��Դ�ͳ������ɴ��ȱ�ݣ����ܷ�ɴ�������ڻ�����ɴ�����Ļ����ϼ�װһ����װ�� �������ӶԴ�ǰ����ǯ�ڵ�������ķ�ɴ��������ά �Ŀ��ƣ������˷�ɴ������������ë��ʹɴ�߹⻬,�������������Ľ� ��ɴ��һ�����ͷ�ɴ������ YFJM�ͽ��ܷ�װ�õ��з���Ϊ��֯��ҵ�ṩ��һ�ֳɱ��͡�Ͷ�ʷ���С�����ɴ��Ʒ�ʡ�ɴ�����ܴﵽ����һ��ˮƽ�Ĺ������豸���켼���� YFJM�ͽ��ܷ�ɴװ��������Ȧ�� �����ƤȦ�ͺʹ��������֡�
�� �� �� װ �� �� �� ��
1������ɴ�뻷��ɴ�Ƚ�����������ߣ�ë�����Լ��٣�������3mm���ϵ�ë�������٣���ɴǿ�����쳤�ʴ����ߣ�����ĥ�����ܷ�ɴ������ͨ����ɴ��Ƚϣ����ܷĵ�ɴǿ�����쳤�ʶ������ߣ�ϸɴǿ������� 5��--��0����

��ͳ�����ķ�ɴ������
2�����ܻ���ɴ������CV %��ɴ�þ�����ͨ����ɴ�ã�
������Ͳ���پ��Ƽӹ����ŵ�����ԣ���Ϊ���ܻ���ɴ��
Ħ�����ܺá�
3�����ܻ���ɴ����ͨ����ɴ�����ɶ�Լ��1��3��ɴ��
�����Ե����֯��ߵ�֯���ԭɴ��
4�����ܻ���ɴ��ɴʱ���������˷�ɴ����������ɴʱ
���ٲ����ɻ���ʹ�������ɻ�����Լ85����������������
����
5�����ܻ���ɴ��ɴʱϸɴ��ͷ�ʱ���ͨ����ɴ����
30����60����

��������������ʧ��
6����ǿ����ߣ����ʵ�����ɴ�����ȣ����ɴ�߲�
���������õ�ɴ���洫ͳ��˫���ߣ�����ͨɴ���澫��ɴ��
���������Ч�ʡ�
7������ɴë����;��άƽ�����кã����нϺõ�Ⱦɫ
�ԣ�ӡ��ͼ���������������ڿɽ���ɴ�����ȣ�֯���ָ���
���������Ժã����Ÿ�Ϊ���ʣ������֯��Ʒ�ʡ�
8������ɴ��Ʒ����ߣ�ͬɴ֧�Ľ��ܷ�ɴ���ۼۿɱ�
������ɴ�߸߳�20����30�����ɻ����ٿɽ���ԭ�����ĺ���
���ɱ�������˾���Ч�档

��ͳ�����ĵķ�ɴ

�� �� �� ɴ
Ӧ �� �� Χ
YFJM�ͽ��ܷ�ɴװ�������ڹ�����FA502��503��504��506��507�Ȼ���ϸɴ���ĸ��졣
һ�� YFJM �� �� ����Ȧ��
���ڻ���ϸɴ��ǰ�������ڴ���װ���θ�ѹ���ܡ�����Ȧ����������Ƥ���������ɵļ���ϵͳ(��
ͼ3)����ѹ���������ͨ�����θ�ѹ���ܵ�б���������ۼ����ڹ��������Ȧ��������ά���ϡ������Ƥ��
����ת�����ٶ��Դ���ǰ����������ٶ�,ʹ�����������۹����в���һ��������,����������ά��ֱ����
��,ͬʱб����������������������������������һ���ǶȵĻ�ת���������Ч��������Ȧ�����Ƥ������,
���Ƥ��ͨ�����ų�����ǰ��Ƥ������,���Ƥ����ѹ����ҡ��������ǰƤ���ļ�ѹ���������
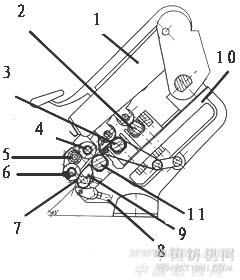
ͼ 3 YFJM �� �� ����Ȧ��
1--ҡ�� 2--ǣ������� 3--ǣ��������
4--ǣ��ǰ��Ƥ�� 5--�������� 6--������Ƥ��
7--����Ȧ 8--��ѹ���̶ܹ�֧�� 9--���θ�ѹ����
10--��������������� 11--ǣ��ǰ����
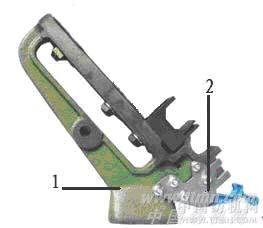
1--���������������
2--���θ�ѹ���̶ܹ�֧��

�� Ƥ �� �� ��
���θ�ѹ�������

����Ȧ
�� ѹ �� ��
���Ҷ�ֺ����Ͻ��ϿDz������Ͻ�ѹ��,������,���в���������ճ�������������ص㡣�����
��Ϊ���ֱ������,����Ƶ�͵����Ҷ��ת�ٿ�ͨ����Ƶ������,����Ӧ��ͬ����άƷ�֡�
������:
YFJM 1.3A ÿ������36��(����160--120m3/h,��ѹ
3000-- 5000Pa)
YFJM 1.2A ÿ������24��(����100--125m3/h,��ѹ
2550--4260Pa)
�����������������װ��,���㳵�价������Ҫ��

��ѹ���
YFJM �� �� ����Ȧ�� �� ��
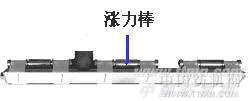
�ṹ��࣬ǰ��Ƥ���������Ƥ����Ƴɽ��յ�������ܷ���ش�ҡ�ܵ�ǰצ�ϲ�װ����ѹ��������
��б��ɴ���������ǰ����ǯ��ֱ�����ǯ�ڣ����ڼ�����������ǣ�졣












