ժ Ҫ��������Ҫ����̨���Ƶ���ڽ����߲�������ҵ��Ӧ�á�ͨ����Ƶ����ɺ��������Ƶĵ��Է�����
�ؼ��ʣ�̨���Ƶ�� �����߲� ���������� ����ʽ������˿��
1 ����
������˿���ǽ����߲ļӹ��е���Ҫ�豸�����ڽ�����ԭ�ļӹ��ɸ��ֹ���߲ġ���˿���ɷ��ߡ���˿��ˮ�䡢�������ߵȲ�����ɣ����е�������������Ҫ�ɷ��ߵ�������ߵ�������ߵ��ʵ�֣�������������Ч�ʶ�����ҵ����������Ҫ����˿���ɷ�Ϊ����ʽ������ʽ��ֱ��ʽ���֡��Ӳ�Ʒ�ն���˵����˿�����Է�Ϊ����������������С������������������˿���ڲ����Ʒ�ʽ�ͽṹ��˵�����Է�Ϊˮ��ʽ������ʽ��ֱ��ʽ����Ҫ�ļ��֡����ڲ�ͬҪ��ͬ���Ȳ�ͬ���IJ�Ʒ����ͬ�Ľ������࣬��ѡ��ͬ������˿��е������ͭ�����ĵĵ��ߵ���������ҵ��˫��Ƶ���Ƶ�ϸ����Ӧ�ñȽϹ㷺����Զ��ԣ���Ҫ��Ŀ�������Ҳ�ϵͣ������ڴָ�˿������ҵ����Ըֲ����ԣ��侫��Ҫ��������ȶ��ȸߣ����ʹ��ֱ��ʽ��˿���϶࣬��ͬ����˿��е���乤�����̻�����ͬ��
����:l ����˿�ķ����ٶȣ�����������˿��������˵�������û�й��߾���Ҫ�Բ���˫��Ƶ���Ƶ���˿��е����������������˿���ڵ�˿������ͨ��Բ�����졣�Դ���˿��е�����ߵĿ�����ͨ����Ƶ����������ʵ�ֵġ�
��˿:l ��˿��������˿����Ϊ��Ҫ�Ļ��ڡ���ͬ�������ϣ���ͬ�IJ�Ʒ���Ⱥ�Ҫ����˿�����кܴ�IJ�ͬ��˫��Ƶ������˿����˿��������߲��ֹ���һ̨���������˿ͨ���ڲ����ֵĵ���������ģ�߶������졣��ֱ��ʽ��˿������Ч�ʽϸߣ���ÿһ����˿������Ҫһ̨�����������������Ҳ��Ϊ���ӡ�
����:l �����ڵĹ����ٶȾ�����������˿��е������Ч�ʡ�
2����ʽ������˿���ṹ
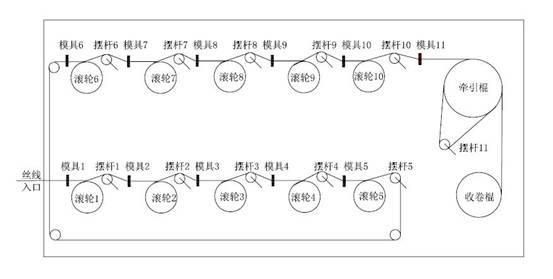
��������ʽ������˿����һ���������ν����߲ĵ�ֱ��ʽ������˿���������һ̨����̨������˿�������е���˿�����������в��ŷֲ�����ˮƽ��ʽͬʱ������һ�����д�ֱƽ��Ļ����ϣ������е�ģ��װ��Ҳ���ڻ����ϲ�ʹ֮��ˮƽ���һ���нǣ���Ʒ����ռ���١�����������Ͷ������ʼ�ʵ��������������������
����������ij��˾�����IJ���ʽ��˿��Ϊ��ư���������ʽ������˿����ƽ�����г�2-4�е�ֱ��ʽ������˿�����䴫��������ȴ��������ֱ��ֱ��ʽ��˿����ͬ���������ͼʾ��ͼ1��ʾ��

����������������������������������������ͼ1 ����ʽ��˿��
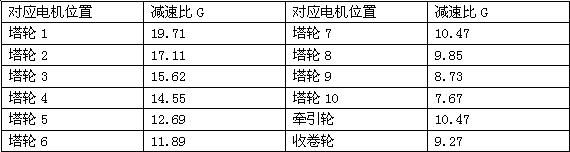
��������������10�����֣�1��ǣ���֣�1���վ��֣�11��ģ�ߣ��Լ�11���ڸˣ�������ֱ��2.4mm����С����ֱ��0.3mm��������ٶ�2.5m/s������ֱ����Ϊ250mm��ǣ����ֱ��Ϊ360mm���վ�����Сֱ��Ϊ280mm��ԭ���߲�ͨ��11��ģ�ߵ�11�����죬�����Ҫ�߾��ij�Ʒ�߲ġ�ÿ��������1̨������ƣ�ǣ���ֺ��վ���Ҳ�ֱ���1̨������ơ�ÿ̨�������ðڸ�һ������Ϊ����������ʱʹ�á�ÿ̨�����ͨ�����ٻ����е���ӣ����ٱ����±�1��ʾ�����ٱ�GΪ���ز����/�������֣��������ṹʾ��ͼ��ͼ2��ʾ��
��1 ���ٻ����ٱ�
��������������������������������������������ͼ2 �����ṹʾ��
3 ����̨��BWϵ�б�Ƶ���IJ���ʽ��˿��
3.1 ����ԭ��
��������ʽ��˿���ı�Ƶ����������Ŀ����Ϊ�˱�֤�����й�����˿�ߵ������㶨�����ݻ�е�ṹ�Ͳ��ϵIJ�ͬ�����������Ƶķ���һ���Ϊ���֣�1ֱ�ӿ��Ƶ�����ת�أ�2ͨ�������ٶȺ㶨����֤�����ĺ㶨��ͨ���Ի�е�ṹ�ķ���������Ŀ����ͨ�������ٶȵķ�������ӿ��������ĺ㶨��
���ڲ���ʽ��˿����11��ǣ�������1���վ�������ɣ��������ǵ�����һ��ǣ�������һ���վ����������п���ԭ���ķ�����ͼ3Ϊһ��ǣ������Ľṹʾ��ͼ��
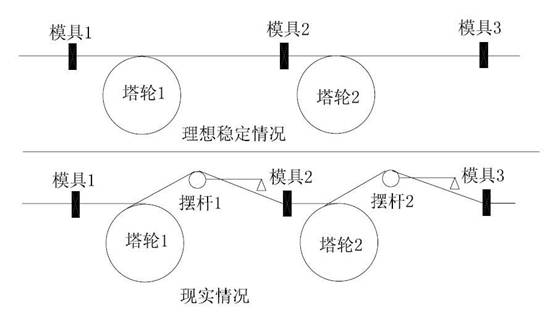
������������������������������������������ͼ3 ǣ������Ľṹ
���������й����б�֤�ڸ˴����趨��ƽ��λ�ò����ֲ������Ϳ����϶�ǣ�������˿���ϵ������Ǻ㶨�ġ��������ǿ��Խ�����Ʒ�Ϊ�������������У��ȶ����̺��Ե��ڹ��̡�
�ȶ����й����У����ǽ��������뻯���ų��������ȶ����ص�Ӱ�죩���ڸ˽�ͣ���趨��λ�ò����ֲ���������ֻ��Ҫ���ռ���������������ٶ����оͿ��Ա�֤˿�������㶨���˹���ֻ��Ҫ֪��ÿ��ǣ����������ֵ��������ٶȼ��ɣ����ڻ�еһ��������ɣ����ֵ�ֱ���Լ�����˵ļ��ٱȾ��Ѿ�ȷ���������ֵ��������ٶȾͿ��Լ���������ʵ������ת�٣�Ҳ���DZ�Ƶ����Ҫ���е�Ƶ�ʡ�
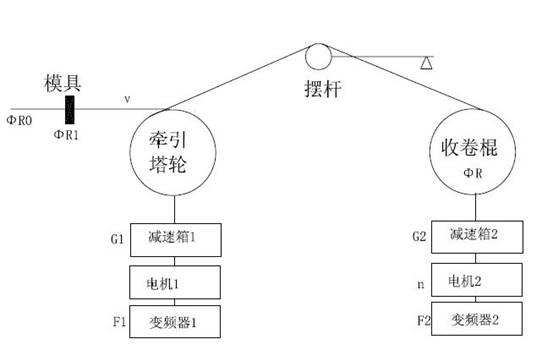
���������й����л���ֺܶ�IJ��ȶ����أ�����˿�ߵĴ���еĦ�����仯��ԭ�ڸ˲����̶ܹ����������Ǿ���Ҫ��Ƶ���ڸ˵ı仯������Ӧ��ͨ���ٶȵı仯���ﵽ�ðڸ��ȶ���Ŀ�ģ���������Ե��ڵĹ��̡�ͨ����Ƶ���ڸ��źŽ���PID�����㣬�Ϳ��Դﵽ���Ŀ�ġ�ͼ4Ϊǣ������������������ϸʾ��ͼ�������ǿ���ͼ�б���֮��Ĺ�ϵ��
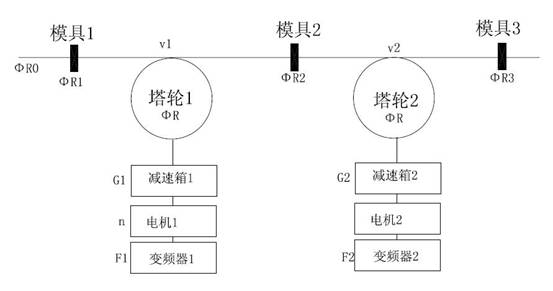
����������������������������������������ͼ4 ǣ����������
����ͼ4�м�������ֱ��ΪR��ģ��1ֱ��ΪR1��ģ��2ֱ��ΪR2��ģ��3ֱ��ΪR3������ֱ��ΪR0�����1���ٳ��ֱ�ΪG1�����2���ٳ��ֱ�ΪG2����Ƶ��1ָ��Ƶ��ΪF1����Ƶ��2ָ��Ƶ��ΪF2������1�ϵ����ٶ�Ϊv1������2�����ٶ�Ϊv2��nΪ���1ת�٣�sΪ���1ת���ʣ�pΪ���1��������tΪʱ�䡣G1����Ϊ�����ز����10-24/��������10-23����
����ǣ������У�����ģ�ߴ�С��һ�������ݵ�λʱ����ͨ��ģ�ߵIJ��������ȵ�ǰ��������
����֪����(R1/2)² *�� *v1 *t = (R2/2)² *�� * v2 *t
R1² * v1 = R2² * v2 ����������������������
����R1��R2��֪������v1�Ϳ��Լ����v2��
�� v1 = �� * R * n / G1�� n = F1 * 60 * (1-s) / p
v1 = �� * R * F1 * 60 * (1-s) / (G1 * p)
F1 = G1 * p * v1 / ��60 * �� * R * (1-s)�� ����������������������
ͨ�����Ϣ٢ڹ�ʽ���Ϳ��Լ����ÿһ��ǣ����������ٶȺ�����Ƶ�ʡ�
ͼ5Ϊ�վ������Ľṹʾ��ͼ��
��������������������������������������ͼ5 �վ������Ľṹʾ��
�����վ������Ŀ���ԭ����ǣ����������㲻ͬ��1�վ�������ǣ�����������ٶ���ͬһ�ģ�2�վ��������վ����ľ����ǻ����ŵ����ת�������仯�ģ�ǣ������еľ����ǹ̶��ġ����Զ��ڿ����վ����ı�Ƶ��������Ҫ��R�ı仯���ǽ�ȥ��ʱʱ����Rֵ��ԭ����ʽͬ��ʽ�ڡ�
3.2 ̨��BWϵ�б�Ƶ��Ӧ�����
����̨��BWϵ�б�Ƶ���ĺ���������ϵͳ��ͼ6��ʾ��
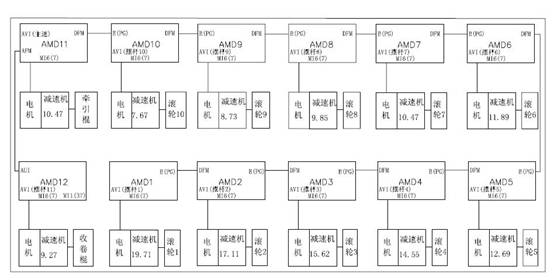
����������������������������������ͼ6 BWϵ�б�Ƶ������������ϵͳ
��������ϵͳ��12̨2.2kw������ɣ�ÿ̨�����һ̨2.2kw BWϵ��̨���ȡ���տ��ƻ�ר�ñ�Ƶ�����ƣ�����̨��BWϵ�б�Ƶ�������շž�ר�ÿ��ƹ��ܣ�����Ҫ����PLC���ܹ���ɺ��������ƣ������Զ����������Լ�PID�Զ��������ܣ������ڴ�ϵͳ���ܹ�������ɶԷž������Ŀ��ƣ����б�Ƶ��AMD1-AMD10��Ҫ����PG-03������ٶȼ�⼰�����ջ������������ɱ�Ƶ������ɣ�̨��BWϵ�б�Ƶ����AVI���ӽ��������������������źţ�������Ƶ���ڲ���Ԥ������ƽ������ȶԼ��㣬��������������ž��ٶȵĶ�������ʵʱ���ơ�PLCֻ������������ź��Լ����һЩ����������
�� ǣ���������ͼ7��ʾ��
��������������������������������ͼ 7 BW��Ƶ��������ǣ������
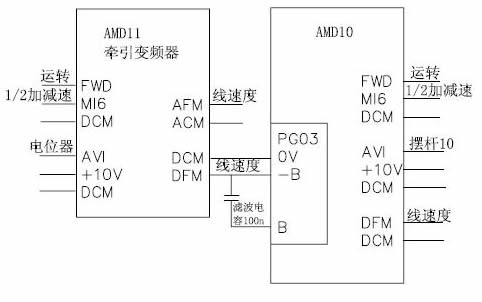
����AMD11ǣ����Ƶ����AVIΪ�������źţ�ͨ��һ���ɵ���λ�����룻DFMΪƵ�������������Ӧʵ�����Ƶ��H��Ҳ��ѡ���Ӧ����Ƶ��F������Ϊʵ�����ٶ��ź��ṩ��AMD10��Ƶ����AMD10ǣ���Ƶ����AVIΪ�ڸ��źţ���ΪPID�ķ�������������PG03��-B�����ϼ����͵����ٶ��ź���Ϊ����Ƶ�ʵļ��������DFM�ź���Ϊʵ�����ٶ��źŴ�����һ����ǣ���Ƶ�����Ƶ�����ֱ���̶���ͨ�������趨��FWDΪ��ת�źţ�ͳһ��PLC������MI6Ϊ1/2�Ӽ����źţ���Ϊ��ͣʱʹ�á�
�� �վ���������ͼ��8��ʾ��
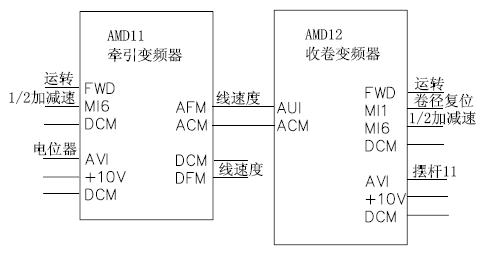
������������������������������������ͼ8 BW��Ƶ���������վ�����
����AMD11ǣ����Ƶ����AFMΪģ��������źţ���Ӧʵ�����Ƶ��H����Ϊʵ�����ٶ��ź��ṩ��AMD12��Ƶ����AMD12�վ���Ƶ����AVIΪ�ڸ��źţ���ΪPID�ķ�������MI1Ϊ������λ���أ����վ�������ʱ��Ҫ���о�����λ�����������վ���Ƶ�����Ƶ��վ���ֱ����仯��������Ҫ�����Զ����㹦�ܡ�BWϵ�б�Ƶ���ܹ���












