�й���֯����ѧ����֯רҵίԱ�� �������ܰ��
0 ����
��1995���һ̨�������������Ƴɹ��������ҹ������������г���ķ�չ���ݲ���ȫͳ֭��Ŀǰ������������ռȫ�������豸��25�����ҡ����ͬʱ�������������о�Ҳ���˺ܿ�Ľ�չ����ͻ����Ƭ������ٶȡ��߿��