| É豞œáččșÍ而śčęłÌŁș
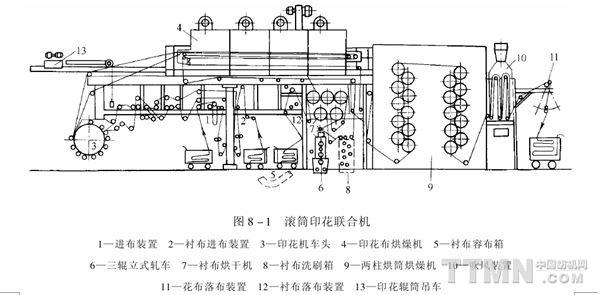
čöÍČÓĄ»š»ú±ŰĐëÓëÆäËû”„ÔȘ»úșÍÍšÓĂŚ°ÖĂŚéłÉÓĄ»šÁȘșÏ»úŁŹÈçÍŒ8ĄȘ1ËùÊŸĄŁËüÖśÒȘÓÉœűłöČŒŚ°ÖĂĄąÓĄ»šł”Í·ĄąÈÈ·çÔ€șæ»úĄąșæÍČșæÔï»úĄąŽ«¶ŻŚ°ÖĂ”ÈŚéłÉĄŁ
1ŁźœűČŒŚ°ÖĂ
čöÍČÓĄ»š»ú”ÄœűČŒŚ°ÖĂ·ÖÎȘłÄČŒœűČŒșÍ°ŚČŒœűČŒŚ°ÖĂĄŁłÄČŒœűČŒČÉÓĂœôÊœŁŹ°ŚČŒœűČŒ¶àČÉÓĂËÉÊœŁŹÒÔłŹÎč”ÄĐÎÊœÎčÈ룏ÊčÖŻÎïÒÔČŒ»·”ÄĐÎŚŽĐüčÒŁŹÓĂčâ”çčÜżŰÖÆœűČŒłŹÎččő”ÄËÙ¶ÈŁŹ±ŁÖ€°ŚČŒłÊËÉłÚŚŽÌŹœűÈ볔ͷŁŹÊčÖŻÎïŐĆÁŠÒ»ÖÂŁŹŽï”œÓĆÁŒ”ÄÓĄÖÆЧčûĄŁÎȚłÄČŒÓĄ»š»úÖ»Éè°ŚČŒœűČŒŚ°ÖĂĄŁ
2ŁźÓĄ»šł”Í·
ÓĄ»šł”Í·ÊÇčöÍČÓĄ»šÁȘșÏ»ú”ÄșËĐÄČż·ÖŁŹÖśÒȘÓÉ»úŒÜĄą»šÍČĄąłĐŃččöÍČ(”çœĐłĐŃččő)ĄąŒÓŃč»úč襹žűœŹŚ°ÖĂĄą¶Ô»šŚ°ÖĂŒ°Ž«¶ŻŚ°ÖĂ”ÈŚéłÉŁŹÈçÍŒ8ĄȘ2ËùÊŸĄŁÏ°čßÉÏ°ŃœűČŒÎčÈë”ă”ÄÒ»ĂæłÆș󳔣ŹłöČŒÒ»ĂæłÆÇ°ł”ĄŁ
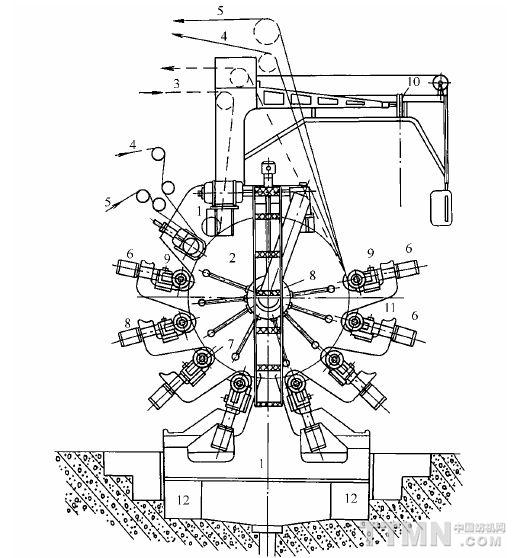

(1)»úŒÜŁș»úŒÜËŚłÆÇœ°ćŁŹÓĂÀŽłĐÔŰłĐŃččőĄą»šÍČĄą»šÍČŒÓŃč»úč襹žűœŹŚ°ÖĂ”È”ÄÖŰÁżĄŁÓÉ»ÒżÚÖęÌúÖęÔìŁŹŚóÓÒžśÒ»żéŁŹÏÂČżŚ°ÔÚÁœżéșáÖÔĔŚ°ćÉÏŁŹÉÏČżÓĐșáÁșŚöłĆ”ČÁŹœÓŁŹÖĐżŐŁŹłÊ·ĆÉäĐÎŁŹŸùÔÈ”ŰĆĆÁĐŚĆÁœ¶ÔŃčČŒčőÖáłĐŚùŒ°¶à¶Ô»šÍČÖáłĐÏ䥣ÖĐŃ뻏”ÀÎȘłĐŃččőÖáłĐŚùĄŁ
(2)łĐŃččőŁșłĐŃččőÊÇÒ»žöÖęÌúÖÆłÉ”ÄżŐĐÄčőŁŹŚ°ÔÚłĐŃččőÖáłĐŚùÉÏŁŹŚȘ¶ŻËżžËŁŹżÉÊčłĐŃččőÉÏÏÂÒƶŻĄŁłĐŃččőÖáĐŸœÏł€ŁŹÖáÍ·Áœ¶ËÉìłö»úŒÜÍâŁŹÒ»¶ËŚ°ÓĐÀ”¶Ś°ÖĂŁŹÁíÒ»¶Ë»îÌŚÒ»Ö»»šÍČÖĐĐÄłĘÂÖŁŹžĂłĘÂÖÓëžśÖ»»šÍČÉÏ”ÄłĘÂÖÄöșÏŁŹŽ«¶ŻžśÖ»»šÍČŁŹłĐŃččőÓÖÓÉ»šÍČÄŠČÁŽ«¶ŻŁŹŽÓ¶ű±ÜĂ⻚ÍČŒäÖÜł€”ÄÎóČîÀÛ»ęĄŁ
łĐŃččő”ÄÖ±Ÿ¶Ò»°ăÎȘ750Ą«1350mmŁŹÓÉÌŚÉ«Ÿö¶šĄŁÌŚÉ«Ôœ¶àŁŹÖ±Ÿ¶ÔœŽóĄŁÈç°ŒÉ«ÓĄ»š»ú”ÄłĐŃččőÖ±Ÿ¶ÎȘ750mmŁŹ¶ű°ËÉ«ÓĄ»š»úłĐŃččő”ÄÖ±Ÿ¶ÎȘ1050mmĄŁłĐŃččő”ÄÖ±Ÿ¶Ò»°ăÒÔĐĄÎȘÒËŁŹÒòÎȘÖ±Ÿ¶ĐĄŁŹÔÚÍŹŃùŃčÁŠÏ”„λĂæ»ę”ÄÊÜŃčŸÍŽóŁŹÓĐÀûÓÚÓĄÖÆŸ«Ïž»šĐÍĄŁÁíÍ⣏ֱŸ¶ĐĄŁŹÌć»ęĄąÖŰÁżÒàĐĄŁŹÓĐÀûÓÚ°ČŚ°șÍ”śÊÔĄŁ
łĐŃččő±íĂæÓŠŸßÓĐÒ»¶š”Ä”ŻĐÔŁŹČĆÄÜÊ軚ÎÆÓĄÖÆÇćÎúĄŁÎȘŽËŁŹÓĐ”ÄÔÚÖęÌúčőÍâĂæ°üÒÔ12Ą«22ČăÂéŸĂ«Îł”ÄĂ«łÄČŒŁŹœĐĂ«łÄČŒłĐŃččőŁŹÓĐ”ÄÔÚÖęÌúčő±íĂ朜ÖęÒ»ČăŸùÔÈ”ÄÏđœșŁŹœĐÏđœșłĐŃččőĄŁ
ÊčÓĂĂ«łÄČŒłĐŃččőÓĄ»šÊ±ŁŹĂ«łÄČŒÍâĂæÒȘÌŚÒ»Čă±íĂæčâœàĄąșń¶ÈÓëÓČ¶ÈŸùÔÈ”ÄÎȚœÓÍ·»·ĐÎÏđœșłÄČŒŁŹÒÔžšÖúĂ«łÄČŒ”Ä”ŻÁŠŁŹ±Ł»€Ă«łÄČŒŁŹŐÚžáĂ«łÄČŒ”ÄŽÖČÚ±íĂ挰œÓÍ·ÓĄĄŁÎȘ·ÀÖčÓĄ»šÉ«œŹÉűÍžŐŽÎÛÏđœșłÄČŒŁŹÔÚÏđœșłÄČŒÓëÓĄ»šÖŻÎïÖźŒä”æÓĐ·ù¶È±È»šÍČÉÔżí”ÄĂȚ»ò”ÓÂÚłÄČŒŁŹœĐÓĄ»šłÄČŒĄŁÏ°čßÉÏłÆĂ«łÄČŒĄąÏđœșłÄČŒșÍÓĄ»šłÄČŒÎȘĄ°ÈęČŒĄ±ĄŁ
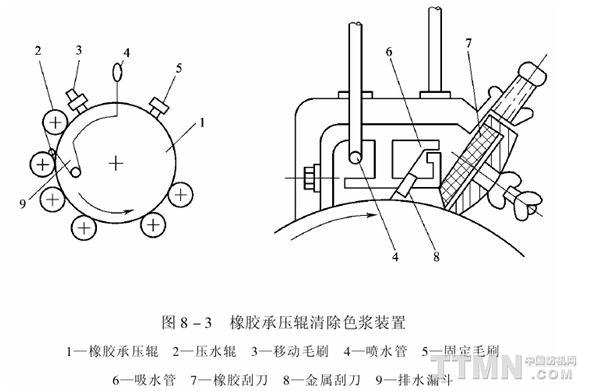
ÎȘœÚÔŒč€Ò”ÓĂČŒŁŹœ””ÍÏûșÄŁŹÏÖÔÚłę1600ĐÍÓĄ»š»úÍ⣏Žó¶ŒÊčÓĂÏđœșłĐŃččőŽúÌæĄ°ÈęČŒĄ±ÓĄ»šŁŹŒŽČÉÓĂÎȚłÄČŒÓĄ»šĄŁÏđœșłĐŃččőœșČășń10Ą«15mmŁŹÓȶÈÎȘHSA94Ą«96ĄŁÒȘÇóœșĂæÆœŐûĄąÄÍŃčșÍÄÍ»ŻŃ§žŻÊŽĄŁÏđœșłĐŃččőÒŚ±»ÉűÍž”ÄÉ«œŹŐŽÎÛŁŹÓĂÏđœșłĐŃččőÖ±œÓÓĄ»šŁŹ±ŰĐëÓĂÈçÍŒ8ĄȘ3ËùÊŸ”ÄÏŽłęÉ«œŹŚ°ÖĂÇćłęČĐÁôÔÚłĐŃččő±íĂæ”ÄÉ«œŹŁŹ±ÜĂâŐŽÎÛÓĄ»šÖŻÎïĄŁËüČ»ÊÊÒËÓĄÖÆÌŚÉ«œÏ¶àșÍŽóĂæ»ę»šÎƔĻšŃùŒ°ÏĄ±ĄÖŻÎïĄŁ
(3)»šÍČŁș»šÍČÊÇÓÉÍĐżșÏœđ(șŹÍ97.5Ł„Ą«98Ł„ŁŹșŹĐż2Ł„Ą«2.5Ł„)ÓĂÀëĐÄ·šœœÖę¶űłÉ”Ä
żŐĐÄÔČÍČŁŹŚ°ÔÚ»šÍČÖáłĐŚùÉÏĄŁ
»šÍČ”ÄœáččÈçÍŒ8-4ËùÊŸĄŁ»šÍČÄÚżŚÎȘŚ¶żŚŁŹŚ¶¶ÈÎȘ1Łș288ŁŹÓëÏàÓŠŚ¶¶È”Ä»šÍČÖáÆ„Ć䣏»šÍČÄÚżŚÓĐÍčĐÎł€ŒüŁŹÖáÉÏÓĐ°ŒĐÎŒüČÛŁŹÁœŐßœôĂÜĆäșÏŁŹÒÔ±ŁÖ€Ïà¶ÔÎȶšĄŁ»šÍČÖáÓĂ45#žÖÖÆłÉĄŁŚ°»šÍČʱŁŹłŁÔÚ»šÍČÄÚżŚÓëÖáÍâÔČŒä”æłÄÖœÆŹŁŹÔÙÓĂ»šÍČČđ»úșáÏòŒÓŃ裏°ŃÖáŃčÈëÍČÄÚŁŹÊčÆäč̶šĄŁ
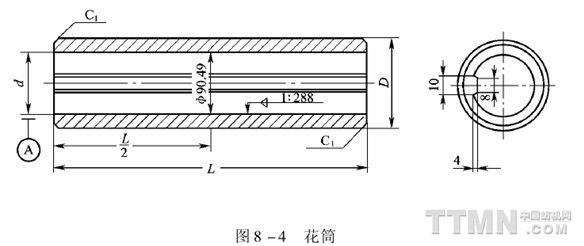
Đ»šÍČ”ÄÖÜł€ÎȘ440Ą«450mmĄŁ»šÍČżÉÖŰžŽÊčÓĂŁŹ”±żÌÖÆĐ»šÎÆʱŁŹżÉł”È„ÍČĂæŸÉ»šÎÆŁŹÄ„čâșóÔÙ”ńżÌĐ»šÎÆĄŁ”±»šÍČ”ÄÖÜł€ĐĄÓÚ350mmʱŁŹÔòČ»żÉÔÙÊčÓĂĄŁĂżÌŚ»šŃù”ÄžśÖ»»šÍČ”ÄÖÜł€±ŰĐëÏà”ÈŁŹÔÊĐíÎóČîĄÀ0.1mmĄŁ»šÍČ”ńżÌșóĐëÔÚÍČĂæ¶ÆžőŁŹÒÔÌážßÆäÓȶÈșÍčâœà¶ÈŁŹÔöŒÓÆäÄÍÄ„ĐÔșÍÄÍžŻÊŽĐÔŁŹÒÔŃÓł€ÊčÓĂÊÙĂüŁŹ·ÀÖčÍČĂæČ»čâœàÔìłÉÓĄ»šŽĂČĄĄŁÍšłŁŁŹ°ŽÖŻÎïÇ°œű·œÏòËłĐòŁŹÒÀŽÎžű»šÍȱàșĆŁŹÎčÈ뎊ÎȘ1#ŁŹÆäÓàÀàÍÆĄŁ
(4)»šÍČŒÓŃč»úččŁșŒÓŃč»úččÍšč껚ÍČÖáÁœ¶ËÖáłĐ¶Ô»šÍČÊ©ŒÓŃčÁŠĄŁÎȘÁËÊčÓĄÖÆÍŒ°žÇćÎúŁŹŚóÓÒÓĄœŹŸùÔÈŁŹÊ©ŒÓŃčÁŠŽóĐĄ±ŰĐëÊÊ”±ŁŹÊ©ŃčÌ«Çᣏӥłö”ÄÍŒ°žŃŐÉ«ŸÍÇłŁŹÉőÖÁ¶”ŚŁŹÌ«ÖŰÔò»áÄŁșęʧŐæŁŹ»č»á¶îÍâ”ŰÔöŒÓ¶ŻÁŠËđșÄŁŹŒÓŸçÁăŒțÄ„ËđĄŁÍšłŁŽÖÏßÌőĄąŽó»šÎƔĻšÍČșÍŚśÎȘčâ°æ”ÄŃččőÓĂÇáŃčŁŹÏžÏßÌőĄąÔÆÎÆșÍŃ©»š”Ä»šÍČÓĂÖŰŃ襣ÏßŃčÁŠ·¶Î§ÎȘ100Ą«600NŁŻcmŁŹłŁÓĂ200Ą«400NŁŻcmĄŁË滚ÍČł€¶È”ÄȻ͏ŁŹĂżÖ»»šÍȔČÜŃčÁŠżÉŽï2ĄÁ104Ą«8ĄÁ104NĄŁŽËÍ⣏ŒÓŃč»účč»čÓŠÂúŚăÈçÏÂč€ÒŐșÍČÙŚśÒȘÇóŁș
ąÙŒÈÄÜŒŻÖĐżŰÖÆ»šÍČșÍÖáłĐŚù”ÄœűÍËŁŹÓÖÄÜ·Ö±đŚŒÈ·”śœÚŚóÓÒÁœ±ß”ÄŃčÁŠŽóĐĄĄŁ
ąÚŒÓŃčÏ”ÍłÓŠž»ÓĐ”ŻĐÔŁŹ”±ČŒ”ÄœÓÍ·ÍščęŃč”ă»òÖáÓĐÍäÇúʱŁŹÄÜÆđ»ș˧ŚśÓĂŁŹŒőÉÙŃčÁŠ±»¶ŻĄŁ
»šÍČŒÓŃč·œÊœșÜ¶àŁŹÓĐËżžËŒÓŃ襹ÖŰŽžžÜžËŒÓŃ襹ÆűŃčŒÓŃčșÍÒșŃčŒÓŃč”ÈĄŁ
a.ËżžËŒÓŃčŁșÀÏÊœÓĄ»š»ú”ÄÊŚÄ©ÁœșĆ»šÍČłŁÓĂËżžËŒÓŃ裏œáččÈçÍŒ8ĄȘ5ËùÊŸĄŁÓÉÓÚÌŚ
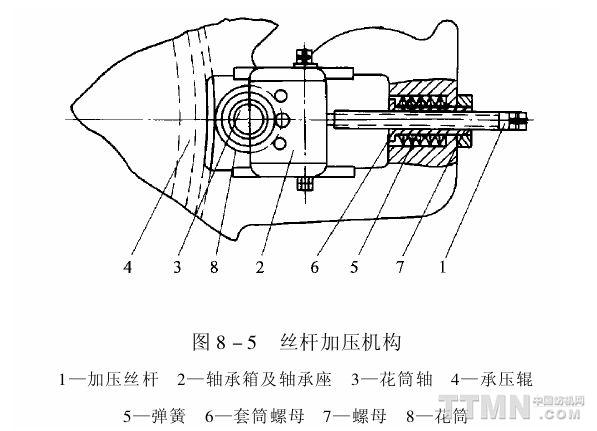
ÍČÂĘÄžÓĂ»ŹŒü¶šÎ»ÔÚ»úŒÜÉÏČ»ÄÜŚȘ¶ŻŁŹĐ궯˿žËŒÓŃčʱŁŹÊ軚ÍȱíĂæÓëłĐŃččő±íĂæÏàŃ襣”±ŃčÁŠÖđœ„ÔöŽóʱŁŹÂĘÄžÊÜ·ŽÁŠÏòșóÍËŁŹÊčÌŚÔÚÂĘÄžșó”Ä”Ż»ÉÊÜŃ裏ŽÓ¶űœè”Ż»É”Ä”ŻÁŠÍščęÌŚÍČÂĘÄžșÍ”śœÚËżžËŒÓŃčÓÚ»šÍČĄŁ”Ż»ÉÔÚÓĄ»šÊ±ÄÜÆđ”œ»ș˧ŚśÓĂŁŹŃčÁŠ”ÄŽóĐĄŸö¶šÓÚ”Ż»ÉŃčËőÁŠŁŹ»šÍČжŃčʱœ«ËżžË·ŽŚȘŒŽżÉĄŁ
b.ÖŰŽžžÜžËŒÓŃčŁșÀÏÊœÓĄ»š»úłęÊŚÄ©ÁœșĆ»šÍČÒÔÍ⣏ÆäÓà”Ä»šÍČŸùČÉÓĂÖŰŽžžÜžËŒÓŃ裏ÈçÍŒ8ĄȘ6ËùÊŸĄŁËüÊÇÍščęÒ»ÌŚžŽÊœžÜžËŁŹÀûÓĂÖŰŽžÖŰÁżÀŽÊ©Ńč”ÄŁŹŒÓжŃčÔÀíÍŹ”Ż»ÉŒÓŃč»úč裏ÈÔÈ»żż”Ż»ÉÆđ»ș˧ŚśÓĂĄŁ
ÒÔÉÏÁœÖÖŒÓŃč»úččœáččŒò”„ŁŹÒŚÓÚÖÆÔìșÍÎŹĐȚŁŹ”Ż»ÉżÉÆđ»ș˧ŚśÓĂŁŹ”«ÎȘÊÖ¶ŻČÙŚśŁŹŃčÁŠĂ»ÓĐ֞ʟŁŹÇÒÊčÓĂÒ»¶šÊ±ŒäșóŁŹč€ŚśŚŽÌŹČ»č»ÎȶšŁŹÒòŽËĿǰ¶àžÄÓĂÁśÌćŒÓŃ襣ŐâŃùŁŹČ»œöÌážßÁË»úĐ”»ŻłÌ¶ÈŁŹŒőÇáÁËÀͶŻÇż¶ÈŁŹ¶űÇÒžś»šÍČÁœ±ß”ÄŃčÁŠ¶ŒżÉÍščęŃčÁŠ±íŒŻÖĐ֞ʟŁŹÎȘÌážßÓĄ»šÖÊÁżŽŽÔìÁËÁŒșĂÌőŒțĄŁ
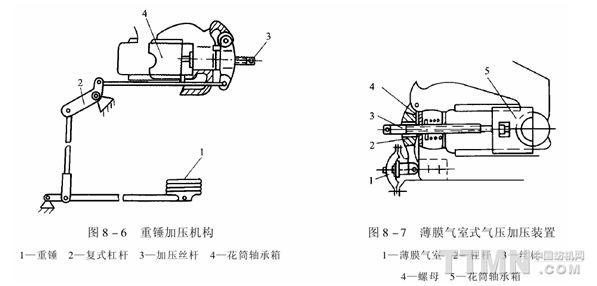
c.ÆűÌćŒÓŃč»úččŁșÍŒ8ĄȘ7ËùÊŸÊDZĄÄ€ÆűÊÒÊœÆűŃčŒÓŃ茰ÖĂĄŁËüÊÇÓĂŃčËőżŐÆűÖ±œÓŚśÓĂÓÚÆűÄ€ŁŹŸÒ»Œ¶žÜžË·ĆŽóŃčÁŠŁŹÓÉËżžËŒÓŃčÓÚ»šÍČÖáłĐÉÏÊ”Ï֔ĥŁŽË»úččœáččŒò”„ŁŹ”«ÈÔĐèÒȘŚȘ¶ŻËżžË”śœÚ»šÍČŃčÁŠŁŹčÊșÜÉÙÊčÓĂĄŁ
d.ÓÍŃčŒÓŃč»úččŁșÈçÍŒ8-8ËùÊŸÎȘ»šÍČÓÍŃčŒÓŃčÏ”ÍłĄŁÓÉÒ¶ÆŹ±ĂÊäłö”ÄÖĐŃčŒ¶ŃčÁŠÓÍŁŹ
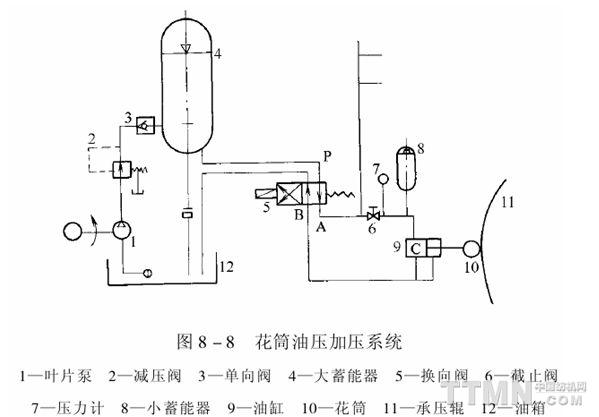
ŸŒőŃč·§șÍ”„Ïò·§ŁŹœűÈëŽóĐîÄÜÆśÓÍÏ䥣”±»»Ïò·§ŽŠÓÚŒÓŃčλÖĂʱŁŹŃčÁŠÓÍŸPAÍš”À·Ö±đœűÈëÊäÏòžś»šÍČŒÓŃčÓÍžŚ”ÄÓÍ·ĄŁÓĄ»šÊ±ŁŹżȘÆôœŰÖč·§ŁŹŃčÁŠÓÍœűÈëĐĄĐîÄÜÆśșÍÓÍžŚcÊÒŁŹÊ軚ÍČŃčÏòłĐŃččőŁŹ”±ŃčÁŠŽï”œËùĐè֔ʱŁŹčŰ±ŐœŰÖč·§ŁŹÓÍžŚ”Ä而śČ»ÊÜÆäËûÓÍ·”ÄÓ°ÏìŁŹČąÒòĐĄĐîÄÜÆś”ÄŚśÓöűÎÈŃ襣жŃčʱŁŹÏÈżȘÆôœŰÖč·§ŁŹÔÙœ«»»Ïò·§ŚȘÖÁжŃčλÖĂŁŹÔòÓÍžŚÖĐ”ÄŃčÁŠÓÍ»ŰÁśÈëÓÍÏ䣏ÓÍžŚ»îÈûžËœ«»šÍČÀÀëłĐŃččőĄŁ
e.ÆűÒșÁȘșÏŒÓŃč»úččŁșM172ĐÍ°ËÉ«ÓĄ»š»úČÉÓĂÆűÒșÁȘșÏŒÓŃčÏ”ÍłŁŹŒÓŃčÔÀíÈçÍŒ8ĄȘ9
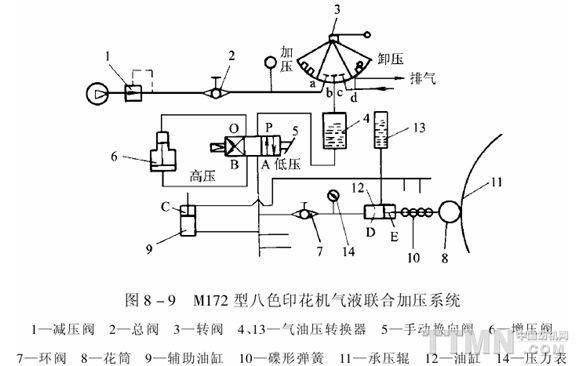
ËùÊŸĄŁŒÓŃčʱŁŹ600Ą«700kPa”ÄŃčËőżŐÆűŸŒőŃč·§ĄąŚÜ·§ŁŹœűÈëŚȘ·§ÏòÆűĄąÓÍŃčŚȘ»»ÆśÖĐ”ÄÓÍÊ©Ń裏ŒÓŃč”ÄÓÍŸÊÖ¶Ż»»Ïò·§ÊäÏòžśșĆ»šÍČŁŹŽËʱŁŹŚȘ·§ŽŠÓÚŒÓŃčλÖĂŁŹÓÍ·aĄąbœÓÍšŁŹÍêłÉŒÓŃ襣”±ÊÖ¶Ż»»Ïò·§ŽŠÓÚ”ÍŃčλÖĂʱŁŹPAœÓÍšŁŹŃčÁŠÓÍŸ»··§œűÈëÓÍžŚ”ÄDÊÒŁŹÏò»šÍČŒÓŃčŁș»»Ïò·§ŽŠÓÚžßŃčλÖĂʱŁŹPBœÓÍšŁŹŃčÁŠÓÍœűÈëÔöŃčÆś”ÄÏÂČżŁŹÔöŃčșóÓÉÉÏČżÊäłöŁŹŸ»»Ïò·§”ÄOAÓÍ·șÍ»··§œűÈëÓÍžŚ”ÄDÊÒŁŹÏò»šÍČŒÓŃ襣”±»šÍȔČóÓÒŃčÁŠŽï”œËùĐè֔ʱŁŹč۱ջ··§ŁŹÊčŒÓŃčÓÍ·ÎȶšĄŁĐ¶ŃčʱŁŹœ«ŚȘ·§ŚȘÖÁжŃčλÖĂŁŹŽËʱŁŹaÓëcĄąbÓëd·Ö±đœÓÍšŁŹŃčËőżŐÆűœ«ÆűÓÍŃčŚȘ»»ÆśÖĐ”ÄÓÍŃčœűžšÖúÓÍžŚ”ÄcÊÒŁŹÍščęOAÓÍ·ÊčÔöŃčÆś”Ä»îÈûÏÂœ”žŽÎ»ŁŹÔÙżȘÆô»··§ŁŹœ«ÊÖ¶Ż»»Ïò·§ÖĂÓÚ”ÍŃčλÖĂŁŹÆűÓÍŃčŚȘ»»ÆśÖĐ”ÄÓÍœűÈëÓÍžŚ”ÄEÊÒŁŹÊčDÊÒ”ÄÓÍ·”»ŰÆűÓÍŃčŚȘ»»ÆśÖĐŁŹÓÍŃčœ”ÎȘÁ㣏»šÍČжŃ襣
(5)žűœŹŚ°ÖĂŁșžűœŹŚ°ÖĂÓÉœŹĆÌĄąžűœŹčőĄąčÎœŹ”¶șÍłęÉŽčΔ¶”ÈŚéłÉŁŹÈçÍŒ8ĄȘ10ËùÊŸĄŁĂżÖ»»šÍČĆä±žÒ»ÌŚžűœŹŚ°ÖĂĄŁ
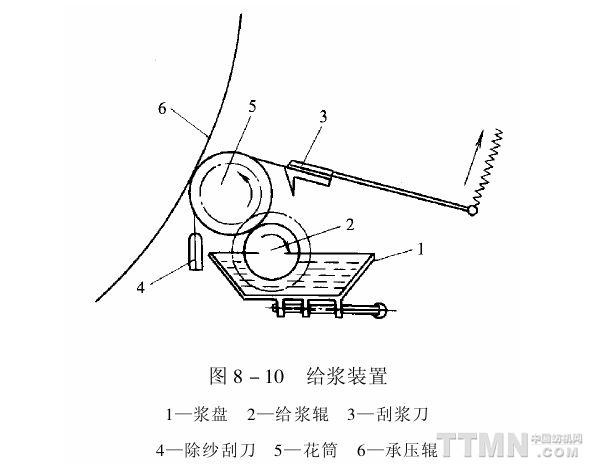
œŹĆÌÓñĄÍ°ć»òČ»ĐâžÖ±Ą°ćÖÆłÉŁŹżÉÔÚ»úŒÜÉÏŚ°Đ¶ŁŹŸźżÉÍščꔜœÚÂĘËš”śœÚÆäλÖĂĄŁÉ«œŹżÉÓĂłĘÂֱûòÆű¶Ż»îÈû±ĂŽÓœŹÍ°ËÍÖÁœŹĆÌŁŹČąÓÉœŹĆÌÉÏ”ÄĐĄĐÍÒșλżŰÖÆÆśŚÔ¶ŻżŰÖÆÊäœŹÁżĄŁ
žűœŹčőÓÉ»šÍČÖá¶Ë”ÄłĘÂÖŽű¶Ż»òÓÉ»šÍČĂæÄŠČÁŽű¶ŻĄŁžűœŹčőŚȘ¶ŻÊ±ŁŹ°ŃÉ«œŹŽ«”Ęžű»šÍČŁŹÔÙœèŚóÓÒÖùžŽÒƶŻ”ÄčÎœŹ”¶čÎÈ„»šÍȱíĂæ¶àÓà”ÄÉ«œŹŁŹÊčÉ«œŹČŰÔÚ»šÍČÒőÎÆ”ÄбÏßÄÚŁŹÓĄ”œÖŻÎïÉÏĐγɻšÎÆĄŁžűœŹčőÓĐÖ파čőĄąŚŰĂ«čőĄąÏđœșčőșÍÄáÁúčő”ÈŒžÖÖĄŁÓÉÓÚÖ파čőșÍŚŰĂ«čő¶ŒČ»ÄÜÍŹÊ±ÊÊÓŠŒîĐÔșÍËáĐÔÉ«œŹŁŹÇÒÄŃÏŽŸ»ŁŹÒŚÂäĂ«ŁŹ¶űÏđœșčőČ»ÄÜÓĐЧ”ŰËąłęǶŃôÔÚ»šÍČбÎÆÏßÀï”ÄÉŽÍ·ĄąœŹżéșÍÆäËûčÌÌćÔÓÖÊŁŹÒòŽËŁŹÆŐ±éČÉÓĂÄáÁúčőĄŁ
čÎœŹ”¶ÓĂžßÌŒžÖ»òČ»ĐâžÖÖÆłÉŁŹ ŒŽÀ¶žÖ”¶șÍ°ŚžÖ”¶ÁœÖÖĄŁÀ¶žÖ”¶ĐÔŽàŁŹ °ŚžÖ”¶ĐÔÈÍŁŹÇÒÄÍ»ŻŃ§žŻÊŽĄŁÎȘÁËÔöŒÓčÎœŹ”¶ÆŹ”ÄžŐĐÔŁŹÔÚÆ䱳ĂæÔÙŚ°ÈëÒ»ÆŹłÄ”æ”¶ÆŹĄŁ”¶ÆŹ”Äșń¶ÈŁŹłŁÓĂĄ°žôŸàĄ±șĆÊęÀŽ±íÊŸĄŁșĆÊęÔœŽóŁŹ”¶ÆŹÔœ±ĄĄŁłŁÓĂčΔ¶șĆÊęÎȘ18#Ą«26#ŁŹłŁÓĂÍ”¶șĆÊęÎȘ24#Ą«26#ĄŁčΔ¶”Äł€¶ÈÓŠ±È»šÍČł€łö30Ą«35mmĄŁÎȘÁ˱Ł»€»šÍČ»šÎÆșÍčΔ¶ŁŹłä·Ö·ą»ÓčÎœŹĐ§ÓĂŁŹ ÓĄ»šÊ±čÎœŹ”¶ÓÉÀ”¶Ś°ÖĂŽű¶ŻŁŹŃŰ»šÍČÖáÏòŚöÖùžŽÔ˶ŻĄŁÔÀŽÀ”¶Ś°ÖöŒÓÉłĐŃččőÇ궯ŁŹčÎœŹ”¶ÖùžŽÔ˶Ż”ÄÆ”ÂÊËæł”ËÙ±ä»ŻŁŹ¶ÔčÎœŹĐ§čûÓĐČ»ÁŒÓ°ÏìŁŹÏÖŸùÒŃžÄÓĂ”„¶À”綯»úŽ«¶ŻĄŁ
łęÉŽčΔ¶ŁŹÏ°čßłÆĐĄ”¶ŁŹÓĂ»ÆÍ»òÁŚÍÖÆłÉŁŹčÊ”çłÆŚśÍ”¶ŁŹ°ČŚ°ÔÚ»šÍČ·ŽŚȘ·œÏò”ÄÇ°·œŁŹÓëčÎœŹ”¶Ïà¶ÔŁŹÓÖœĐŚöÍ”¶ĄŁłęÉŽčΔ¶Ò»°ăč̶šČ»¶ŻŁŹÓĂÂĘĐęÀ»É»òÖŰŽžŒÓŃ襣ËüÓĐÁœžöŚśÓĂŁșÒ»ÊÇčÎłęŃôŚĆÓÚ»šÍČÉÏ”ÄÉŽÍ·șÍÈȚĂ«”ÈÔÓÖÊŁŹ¶țÊÇčÎłęŐłŃôÔÚ»šÍȱíĂæ”ÄČĐœŹŁŹ±ÜĂâČúÉúǶ»šÍČÓĄŽĂșÍŒőÉÙŽ«É«ĄŁ
