�������������ɴ�ڷ�ɴ���̵�ǿ������Ӱ�첻������JCl8.2tex��JC11.6tex��ɴ��Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ�ĸĽ�����JC5.8tex��ɴ��λ��������ά�����٣�������άͷβ�ϳ�������Ħɴ�Ĺ����б�ǿ�����������ۼ���ﵽ�˸���ǿ����������Ч��������JC5.8tex��ɴ��ϸ�ڡ��ֽڡ������Լ��١�
3�����ŷ�ɴ���������Խ��ͣ���Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴ����Ϊϸ�ڣ��ֽڣ����ڴ���ȵĸ��ƣ����Ҹ���Ч����Ϊ���ԣ���ǿ�����Ƶ�Ч�����½����ƣ�ǿ��CV��ֵ���쳤�ʣ��쳤��CV��������CV��ֵ�ĸ����Ǽ�Ϊ���Եġ�
������Ħ��Ͳ��ɴ����ͨ������Ͳ��ɴʮ����ɴ�ò��ԱȽϷ���

�����������ݷ���˵����
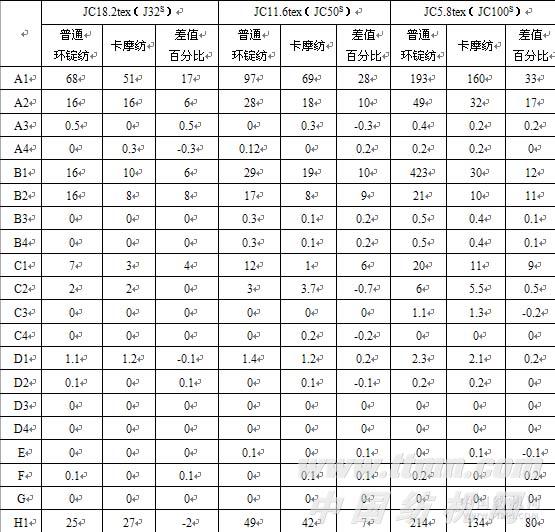
1����Ħ��Ͳ��ɴͬ��ͨ������Ͳ��ɴ�Ƚϣ�A1��A2��B1��B2��C1��Сɴ�ã���Ħ��Ͳ��ɴ����ͨ����ɴ���Լ��٣�ͬʱH1��H2��I1��I2��ϸ�ڿ�Ħ��ɴҲ����ͨ����ɴ���Ը��ƣ��������ڶ���ά������ɴ�����˶��������������ȷֲ�������ά��������ά��ɢ�����͵Ľ����
2��������ɴ�����Ľ��ͣ���Ħ��Ͳ��ɴͬ��ͨ����ɴ�Ƚϣ�A1��A2��B1��B2��C1��H1��H2��I1��I2�õ���������Խ��Խ���ԣ���������������ɴ�����Ľ��ͣ���λ���������ά�������٣�������άͷ���ۼ��Ļ��ʼ��٣���������ǿ�����Ļ��ʱ�С������ġ�
3����������ż����ɴ�ã�A3��A4��B3��B4��C3��CA��D3��D4��E��F��G��Ħ��Ͳ��ɴͬ��ͨ����ɴ��������������Ϊż����ɴ��A3��A4��B3��B4��C3��C4��D3��D4��E��F��G�������������������������������ģ�������Ľṹԭ���ء�
4����ͨ������Ͳ��ɴͬ��Ħ��Ͳ��ɴ����Ч�ʺ������ɱ��ȽϷ�����
�������������
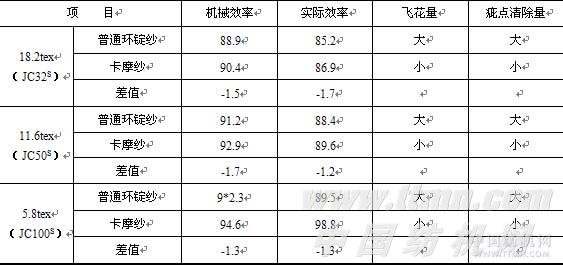
1�������ǻ�еЧ�ʻ���ʵ��Ч�ʣ�ͬ������ɴ��Ƚϣ���Ħɴ�Ȼ���ɴЧ����ߣ��������ڿ�Ħɴë����٣��ɻ����ٶ������ļ��дõ��ٵĽ����
2��������ʵ�ʹ����й۲�ͼ���������ʾ����Ħɴ�뻷��ɴ�ļӹ������бȽϣ���Ħɴ�ɻ����Լ��٣������еķɻ���õ���١�
3�������ǿ�Ħɴ������ͨ����ɴ����ʵ��֤������Ͳ����Ч������ɴ������������ģ����ٶ���߽ϴ�ʱ����Ħɴ����ͨ����ɴ����ɴ������������Ч�ʾ��½������д��������ӡ���˱��������ɴ��ɴ��������ɴ֧������Ͳ�ӹ�������ѡ����ѵ���Ͳ���ٶȺ���Ͳ��������ɴ��������֤�����Ч�ʣ�������Ͳ���������ɱ���
�ġ�����
1����ĦɴͲ��ɴͬ��ͨ������Ͳ��ɴ��Ƚϣ���ĦͲ��ɴ�ĸ���ë��ֵ������ͨ������Ͳ��ɴ�٣��������г�ë����ٵķ��ȼ�Ϊ���ԣ���������Ͳ�ӹ������У���Ħɴ��ɴ����Ͳ�ӹ���ë�����ӵİٷֱȱ���ͨ����ɴ����Ͳ�ӹ������ӵİٷֱ�Ҫ�ߵĶࡣ
2����Ħ��Ͳ��ɴͬ��ͨ������Ͳ��ɴ�Ƚϣ���Ħɴ����CV��ֵ���Ը��ƣ�ǿ��������ߣ��쳤����������ǿ��CV��ֵ���쳤CV��ֵ���Խ��ͣ�����ϸ�ڡ��ֽڡ���ĸ���ֻ�е�ɴ֧���ߵ�һ���̶Ⱥ�ż�Ϊ���ԡ�
3����Ħ��Ͳ��ɴͬ��ͨ������Ͳ��ɴ�Ƚϣ�ϸСɴ��A1��A2��B1��B2��C1��ϸ��ɴ��H1��H2��I1��I2����Ħɴ���ƽ�Ϊ���ԣ�����A3��A4��B3��B4��C3��C4��D2��D3��D4��E��F��G��ɴ�ã���Ħɴ����Щɴ������Ч����
4����Ħ��Ͳ��ɴͬ��ͨ��Ͳ��ɴ�Ƚϣ��ӹ������п�Ħɴ�ɻ������Խ��ͣ����дõ����������Ƿɻ��õ����Լ��٣����Կ�Ħɴ����Ͳ���ļӹ������л�еЧ�ʺ�ʵ��Ч�ʾ�����ͨ������Ͳ��ɴ�ߣ������ɱ���Ե͡�












