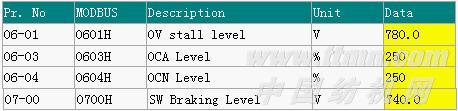
ժ Ҫ��������Ҫ����̨��VE��Ƶ�������ؼӹ������ϵ�ʹ�������
�ؼ��ʣ����ؼӹ����� ��λ VE��Ƶ�� ̨�� �������
1 ����
�������ػ������ִ�����ҵ�Ĺؼ�װ����һ���������ػ����IJ����ͼ���ˮƽ��ij�̶ֳ��Ͼʹ���������ҵ�����ҵˮƽ�;��������ҹ����ػ����ļ���ˮƽ�����ܺ�����������Ʒ�Ƚϻ��кܴ��ࡣ�����ܼӹ����ĺ��ܲ���������������ڡ��ӹ����������ؼ����ļ������֣��г���Ծ��������ʢ����Ϊ��ǰ��δ�����ػ����г������ǰ�ء�
�����ӹ������DZ��е��Ⲣ���Զ��������ߣ��Թ������ж��ӹ������ֿ��ƻ�����������һ��װ�к����ֿ���ϵͳ�ܿ��ƻ�������ͬ�����Զ�ѡ��������ߣ��Զ��ı��������ת�١��������͵�����Թ������˶��켣�������������ܣ�������ɹ����������϶��ļӹ����ӹ��������ڹ���ļ��к��Զ������������˹�����װ�С������ͻ���������ʱ�䣬ʹ����������ʱ��ﵽ��������ʱ���8O������(��ͨ������Ϊ15��20��)��ͬʱҲ�����˹���֮��Ĺ�����ת�����˺ʹ��ʱ�䣬�������������ڣ��������Եľ���Ч�档�ӹ����������������״�Ƚϸ��ӡ�����Ҫ��ϸߡ���Ʒ����Ƶ������С���������� ��һ̨�ӹ�������1958������������-���˹�˾�������Ƴɹ��ġ�����������ʽ��ϳ���Ļ������������Զ�����װ�ã��Ӷ�ʵ���˹���һ��װ�кɽ���ϳ����������������������˿�ȶ��ֹ���ļ��мӹ�����ʮ����70����������ӹ����ĵõ�Ѹ�ٷ�չ�������˿ɻ�������ӹ����ģ������ж�������Զ�������װ�е��ߵĶ��������䣬�ܶԹ���ͬʱ���ж�ӹ������ֶ���мӹ�����ʽҲ��չ���������������ػ��������糵�����ģ����������س��������ö���Զ�����װ�ã��ܿ����������ϵ����꣬�������⣬�������ͣת��ֶȣ����ɵ�����ת����ϳ�����������¿�˿�ȹ������ڼӹ����ӵ���ת��������ӹ����İ�����IJ��÷�ʽ��Ϊ��ʽ����ʽ���ࡣ��ʽ�ӹ�����һ����зֶ�ת̨������ת̨���ɼӹ������ĸ������棻Ҳ�����������������˶����Ա�ӹ����ӵĿռ����档��ʽ�ӹ�����һ�㲻��ת̨����������ӹ������⣬���д���������������ĸ���ʽ�ӹ����ģ��������ܵ������������������Կɵ�ʽ�ӹ����ģ������ܶԹ������������ļӹ����ӹ����ĵ��Զ�����װ���ɴ�ŵ��ߵĵ���ͻ���������ɡ���������ܶ࣬����������ʽ����ʽ���ࡣ��ʽ�����ŵ��ߵ������ϴ��������ڻ��������뵶��֮�佻�����ߣ�������Ϊ��е�֣�Ҳ�в�����е�ֶ�������ֱ���뵶�⽻�����ߵģ����ޱ�ʽ����װ�á�Ϊ�˽�һ�����̷�����ʱ�䣬�еļӹ��������������Զ������������а塣һ��װ�Ź����ڹ���̨�ϼӹ�����һ�����ڹ���̨��װж������������ɼӹ�ѭ�����Զ������а壬ʹװж�����������ӹ���ʱ�����غϡ�
2 ���ػ�����������
������������ϵͳ�����ػ����Ĵ���ִ�л������书���ǽ�������ϵͳ(CNC)��S���ٶ�ָ�M�븨������ָ�����������������ӹ����������������ʹ�ý�����Ƶ�����ŷ�2�ֿ��Ʒ�ʽ��һ��Ľ�����Ƶ�����ܹ������ٵ�����ͣ����Ҫ����װ������λ�ô����������CNCϵͳPMC (ָ����ϵͳ����PLC)�������������ͣ�ٶȿ��ƺͶ�λֹͣ�������ŷ����᱾��������ͣ���ܣ������������PLC�źſ�ֱ��������CNCϵͳ��PMC����ϼ�ݵ�PMC���������ͣ��λ���ƣ��Һ��ߵĿ��ƾ���ԶԶ����ǰ�ߣ�����Ŀǰ������ӹ����ĵ���������ϵͳ��ȡ�����ŷ����ᡣ�ο������ŷ�����Ĺ��ܣ�̨�﹫˾��������һ���Ľ�����Ƶ����������VE��Ƶ�������˹��ܺ�������ȫ�ܹ��ͽ����ŷ����������һ�����ͨ����ǿ�Լ��۸��ϵ����ƣ�ͨ����β�����ÿͻ����Ͽ���ϲ����
3 ̨��VE��Ƶ��������ϵͳ
3.1 ϵͳ���Ҫ��
��1��VEϵ�б�Ƶ�����ܺ����ܵ��������ԡ���Ŀ�ͻ�Ϊ���ؼӹ�����֪����ҵ����Ͽͻ���Ҫ���Լ��ӹ����ĵ����ԣ�̨��ר��Ϊ���ؼӹ����Ŀ����ĸ����ܱ�Ƶ��----VEϵ�б�Ƶ�����ܺ������Ƿdz��ʺ�ʹ�������ؼӹ������ϵģ�
•ͨ���ⲿI/O���ܹ�ʵ�ֿ��ٵ��㶨λ����ר�Ų���������λʱ�����������Լ���λʱ�䣬��Ϊʵ�ַ��㣻
•ͨ��ר�ò��������ﵽ���ټӼ��ٵ�ʵ�֣�
•ȫ�µ�PDFF���ƣ�ʹ����ĵ������Ӽ��㣬�������գ�
•����ģ�����źź������źţ�����λ����֧�ָ���ȫ�档
��2�����Լӹ��������ã�
•����ϵͳ��̨���´�����ϵͳSYNTEC 9401��
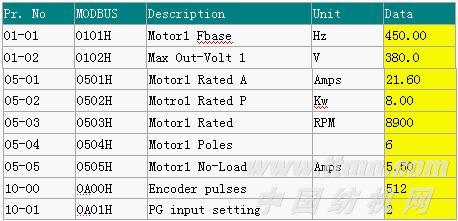
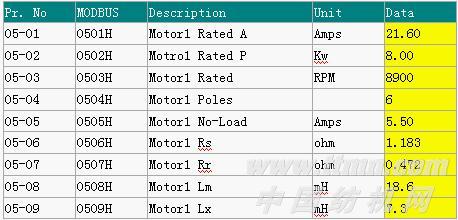
•�����������������8kw/���Ƶ��600hz-12000rpm/6P/380V/450hz/25A��������+5V/GND/+A/-A/+B/-B/+Z/-Z/512ppr��
•��Ƶ�����075V43A-2+EMV-PG01L�������汾9.98���棬�ƶ�����1500W/75ohm��
3.2 �����Ƶϵͳ���
��1����Ƶ��������ƣ��μ�ͼ1��
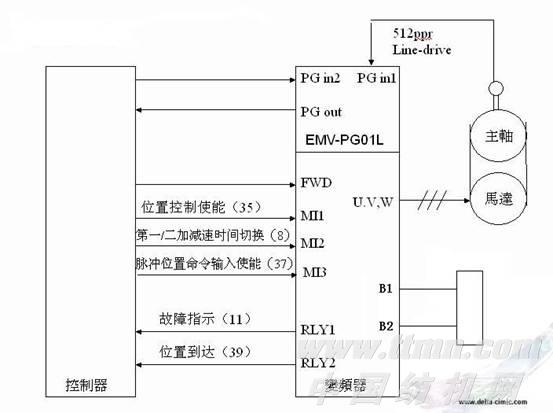
����������������������������������ͼ1 ��Ƶ������ͼ
3.3 ��Ƶ��������Ʋ���
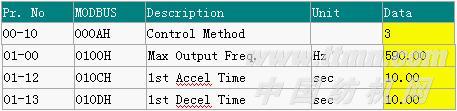
��1��������������õ���Ƶ�����������̬��������Ҫ�뽫VEϵ�б�Ƶ���ĸ����ܷ��ӳ�����ȷ�ĵ�������ǻ��������Ƚ������������뵽��Ƶ�����λ�ã�
��������ʹ�����ϲ�����VF�������У�����������±����۲����ϵ���������ԡ�
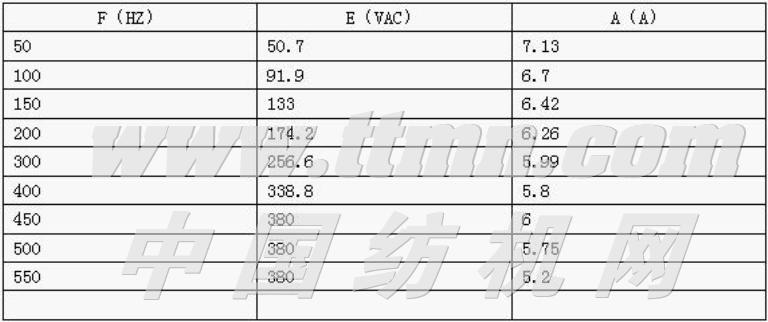
��2�����һ����Ȥ�Ĺ������⡣�����������У�����ת��05-03�ǵ����������û���ṩ��ѯ�ʵ������Ҳ���Ǻ��������������£����ڵ����������������ͨ��VF���ƣ�����Ƶ�����е�450hz���۲��Ƶ�����ṩ��r״̬�����ʵ��ת��Ϊ8900rpm���ң�������������뵽05-03����������25A��075V43A-2��Ƶ�������ֻ��18A������ֻ�ܽ��綯������������ܵĵ�����������Ϊ21.6A������05-01������
������5-00=1��Ȼ����塱RUN������̬������

������������Ϊ
11-01������ϵ�������������ѡ��������ò�������PG�ջ����ƻ�������⡣11-01�����Ƿ���ȷ����ͨ���ڱ�Ƶ�����r״̬�Ĺ۲죬r�������ֵ���ʾ����������ȷ������Ǹ�ֵ���ʾ���������෴��
��3�������Ʒ�ʽ��Ϊfoc+pg�����ҵ���������Ƶ���Լ��Ӽ���ʱ��
ʹ��������С����Ƚ�F=550�����к��ֲ����������̻���ֹͣ���̣������Ƶ�ʵ���450HZ����ʱ�Ͳ����ռӼ���ʱ�����仯���仯�dz���������������������ʱ������ͨ����������11-05��M1IdsRef Limit�����������11-05�ӳ���ֵ90��Ϊ110��Ӽ��ٹ���������
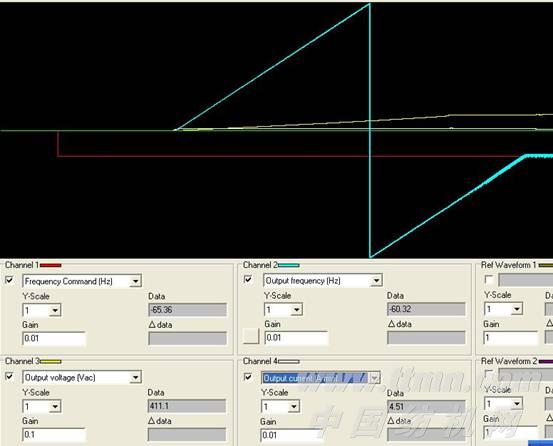
����������������������������������ͼ2��F=590��11-05=180����������
��4�������������Լ�ASR�Զ�������������11-00=2��F=200HZ��01-12=01-13=1������ת���ù�������Ϊ49��֮��11-01=1���۲������ԣ�������Ӧ�������ġ�

��5���ⲿI/O���ܵ����ã�
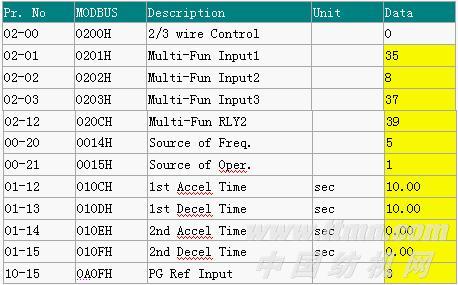
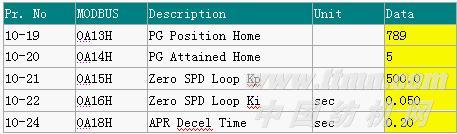
�����μ�ͼ1��MI1Ϊ���㶨λ��MI2Ϊ��һ/�ڶ��Ӽ���ʱ���л���MI3Ϊ����λ����������ʹ�������㶨λʱ��FWD/MI1�պϣ���Ƶ������λ�����������²����Զ�λ�������̶��Լ���λʱֹͣλ���й�ϵ������λ��ʱ���Խ�����ֹͣ����Ҫ��λ��λ�ò��ҹ۲�����ϵ�G״ֵ̬��ȷ��λ����ȷ�۲쵽��Gֵ���뵽10-19�У���λ���̵������̶�ͨ������10-21/10-22���ı䣬10-21Խ��10-22ԽС����ӳԽ�죬��λ����Խ�̣�10-21ԽС��10-22Խ��ӳԽ������λ����ҲԽ����
����Ŀǰ��������ṩ����ģʽ���ٶ�ģʽ�Լ�λ��ģʽ�����������ٶ�ģʽ�£�ֻ��Ҫ��Ƶ����Դ�ź�����Ϊ������������Ұ�����λ���ṩ�������ź����ø�����ʽ�������Ƶ����Ҫ����������λ������ģʽ�������ٶ�ģʽ�µIJ�����Ҫ�����⣬����Ҫ����ⲿ�����ź�FWD/MI1/MI2/MI3�ıպϡ�
3.4 VEϵ�б�Ƶ�������������
����VEϵ�б�Ƶ��֧�������������뷽ʽ��1.A/B���������룻2.����+�������롣������ϵͳ�ṩ����+����������ʽ�����Կ���ѡ����ͼ3�е�3�ֻ��ߵ�4�ַ�ʽ��Ȼ���ٸ��ݷ��������������ȷ��ѡ��
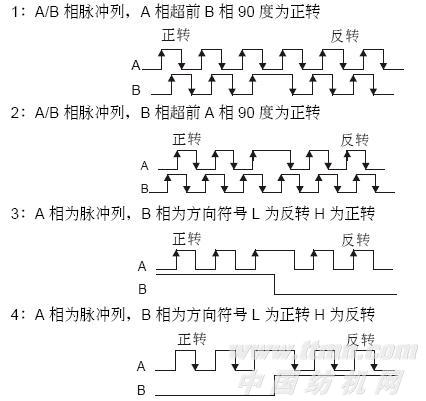
����������������������������������ͼ3 ���ܵ��������뷽ʽ
����ʹ���������ʱ��������������Ҳ�Ƿdz���Ҫ�ģ�1.10-17PG���ӳ���A��2.10-18PG���ӳ���B������㹫ʽΪת��=����Ƶ��/�������ĵ�����10-00��*���ӳ���A/���ӳ���B��
3.5�Ӽ�������
�Ӽ������ԵIJ��ԣ����Ƚ������������ʵ�������
������0���ٵ�590hz�ļ��ٹ�����ʵ�����ʱ��Ϊ1.4s��������������Ϊ19.3A��ͼ�βμ�ͼ4��
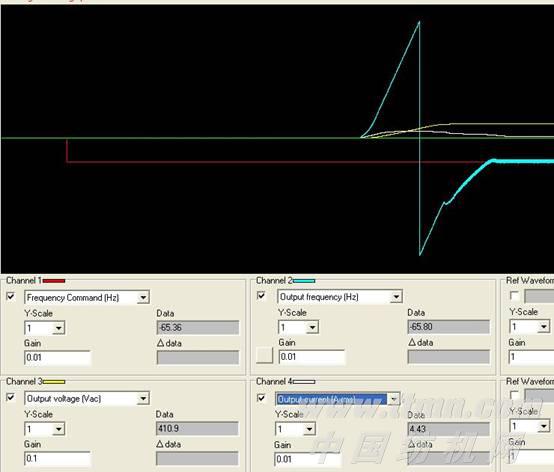
��������������������������












