�ܺ��飨���Ϲ���ѧԺ��
����άǿ�Ƚϸߡ����Ժã���֯����кܺõ���ĥ�ԡ������ԡ���ʪ��ʪ�Ժ����ԣ��Ƴɵ����ﴩ����ˬ���ʣ�ͬʱ����ά����������Ⱦɫ���ܺ���Ȼ�Ŀ���Ч������Щ����ʹ����ά�����ƷԽ��Խ�ܵ����ǵ�ϲ�����ע�����ҹ�������ά�����Ʒ���о���ֻ�Ǹո�������������������д���һ���о���̽�֡�
1����ά������ṹ����
1��1 �� ��
����άȡ������Ȼ�����ӣ���������ά�ļӹ�������ͬ�����ڽ����Ϊ��ԭ������ά���롰��������ά����ԭ������ά�ǽ�����12��18���µĴ����ë��������Ȼ�е���������������ѽ�ֱ�Ӵ���������ȡ����ά����������ѩ����ҵ����˾���ô���Ȼֲ��Ľ���Һ����������ȡ����ԭ����ά�������ֱͦ��ˬ��ϸ�Ⱦ��ȡ��Ĵ���ó��˾Ҳ��������ԭ������ά��
��������ά���Ʊ������ϲ���ճ���������գ����ҹ������˱Ƚ��ȶ��������ߣ���ӱ����ġ�������ά�����Ϻ����˽����ܳ��Ĵ�������άճ��˿����ɽ��Ϋ�������ġ�������ά������һ����������ģ���г�����Ҫ��1��67 dtex��38 mm��1��33 dtex��38 mm��2��22 dtex��51 mm��2��78 dtex��51 mm����������άƷ�ֹ�Ӧ��
1��2��ѧ�ṹ������
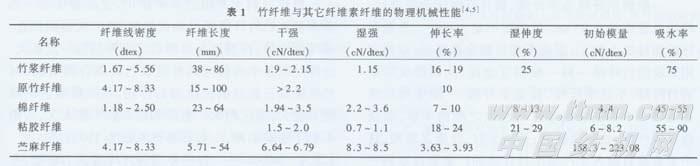
����ά�Ļ�ѧ�ɷ���Ҫ����ά�ء�����ά�غ�ľ�أ�����лҷֵ��������ʡ����������ĵ���ͬ����ά�صĺ�����ͬ���ڸ��������У��Դ�����ά�غ�����ߣ�������ά����ά�����Ե���������ά������άֻ�г����ṹ��û�д����ṹ�������ԭ������ά��ϸ�Ⱥͳ��������ӵ�Ʒ�ֺͼӹ����ղ�ͬ����ͬ������ά���ܼ���1��
1��2��1����ʪ����2 000���羵�¼�⣬����ά������ǰ����εģ�����ά���ȷ�������������СС�Ŀ�϶���ʸ߶��пգ�������˲�����մ�����ˮ�ֺ������������壬ëϸ��ЧӦ�dz�ǿ������������ά������ʪ������������Ȼ��ά����õģ�Ҳ��ר�ҳ�����άΪ�������������ά�����¶�Ϊ36�桢���ʪ��Ϊ100���£�����ά�Ļس��ʳ���45�����Ҵ�8��75����45������6 h������ά���Ա���ǿ3��5����˵������ά��������ά���и��ŵ���ʪ������ܡ�
1��2��2�������뿹����� ���������ڳ�ɽ����Ĵ���Ȼ�У������ܵ���Ⱦ���������������ֲ��ø��¼������մ���������������ά�Ŀ�����û���ƻ�������ά�к�����Ȼ�Ŀ������ʣ��ձ��о���Ա��ʵ��֤ʵ�������й㷺�Ŀ����﹦�ܣ�������ά�Ƴɵķ�֯Ʒ24 h�����ʿ��Դﵽ71��������ά�е�Ҷ���غ�Ҷ����ͭ�ƶ����нϺõij������á�����ά֯��������ߵķ����ʱ���֯���֯��ͣ�Ҳ����ζ�ž��и�ǿ���������������ã��ر�����C����������ά��������Ҷ����ͭ���ǰ�ȫ�����������������ռ����������߹��ܱ���ǿ20����
2����ά��ɴ���ܷ���
2��1��������ά��ɴ����
��������ά��ɴ���Բ���ճ����ά��ɴ���ս��С��ڻ��ʱҪע����ά֮������ܲ��죬��ԭ�ϻ��ʱҲҪ���в�ʪ�����������Ŀ����������Ϻ���ϻ��س��ʿ�����10�����ң��������Ե�����ά֮�䡢��ά�����֮���Ħ��ϵ�����������磬������ά�ļ����ԡ�ԭ�ϻ�Ϻ�Ҫ���һ����ʱ��ɼӹ���������ʱҪ�ʵ��Ӵ���ڸ��࣬�����������ͱ���������ά���ٶ��ʵ�������������꣬���١��������IJ������ڲ��ֹ�����������ά�������������ϲ�����˲��ý�С�����ȿڿ�ʹ�������ܡ���࣬��ͷ�١���ɴ��ϵ��Ӧ��������5����10���������á�����ࡢ�ؼ�ѹ��С�������Ĺ���ԭ��ϸɴ����Ҫ����ѡ�ö����ٶȡ������˿Ȧ�ͺţ�����ë���������ˮƽ�ͳ�ɴ������
2��2ԭ������ά��ɴ
����ѩ�ɹ�˾��ԭ������ά�������ɴϵͳ�������豸�Ͻ��з�ɴ���飬��ȡ���˽Ϻõ�Ч�������Ĵ�������֯���Էĵ�Ч�����Ǻ����룬����ܸ�ԭ������ά�������кܴ�Ĺ�ϵ������ѩ�ɹ�˾ʹ�õ�����ά���ѵ��˻�����������֯�����õ�����ά������������ά���ȴ��ֶ̣��ɴ˿ɼ�������ά���Ʊ�����������ԭ����ά���������ɴ���ܡ�
һ���֯��άΪ����ά��������ά��ȫ�ѽ�����ά���ܶ�ԼO��05 tex���ҳ��Ȳ���5 mm�������ڻ�����ɴ���ϼӹ�����˲��ܽ���ȫ�����꣬�Ա������ེʹ����άһ��һ������ӣ��Ӷ��γ���Ҫ������ά(���ǵ���ά����������ά)��ԭ������ά�ӹ������д��������ܶ��볤��֮���ì�ܣ�Ҫ���ϸ����ά�������ֽ϶̣����ȴ�ʱ����ά�ֽϴ֣����ì����Ŀǰ������ԭ������ά�ij���Ҫ���˵�һ�����⣬δ��ȫ�ѽ�������ά�������ܶ���20��50tex��ѩ�ɹ�˾������ԭ������ά���ܶȴ�0��5tex�����ȴ�70 mm���ϣ���άǿ���ӽ������3��4���ﵽ��ӽ�����ά��ˮƽ��Ϊ�ˣ�ѩ�ɹ�˾��������ר����
2��2��1 Ԥ���� ����ά��ˮһ���13���������ڼӹ�ǰҪ��ԭ����ά���к�ɣ�ʹ֮�ﵽǿ����ߵ������Բ������м���������ȥ����˿��Ӳ˿��ʹ���ܶ����ӵ�1��25 tex������Ǹ��ͣ�������ά�������ȡ�������������ǿ�ȡ�
2��2��2 ������ʪ�� ��Ϊ����ά��ǿ���뺬ˮ�ɷ��ȣ��廨������ʪ�ȱ���ͣ�һ�������50�����£����˲���ʪ�ȱ���Ӵ�����75����85��֮�䣬����ҪĿ������ͨ�����ֵ�ǣ��ʹ����ά����������Ϊ����ά����������ά��ֻ�ϣ�����ϸɴ����Ҫ���ݻ����ά�ı���������������ģ����ı����ߣ���ʪ������Ҫƫ���廨45����50��������40����45��������75����85����ϸɴ65����75������Ͳ60����70��������ά������ʱ����2����άʪǿ��Ӧ�෴����ò�ȡ���ӻ�ϵķ������������������ά���Ƴ��ʺͽ��й��տ��ơ�
2��2��3 ǰ�Ĺ��� ��������ά���ô����ë��ͨ��һϵ�л��ӹ����ɣ����Ӳ����࣬������ά�ڼӹ������У�������Բ����ķ��������������廨���յĹؼ��ǻ�ϡ���ˣ��廨����Ӧ�Ὺ�ɡ�������䡢���ȳɾ������������ı��δ���Ҫ�ij�������֣������ٶ��ʵ����ͣ��������ʵ����ӡ������Ƿ�����ά�Ĺؼ�������������ά�ϡ���ǿ�͡����ܶȸߣ���������ά��ϸ�����̫���ѽ�ϣ���������ά����أ��ڸ������������ʱ��϶̣��ױ�С©���ڵ�ס��Ϊ����Ӷ���������ά������ɴ�еĺ������������ռ�Ҫ���ᣬ��Ҫ���ٶ���ά�����ˣ���Ҫ��Ӳ˿����˿���ֲ��ܶ��䣬��Ҫ��ֻ�ϡ��ʵ��ؽ��������������ٶȣ���ѡ���������࣬�ʵ�̧�߸��ް壬��С������ά�����ˡ����⣬�����ڳ���ʱ��װһ�������壬�����ڳ���������
Ҫ������ò��ֵ�ǣ�����ã�ʹ�������һ����δ��ֱ������ά�����鳤��ϸ����һ�εõ���ֱ�����õ�ǣ�죬�ر���ͷ���ĺ���ǣ�챶��һ��Ҫ�������������е�ǰ�乳��ά������ά����������������ά�����鳤��ϸ�����á�������ǰ���ĸ���ܴ����Դ�ɴ����ϵ������̫��������ϸɴǣ�죬һ��ѡ����ϵ��Ϊ110���ҡ�
2��2��4ϸɴ��������ʹ�õ�����άǿ���ϵͣ���ϸɴ��ȡ���ٶȡ�С���졢���˿Ȧ�����ٶ�ͷ��ʹ����ά�����豸����˳����ɴ������ά�����ʱ����ά���ܶ����̫�࣬��ά֮��ı�����������Ȳ���������ɴǿ�������ϸɴ����������������ϵ��Ҫƫ��һ��Ϊ��ͬ���ܶ���ɴ��1��1�����ҡ�������ά��ɴʱ��ϵ����ȡ��ͬ���ܶ���ɴ��1��1��1��3��������ǣ��Ҫƫ�����գ�һ��Ϊ1��5���ҡ�����ά����������ά���۴��Ļ��ǻ��ʱ��ѹҪ��
3����ά֯����ӡȾ�ӹ�Ҫ��
3��1 ������
����άɴ���������������ײ������Ա��Σ�ɴ�ߵ���ǿ���½�����ͷ���ӣ���ɴ��Ͳ��������Ȧ����ɴ����˸�������������С����ɴ�������˹�����Ϊɴ�߶���ǿ�ȵ�15��-20��Ϊ�ˣ�Ͳ���γ������������ܶȿ�����0��34 g��cm3����ɴ�������ϸ�ڡ��ɻ�����Ϊ�ص㣬������ɺ�������ͷ���ӣ�������ʪ��Ҫ��ߡ�����������ǿ�����������ơ����������ȣ���������뱣��ƽ�������ٶȲ��˹��ߣ����䱣��һ����ʪ�ȣ������ܶ�0��45 g��cm3���ҡ�
����ά���ӽṹ�����ʮ�����ƣ���˽���Ӧѡ�õ��ۻ���Ե���Ϊ���壬�ʵ�����һЩ��Ĥ�ԡ���ĥ�Լ�ճ���Ժõĺϳɽ��ϼ���Ҫ������������ɴ�����˲�����������С�쳤�����ѹ���ر�����������ѹ�Ĺ���ԭ�����쳤�������Ͻ���������ά�Ͻ���һ��Ҫ�㣬��ɴʪ���쳤Ӧ���������1�����£����쳤1��5�����£�Ϊ�˱�֤֯�����Ӳ�ȣ��������������ʵ��Ŵ�����ά�Ͻ��ʲ��˹��ߣ�����ע���Ͻ��ľ����ԣ�������ά��ʪ����������ͣ������ٶȿ죬�����������˲������ѹ�ر����Ĵ�ʩ���Ͻ��ʱȴ���ͬ���Ʒ��1��2���ٷֵ㣬�����Ͻ��ʽϵͣ���ҺŨ�ȿ��ʵ���Щ��
3��2 ֯�칤��
����άɴ��֯�쳵����ʪ�Ⱥ����У����ʪ�Ƚϵ�ʱ��ɴ��ǿ���ã����Ժã���ĥ�Ժã�����С����ͷҲ�����ӣ�һ�㳵���¶ȿ�����28��30�����ң����ʪ����64����68��֮��Ϊ�ˡ����⣬����ά֯�������ײ����ߴã����ñߡ��߳Ŵõ�ȣ����Ҫ���ӱ߳��ճ�����
3��3 ӡȾ�ӹ�
����ά����ͨճ����ά��ȣ�����á���ʪ��ǿ��Ⱦɫ�Ժã������п����������ܣ��������Դ���ǿ���������ɫ��������ӡȾ�ӹ���Ҫע�⣬ǰ������ò�����ʽ�豸������������ά����ά��Ⱦ�Ͼ���Ⱦɫ��Ϊ�������ά֯����ָм��ߴ��ȶ��ԣ��ɽ���������������еԤ������ѧ������ԭ����ά��ӡȾ���Բ�������ά���С�
4����ά��Ʒ�ķ�չǰ��
������ԭ����ά������������ά�������ܶȡ����ȡ�ǿ�ȵ�������е���ܾ��������ɴ��Ҫ������ά�ȿɴ���Ҳ�ɻ�ģ����û����ġ�������












