ժ Ҫ�����ļ���̨��DVP20PM�˶�������PLC��Ӳ���������ṹ����������Ӧ���еķ������ص㡣
�ؼ��ʣ�PLC �˶����� ������ ����ϵͳ CAM �岹����
1 ����
�����Զ����豸�Կ��Ƶĸ߾��ȡ�����Ӧ������IJ������ӣ��Զ������Ƽ���������ߣ���ȷ�ĸ��ٶ�λ���Ƶõ��㷺Ӧ�ã�PLC��һ��ҵ���Ʋ�ƷҲ�����ڵ�������������չ���˶���������ʵ��������PLC����ɵ��˶����ƹ��ܡ�
���˶������д��������������Ϥ������ϵ ͳ�����Ǽ�����˶��忨����ɣ���Ȼ��Ϊר�ŵIJ�Ʒ�ܹ�ʵ�ָ��ӵ��˶��켣���ƣ���ͬʱҪ���һЩ�������Ŀ��ƾͲ���PLC���㡣̨��DVP20PMϵ��PLC���ٶ�λ��˫�����Լ�Բ���岹��ܿɱ�̿������������PLC���������ƺ�����ϵͳ�˶����Ƶĸ����ŵ㣬�ڹ���������˫��岹�ĸ��ٶ�λ����
2 ̨���˶�������PLCӲ���ṹ
DVP20PM��̨���˶�������PLC��DVP20PMͨ��ǰ��������չ�ڼȿ���ΪPLC����ִ��Ҳ����ΪEH2����������չģ��ʹ�ã�����X0-X7��Y0-Y7����������������˵㣬����������ҡ�֡�����źš�ԭ���źš������źš�������ֹͣ�ȸ����źŽӿ�����Ӧ������
DVP20PM��������64K������������ڴ棨Flash������֧��100���˶��������������߿ɴ�500KHz�����߱�����ԭ�㷵��ģʽ��֧��PLC˳�����Լ���λ����(G ����M�룩����������Ӳ�����ּ���20PM ��ɡ�
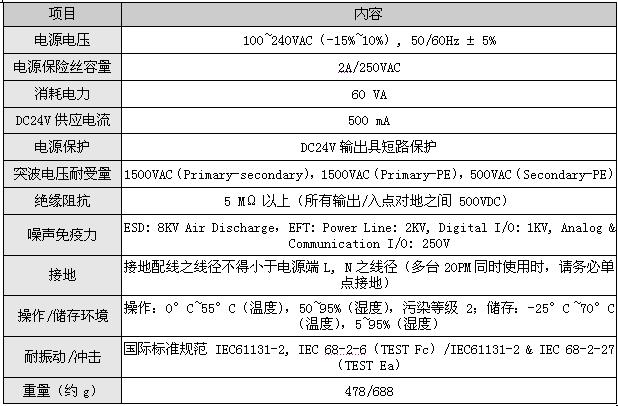
2.1 ��Դ
DVP20PM��Դ���μ���1��
��������������������������������������������1 ��Դ���
I/O����
�μ�ͼ1��DVP20PM�ṩ���������������������̨��ͨ��PLC��������ͬ�������֧��SINK��©������SOURCE��Դ�������ַ�ʽ�������Ҳ�м̵�������;���������ѡ��
�������������������������������� ͼ1
��Ҫ�ᵽ���������˶������е�������������㣬�������£�
START0��START1����������
STOP0��STOP1��ֹͣ����
LSP0/LSN0��LSP1/LSN1���Ҽ�������/��������
A0+��A0-��A1+��A1-����ҡ��A����������+,-����ź����룩
B0+��B0-��B1+��B1-����ҡ��B����������+,-����ź����룩
PG0+��PG0-��PG1+��PG1-�����Ѷ������+,- (��ź�����)
DOG0��DOG1��ԭ��ع�Ľ����ź���������˶��������ź�
CLR0+��CLR0-��CLR1+��CLR1-������źţ�Servo�������ڲ�ƫ�����������źţ�
FP0+��FP0-��FP1+��FP1-����������˿�
RP0+��RP0-��RP1+��RP1-����������˿�
��ע��0��ʾ��һ�ᣬ1��ʾ�ڶ��ᣬ��START0��ʾ������һ�ᣬSTART1��ʾ�����ڶ��ᣬ�����ź��������ƣ�
�Ӷ��ӷֲ����Կ��������˳��õļ�������ֹͣ�ź��⣬�����˹�������PG����ҡ�ֹ�������ˣ���ҡ���ǻ���Ӧ���г��ö��ر����ܣ������ù����ź��ھ�ȷ���Ƴ����������õ�����Ȼ������˵��λ�����ж����õ���DOGԭ���źš�
���߹��
һ��I/O�����߾Ͳ������ˣ����Թ�עһ��PLC�Ƚ����õ��IJ�����������ʽ�����ź�����һ�����������ģ�һ��Ҫע���������ȷ��ɣ��μ�ͼ2��ͼ3��
������������������������������ͼ2�����������ʾ��ͼ
��������������������������������ͼ3����������ʾ��ͼ
3 ̨���˶�������PLC�����ṹ
3.1 DVP20PM����ṹ
����20PM���������PLC˳�������Ƽ�˫��岹��λ���ƵĹ��ܣ�����ڳ���ܹ�����Ҫ��ΪO100������Ox�˶��ӳ���Pn�ӳ���������࣬����˻���ָ�Ӧ��ָ��˶�ָ�G Codeָ�ʹ������Ƹ���Ԫ�����ṹ���������������PMSOFT�������б༭���μ�ͼ4��

������������������ ͼ4 ������ƽ���
��1����������������O100��Ϊ��ʼ��ǣ�M102��Ϊ������ǣ���PLC˳����Ƴ�����ҪΪ������������ִ�У���O100�����������У�����ʹ�û���ָ�Ӧ��ָ����ڳ���������Ox0~Ox99�˶��ӳ�����Pn�ӳ�����Ҫ�ṩ�����Ƴ���Ľ������Լ��˶��ӳ�����趨���������ơ�
��3���˶��ӳ���Ox0��Ox99�˶��ӳ���Ϊ�˶����Ƴ�����ҪΪ����20PMϵ����������X-Y��˫���˶�֮�ӳ�����Ox0��Ox99�˶��ӳ��������У���֧�ֻ���ָ�Ӧ��ָ��˶�ָ�G��ָ����ڳ����пɹ滮����Pnָ���ӳ���ͨ��PLC�ṩ���ڲ���D��M�����ӳ���Ŀ��ơ���Ҫ�ṩ�˶��ӳ���Ľ������Լ��˶��ӳ�����˶����ƣ��ڼܹ��Ͽ�����20PM���˶�ָ�G��ָ��滮����
��4�� �ӳ���������˵���ӳ�����ָ��Pn��ͷ��һ�����ӳ�����Ҫ�DZ�O100������Ox�˶��ӳ�����õ��ӳ�������O100���������Pnָ�룬��Pnָ���ӳ���֧�ֻ���ָ�Ӧ��ָ�����Ox0 ~ Ox99�˶��ӳ����е���Pnָ��ʱ����Pnָ���ӳ������ο�֧�ֻ���ָ�Ӧ��ָ��˶�ָ�G��ָ�
3.2 PMSOFT��������
��̨��PLC��WPLSoft�������ƣ�DVP20PM�ı������PMSOFT����IEC61131����ƣ���������ͼ���������ֱ�̷�ʽ���Ҿ���G����롢������ʾ������ע�͡�װ��ע�͡���ߡ����Ƶļ�ش��ڡ��˶�ָ���ٵȱ��������ṩ���û����ر�ֵ��һ����Ǹ����������˶��켣���湦�ܣ������༭�ó��������ô˹��ܶԼӹ��켣����ģ����ʾ���μ�ͼ5��
Ϊ�����л����ݴ��ڣ�ֻҪ��ѡϵͳ��Ϣ���е���֦״��Ӧ�ij����ţ��Զ��л���Ӧ�ij���༭���ڣ���PMSoft�༭������ͬʱֻ����һ������ͼ���ڣ�����Ϊ�����Ӵ��ӳ�������Ѱ���㣬ͬʱ���������˶��ӳ���һ���ӳ��������ֳ���ģ�黯������O100������ֻ��һ���༭���ڣ�Oxn�˶�������100���༭���ڣ�Pm�ӳ�����256���༭���ڣ��ܹ���357�����ڣ�ÿ������δ�༭����10 network������༭������������ɣ�ÿ������������������������༭��������ɣ��ڱ༭�����У��Զ��������ṹ��ȷ�Ľ���ͼ��ʹ���������������ⲹ�ߵĶ������������α༭�����д�����ʾ���ܡ�
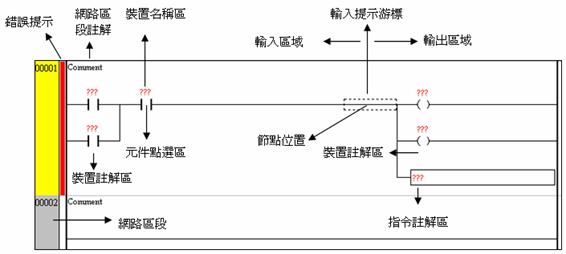
������������������ ͼ5 ����ͼ��̽���
4 �˶����Ʊ��
4.1 ��ظ���
��̸��DVP20PM��Ʒ��Ӧ��֮ǰ�����Ƕ����¸������һ����Ҫ���ܡ�
��1���岹���岹������ɹ켣��ֱ�߶λ����߶ε������յ�֮�䣬��һ�����㷨�������ݵ���ܻ���������ȷ��һЩ�м�㡣�Ӷ�Ϊ�켣���Ƶ�ÿһ���ṩ�ƽ�Ŀ�ꡣ
���ȽϷ������ĸ����������б�Ϊ������ÿ��һ����Ҫ���ӹ����˲ʱ��������Ӧ������ͼ���ϵĵ���Ƚϣ��б�һ��ƫ�Ȼ�������һ������������ӹ����ߵ�ͼ������ȥ�ˣ���ô��һ����Ҫ��ͼ�������ߣ�����ӹ�������ͼ�����棬����һ����Ҫ��ͼ�������ߣ�����Сƫ��������ܵõ�һ���ӽ�����ͼ�εĹ켣�������ƫ�����һ�����嵱����һ���������������¹���̨���߹��ľ��룩��
��2��ֱ�߲岹���������һ�������ڼ����ͼ����ʾ,�������ؼӹ��Ľ����ߵ�������£������ؼӹ�Ϊ���ӣ�
һ����������������Ƕ��ֶ����ģ���ֱ�ߣ���Բ����Ҳ�п������������ߣ������ߵȡ����ػ����ĵ��������Dz��������ߵ�ʵ������ȥ�ߵ��ģ����ǽ��Ƶ�����������С��ֱ��ȥ�ߵ����ߵ��ķ���һ����x��y����
�岹��ʽ��:ֱ�߲岹,Բ���岹,�����߲岹,�����߲岹�ȵȡ�
��νֱ�߲岹����ֻ������ʵ��������ֱ�ߵIJ岹��ʽ(�������ֱ��,Ҳ�����ñƽ��ķ�ʽ��������һ�ζ��߶�ȥ�ƽ�,�Ӷ�ÿһ���߶ξͿ�����ֱ�߲岹��).���ȼ�����ʵ��������ʼ�㴦��x������һС��(һ�����嵱��),�����յ���ʵ���������·�,����һ���߶���y������һС��,��ʱ����߶��յ㻹��ʵ�������·�,�������y������һС��,ֱ����ʵ�������Ϸ��Ժ�,����x������һС��,����ѭ������.ֱ�����������յ�Ϊֹ.����,ʵ����������һ�ζε�����ƴ�Ӷ���,��Ȼ������,�����������ÿһ���ߵ��߶ζ��dz�С(�ھ���������Χ��),��ô�˶����ߺ�ʵ���������ǿ��Խ��Ƶؿ�����ͬ�����ߵ�--�⼴��ֱ�߲岹��
��3��������岹��һ����Ŀռ�λ����Ҫ�������꣬�����ռ�λ����Ҫ�������ꡣ
һ���˶�����ϵͳ���Կ��Ƶ�����ĸ����������˶�����ϵͳ��������������ͬʱ�����˶�������ĸ����������˶�����ϵͳ������������������������˶��켣����һ���ĺ�����ϵ������ֱ�ߣ����������ߣ��������ߡ�ֱ�Ӽ���ó��˶��켣������ֵ����Ҫ�õ��˳������ߴη���������������Խ��������ռ�úܶ��CPUʱ�䡣Ϊ��ʵʱ���ٿ����˶��켣������Ԥ�ȶ��˶��켣����ֱ�ߺ�Բ����ϣ���Ϻ���˶��켣����ֱ�߶κ�Բ��������ɣ��������˶��켣ʱ��ÿһ����˶��켣����ǰһ������������ͨ���岹����õ��������ͰѼ����Ϊ����������λ�ͼӼ�����
ʵ�ֶ���������ֱ�߲岹�������ѣ�Բ���岹һ��Ϊ�����������岹��������ж����㷨������ "DDA �㷨"��"���ȽϷ�"��"������"��"��Сƫ���Bresenham �㷨��"�ȣ�������Сƫ�������С��ƫ��ͽϿ�������ٶȡ�
DVP2












