根据此项参数可将纬纱的根数换算成布的米数,然后统计织布产量。除了设定的位数不同以外,纬密的输入与布长输入基本相同,小数点不影响设定,因此可参照布长进行输入,“回车”确认后退出到二级菜单。
二级菜单的第五项是“班产清零”,按“↓”键,移动反色条到“班产清零”,按“回车”键选中该项,显示如图1—58。
“班产清零”清除包括当前班次的产量,继纬数,断经数,效率等统计参数。按“9”键,取消操作回到二级菜单,按“0”键,清除以上内容,然后提示“已清零”,如图1—59,按“回车”后返回到二级菜单。
二级菜单的第六项是“总产清零”,按“↓”键,移动反色条到“总产清零”,按“回车”键选中该项,显示如图1—60。
“总产清零”清除统计的总织布产量。其操作与“班产清零”相同。主菜单的第二项是“IC卡操作”,进入此项后,显示如图1—61。
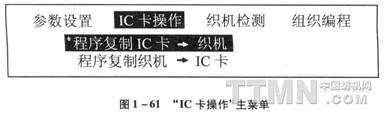
“IC卡操作”项是专为方便用户而设计。以往,织机在更换新品种时,每台电控箱都要从新设定一遍组织程序,这是一项既繁琐又重复的工作,而且新程序编好,旧程序被冲掉,组织程序无法长期保存以备后用。而IC卡在织机组织编程中的应用,很好地解决了以上问题,一片比卡可同时储存16个不同品种的组织程序,每个程序最大可同时设定长达6000段的选纬程序,这样在多台织机织同一品种时,只需在一台织机上设定该品种的组织程序,然后复制到IC卡上,再利用IC卡将程序复制到其他织机上即可。如果该品种在一段时间内不再生产,可将其程序保存在卡上,以备将来再次使用,IC卡的数据可保存10年以上而不会丢失。
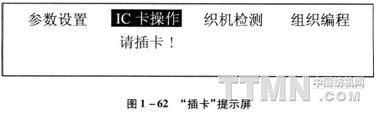
“IC卡操作”的二级菜单共有两项,按“↑”“↓”键,任选其中一项,按“□/■”键返回主菜单,或按“→”“←”键直接进行其他主菜单项的选择。“程序复制IC卡→织机”是将IC卡上的程序复制到织机“回车”确认,此时如卡已插好,屏幕提示如图1—63,如果此时没插卡,屏幕提示如图1—62。
卡插好后,屏幕提示如图1—63。
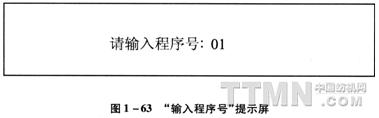
输入程序号01—16,然后“回车”确认,屏幕提示如图1—64,同时指示灯亮。
复制完成后指示灯灭,返回主菜单。
“程序复制织机→IC卡”与“程序复制IC卡→织机”的操作完全一样,不同的只是复制的方向不一样,前者是保存程序到IC卡,而后者是从IC卡调用程序。
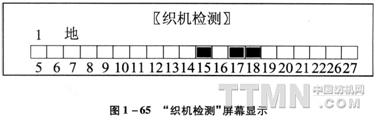
主菜单的第三项是“织机检测”,“回车”进入此项后,屏幕显示如图1—65。
|