(6)¶Ô»šŚ°ÖĂŁșÔÚ¶àÌŚÉ«ÓĄ»šÊ±ŁŹžś»šÍČ»šÎÆ”ÄÏàÓŠČż·ÖŁŹ±ŰĐë°Ž±êŚŒ»šŃùÒȘÇó±ŁłÖŸ«È·”ÄÏà¶ÔλÖĂĄŁÒòŽËŁŹÓĄ»š»ú±ŰĐëÓĐ”śœÚŸ«¶ÈžßĄąœáččŒò”„ĄąĐÔÄܿɿżĄąČÙŚś·œ±ăÁé»î”ĶԻš»úč襣
»šÍȔĔśŐûĐÎÊœÈçÍŒ8ĄȘ11ËùÊŸŁŹ°üÀšŃčÁŠ”śŐûĄąËźÆœ”śŐûĄąșáÏò”śŐûșÍÇ°șó(°ŽÖŻÎï
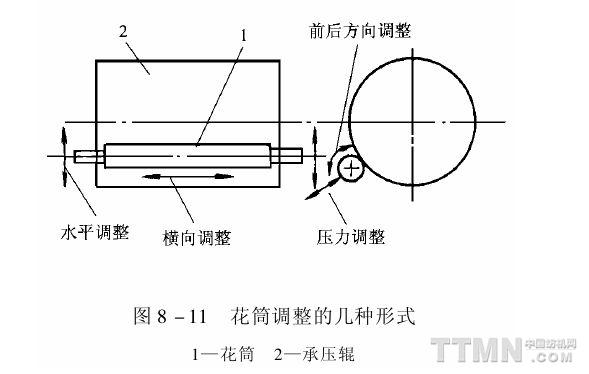
ŸÏòÔËĐĐ·œÏò)·œÏò”śŐû”ÈĄŁșóÈęÖÖĐÎÊœ”Ä”śŐûÈ·¶šÁË»šÍČ”ÄżŐŒäλÖĂŁŹÖ±œÓÓ°Ïì¶Ô»šŸ«¶ÈĄŁ
ąÙŃčÁŠ”śŐûŁșŃčÁŠ”śŐûŒŽÍščꔜœÚ»šÍČÖáłĐÍâČ໚ÍČŒÓŃč»úččÖĐ”ÄËżžËĄąÖŰŽž»ò”śŃč·§”È”śœÚ»šÍČÁœ¶Ë”ÄŃčÁŠŁŹÊ軚ÍČŚóĄąÖĐĄąÓÒ”ÄÏßŃčÁŠÒ»ÖÂĄŁ»òŐß”śŐûÇ°șó»šÍČ”ÄŃčÁŠŁŹÊčÖŻÎïÔÚ»šÍČŒäŸßÓĐÊÊ”±”ÄŐĆÁŠĄŁ
ąÚËźÆœ”śŐûșÍșáÏò”śŐûŁșËźÆœ”śŐûșÍșáÏò”śŐûÊÇÍščęŚȘ¶Ż»šÍČÖáłĐÏä”ÄËźÆœ”śŐûÂĘžËșÍșáÏò”śŐûÂĘžËÀŽÊ”Ï֔ĥŁ»šÍČÖáłĐÏä”ÄœáččÈçÍŒ8ĄȘ12ËùÊŸĄŁÖáłĐÏä°ČŚ°ÔÚŚóÓÒ»úŒÜ·űÉäĐÍȿλÉÏŁŹŚśÎȘ»šÍČÖá”ÄÖ§łĐŽŠĄŁ
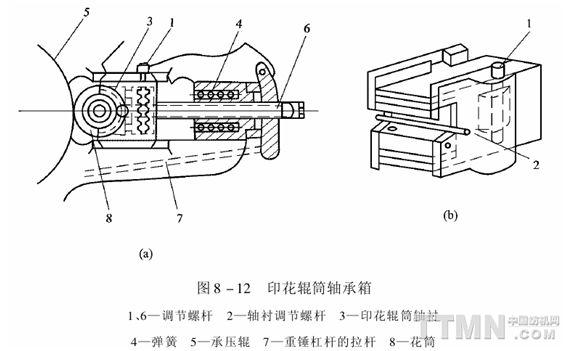
ËźÆœ”śŐûŒŽ”śŐû»šÍČÁœ¶Ë”Äžß”ÍλÖĂŁŹÊ軚ÍČŽï”œËźÆœŁŹËŚłÆÉÏ϶ԻšĄŁËüÍščęĐęŚȘ»šÍČÖáłĐŚùËźÆœ”śœÚÂʞˣŹÊčÖáÍß(»òčö¶ŻÖáłĐÌŚÍČ)ÉÏÏÂÒƶŻŁŹÊ軚ÍČËźÆœÎą”śÍêłÉ¶Ô»šŁŹÈçÍŒ8ĄȘ13(a)ËùÊŸĄŁ
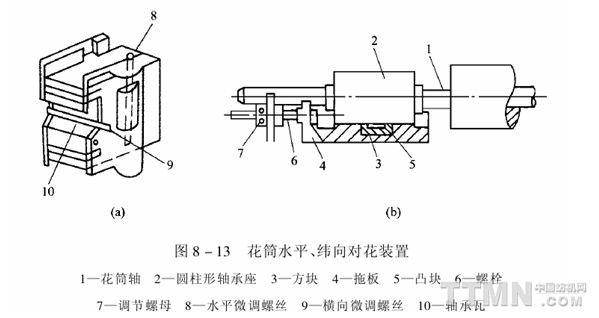
șáÏò”śŐûŒŽ”śŐû»šÍČ”ÄÖáÏòλÖĂŁŹÓÖœĐșáÏò¶Ô»š»òÎłÏò”śŐûŁŹÊÇÍščꔜœÚ»šÍČŚó¶Ë»òÓÒ¶ËÖáłĐÏäÖĐ”ÄșáÏò”śœÚÂĘžËÍƶŻÍÖáÍߌöŚóÓÒÒƶŻŁŹŽÓ¶űÊ軚ÍČșáÏòÎą”śÍêłÉ¶Ô»š”ÄŁŹÈçÍŒ8ĄȘ13(a)ĄŁÁíÒ»Ö֞ĜűĐÍșáÏò¶Ô»šŚ°ÖĂÖ»ĐèÔÚÒ»¶ËČÙŚśŁŹœáččÈçÍŒ8ĄȘ13(b)ËùÊŸĄŁ»šÍČÖá”ÄÔČÖùĐÎÖáłĐŚùÉÏ”ÄÍčżéǶÔÚÍĐ°ć”Ä·œżé3ÄÚŁŹÍĐ°ćÉÏÁŹÓĐČ»ÄÜŚȘ¶Ż”ÄÂʞˣŹÌŚÔÚÂĘžËÉϔĔśœÚÂĘÄžÖ»ÄÜŚȘ¶Ż¶űČ»ÄÜŃŰÂĘžË6”ÄÖáÏòÒƶŻĄŁŚȘ¶ŻÂĘÄžÊčÂʞ˷ąÉúÖáÏòÒƶŻŁŹŽÓ¶űÊčÍĐ°ćÍščę·œżéșÍÍčżéŁŹŽű¶ŻÖáłĐŚöșáÏòÒƶŻŁŹÊ軚ÍČŚöșáÏò”śŐûŁŹÊ”ÏÖșáÏò¶Ô»šĄŁ
ąÛÇ°șó·œÏò”śŐûŁșÇ°șó·œÏò”śŐûŒŽ”śŐû»šÍČÔČÖÜ·œÏò”ÄłŹÇ°»òÖÍșóŁŹ”çœĐÇ°șó¶Ô»š»òÖÜÏò¶Ô»šĄŁ»šÍČÇ°șó·œÏò”Ä”śŐûŁŹÊ”ŒÊÉÏÊÇÍščęĐęŚȘ»šÍČ”ÄœÇ¶ÈÀŽÊ”Ï֔ģŹ¶űŐâÖ֜ǶȔĔśŐûÓÖÊÇÍšč껚ÍČŚȘËÙ”Ä±ä»ŻÀŽÍêłÉ”ÄŁŹÊÇÒ»ÖÖ¶ŻÌŹ”Ä”śŐûĄŁłŁŒû”Ä”śŐû»úččÓĐ”çŽĆ¶Ô»šŚ°ÖĂĄą”綯¶Ô»šŚ°ÖĂșÍÆű¶Ż¶Ô»šŚ°ÖĂ”ÈŒžÖÖĄŁ
a.”çŽĆ¶Ô»šŚ°ÖĂŁșÈçÍŒ8ĄȘ14ËùÊŸŁŹÖ±œÓÓëłĘÂÖ9ÄöșÏ”ÄłĘÂÖ1»îÌŚÔÚłĘÂÖ1Ąä”ÄÌŚÂÖÖá
ÉÏŁŹłĘÂÖ1ĄäÓë9ÖźŒäŚ°ÓĐčęÇĆÂÖ8ŁŹłĘÂÖ9ÓëÎÏžË4ÍŹÖᥣ
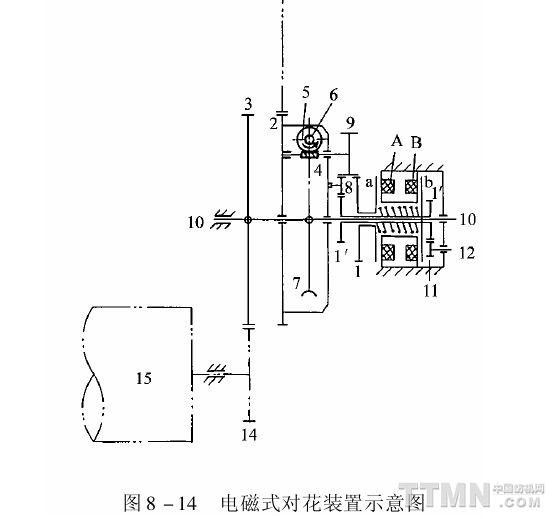
Ő곣ÔËŚȘʱŁŹ”çŽĆÌúAĄą”çŽĆÌúBȻ͚”磏֜Öá10ÉϔĞśłĘÂ֔ČȘËÙÏà”ÈĄŁĐèÒȘ¶Ô»šÊ±ŁŹ°ŽÏ°ŽĆ„ŁŹ”çŽĆÌúA»ò”çŽĆÌúBÍš”磏ÎüŚĄÄŠČÁĆÌa»òÄŠČÁĆÌbŁŹÊčłĘÂÖ1»ò1ŁŹÍŁŚȘŁŹłĘÂÖ9ŚȘ¶Ż»ò·ŽŚȘŁŹÍščęÖÜŚȘÂÖÏ”ŁŹÊčłĘÂÖ3șÍ»šÍČłĘÂÖ14»ń”ĂÒ»žöŃôŒÓŚȘËÙ(ÔöŽó»òŒőÉÙ)ŁŹŽÓ¶űÊ軚ÍČÓëÖŻÎïČúÉúÏà¶ÔλÒÆŁŹŽï”œÇ°șó¶Ô»š”ÄÄż”ÄĄŁÎ»ÒÆŽóĐĄÓë°ŽĆ„”ÄʱŒäł€¶ÌłÉŐę±ÈĄŁ
”çŽĆ¶Ô»šŚ°ÖĂČÙŚś°ČÈ«·œ±ăŁŹÄÜÁŹĐű¶Ô»šŁŹ”«œáččœÏžŽÔÓŁŹĐÔÄÜČ»č»ÎȶšŁŹÄżÇ°ÒŃœÏÉÙČÉÓĂĄŁ
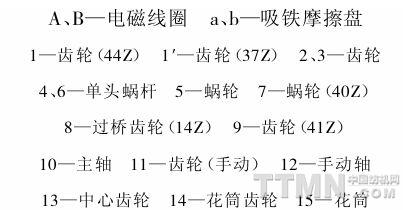
b.”綯¶Ô»šŚ°ÖĂŁșÓÖœĐ”çČ¶Ô»šŚ°ÖĂŁŹÊÇĿǰÆŐ±éÊčÓÔĶԻš·œÊœŁŹżÉ·Ö±đœűĐĐÇ°șó¶Ô»šșÍșáÏò¶Ô»šŁŹÈçÍŒ8ĄȘ15ËùÊŸĄŁ
ÖÜÏò¶Ô»šŁșÓÉÖĐĐÄŽółĘÂÖŽ«¶Ż”ÄŐęłĘÂÖ2șÍÎÏÂÖ7ŁŹ»îÌŚÔÚÖśÖá11ÉÏŁŹŐęłĘÂÖ2șÍÔČŚ¶łĘÂÖ3ÁŹÎȘÒ»Ì棏ÎÏÂÖ7șÍÔČŚ¶łĘÂÖ5ÁŹłÉÒ»Ì棏ÔČŚ¶łĘÂÖ3șÍÔČŚ¶łĘÂÖ5”ÄłĘÊęÏà”ÈĄŁÔČŚ¶łĘÂÖ4șÍÔČŚ¶łĘÂÖ6”ÄłĘÊęÏà”ÈŸź»îÌŚÓÚÊźŚÖ¶ÌÖá12ÉÏŁŹÊźŚÖ¶ÌÖá(»òŚȘ±Û)ÓëÖśÖá11ÏàÁŹœÓŁŹččłÉÁËÒ»ÌŚÖÜŚȘÂÖÏ”ĄŁÔČŚ¶łĘÂÖ5ÓÉ0.25kWĄą1400rŁŻmin”ÄÈęÏàÒìČœ”綯»úÍščę¶țŒ¶ÎÏÂÖž±ŒőËÙŽ«¶ŻĄŁ
șáÏò¶Ô»šŁșÓÉÓÚÍòÏòÁȘÖáœÚÓÒ¶ËǶÈëÖśÖáŚó¶ËÄÚŁŹŒÈÄÜËæÖśÖá»ŰŚȘŁŹÓÖżÉŃŰÖśÖá”ÄÖáÏòÉÔŚöŚóÓÒÒƶŻĄŁŐ곣ÔËŚȘʱŁŹÈęÏàÒìČœ”綯»úČ»ŚȘĄŁĐèÒȘșáÏò¶Ô»šÊ±ŁŹ°ŽÏÂÏàčŰ°ŽĆ„ŁŹÈęÏàÒìČœ”綯»ú17ŐęŚȘ»ò·ŽŚȘŁŹÍščę¶țŒ¶ÎÏÂÖĄąÎϞˌőËÙÆśŒőËÙŁŹŽ«¶ŻÍâÂĘÎÆżÇÌ棏Ç궯ÍòÏòÁȘÖáœÚŽű¶Ż»šÍČŃŰÖáÏòÉÔŚöŚóÓÒÒƶŻŁŹŽï”œșáÏò¶Ô»šÄż”ÄĄŁ
”綯¶Ô»šŚ°ÖĂÄÜœűĐĐÖÜÏòșÍșáÏòÁŹĐű¶Ô»šŁŹ°ŽĆ„ŒŻÖĐżŰÖÆŁŹČÙŚś°ČÈ«·œ±ăŁŹ”«œáččœÏžŽÔÓŁŹŐŒ”ŰĂæ»ęŽóĄŁ
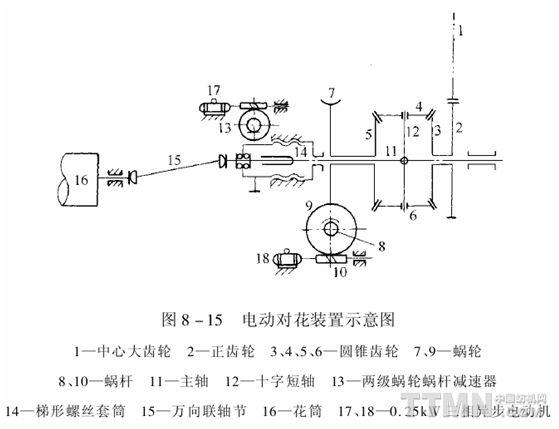
c.Æű¶Ż¶Ô»šŚ°ÖĂŁșÍŒ8-16ËùÊŸÊÇM172ĐÍÓĄ»š»ú”ÄÆű¶Ż¶Ô»šŚ°ÖĂÔÀíÍŒĄŁłĘÂÖ1Ąą2Ąą3
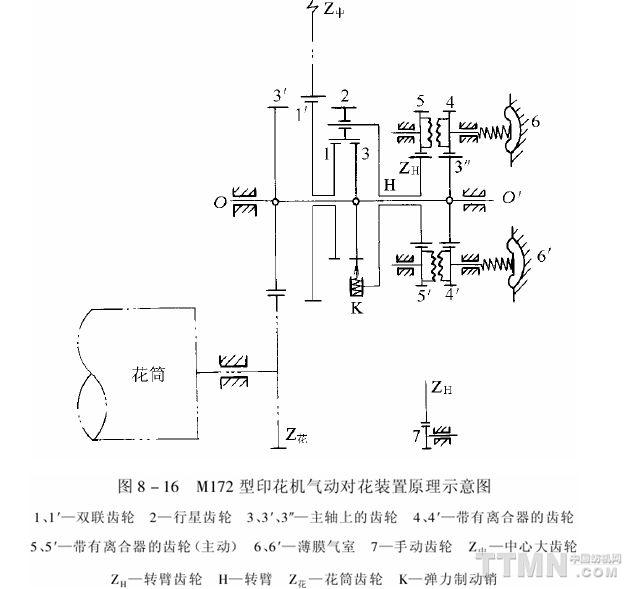
șÍŚȘ±ÛHččłÉÖÜŚȘÂÖÏ”ŁŹłĘÂÖ4ĄäĄą5ĄäșÍ4Ąą5žśččłÉÒ»¶ÔÍŹÖáĐÄÏß”ÄȻ͏ÖáłĘÂÖĄŁŐ곣ÔËŚȘʱŁŹ±ĄÄ€ÆűÊÒ6ĄäĄą6¶ŒČ»ÍšŃčËőżŐÆűŁŹłĘÂÖ4ĄäĄą4șÍ5ĄäĄą5·Ö±đžśÓÉÖśÖáÉÏ”ÄłĘÂÖ3ŁŹșÍŚȘ±ÛHÉÏ”ÄłĘÂÖZHŽ«¶Ż¶űžśŚÔÒÔÒ»¶š”ÄŚȘËÙ»ŰŚȘĄŁÖÜŚȘÂÖÏ”Č»ÆđŚśÓĂŁŹłĘÂÖ1Ąą3șÍŚȘ±ÛH°ŽÍŹÒ»·œÏòÒÔÏàÍŹËÙ¶ÈÈÆOOĄäÖá»ŰŚȘŁŹłĘÂÖ2ÈÆOOĄäÖáč«ŚȘ”«Č»ŚÔŚȘĄŁĐèÒȘÖÜÏò¶Ô»šÊ±ŁŹ°ŽÏÂÆű·§ŁŹÊčÆűÄ€ÊÒ6Ąä»ò6ÍšÈëŃčËőżŐÆűŁŹœ«łĘÂÖ4Ąä»ò4ÏòŚóÍÆŁŹłĘÂÖ4ĄäÓë5Ąä»ò4Óë5”ĶËĂæłĘÄöșÏŁŹłĘÂÖ5Ąä»ò5ÒÔ4Ąä»ò4”ÄËÙ¶ÈŚȘ¶ŻĄŁÍščęŚȘ±ÛłĘÂÖZHÊčŚȘ±ÛH”Ă”œÒ»žöŃôŒÓŚȘËÙŁŹÍščęÖÜŚȘÂÖÏ”ÊčÖśÖáOOĄäČúÉúÒ»žöŃôŒÓŚȘËÙŁŹŽÓ¶űÊ”ÏÖÖÜÏò¶Ô»šĄŁ ”çżÉÔÚÍŁł”ʱŁŹŚȘ¶ŻÊÖ¶ŻłĘÂÖ7ŁŹ”śœÚ»šÍČ”ÄÖÜÏòλÖĂŁŹœűĐĐÊÖ¶Ż¶Ô»šĄŁ
¶Ô»šÍêłÉșóŁŹĆĆłöÆűÊÒÖĐ”ÄŃčËőżŐÆűŁŹÀëșÏÆśÍŃżȘŁŹ»šÍČŒŽżÉ°ŽŐ곣ÔËŚȘËÙ¶ÈÓĄ»šĄŁÔÚÍŒÖĐKŽŠŚ°ÓĐÇżÁŠÖƶŻÏúŁŹżÉ·ÀÖččßĐÔÌÓ»šĄŁ
Æű¶Ż¶Ô»šŚ°ÖĂœáččœÏŒò”„ŁŹÖÆÔìœÏ·œ±ăŁŹ¶Ô»šÆű·§żÉŒŻÖĐżŰÖÆŁŹÁŹĐű¶Ô»šŁŹ¶Ô»šÎȶšŁŹ”«ÓŠŒÓÇż¶Ô±ĄÄ€ÆűÊÒșÍÂÖÏ””ÄÎŹ»€±ŁŃűĄŁ
(7)Ž«¶ŻŚ°ÖĂŁșÓĄ»šÁȘșÏ»ú”ÄŽ«¶ŻŁŹÓÉÓÚ±äËÙ·¶Î§čă(ŽÓĄ°ŽçĐĐĄ±”œ120 mŁŻmin)ŁŹčÊÒ»°ă¶ŒÓĂœ»ÁśŐûÁśŚÓ”綯»úŁŹŸŒőËÙÆśŒőËÙșóŁŹŽ«¶ŻÖĐĐÄłĘÂÖŁŹÔÙŽ«¶Ż»šÍČŁŹÈ»ș󟱻¶Ż”ÄłĐŃččőŽ«¶ŻșæÔïĄąłöČŒ”ÈČż·ÖĄŁŒŽČÉÓĂŒŻÌ掫¶Ż·œÊœŁŹÈçÍŒ8ĄȘ17ËùÊŸĄŁ
ÎȘÁËÓĐÀûÓÚÓĄ»šșÍșæÔïÁœČż·Ö”Äł”ËÙĐ”śŁŹÏÖ¶àžÄÎȘÖĐĐÄłĘÂÖÖáÍščęÁŽÌőŽ«¶ŻșæÔïČż·ÖŁŹÆäŒäŚ°ÓĐł”ËÙ”śœÚŚ°ÖĂĄŁŽËÍ⣏ÔÚșæÔïČż·Ö»čĆäÓĐŚšÓÔ綯»ú”„¶ÀŽ«¶ŻŁŹÒÔ±ăÔ€ÈÈĄąÇćÏŽșÍŽŠÀíčÊŐÏĄŁœüÄêÀŽŁŹÓĄ»šÁȘșÏ»úžśÖśÒȘČż·ÖŽó¶ŒČÉÓĂ”çŽĆŚȘČîÀëșÏÆśșÍÖ±Áś”綯»ú”„¶ÀŽ«¶ŻŁŹŚÔ¶ŻÍŹČœ”śËÙŁŹŒŽ¶à”„ÔȘ»ú”„¶ÀŽ«¶Ż”Ä·œÊœĄŁ
|






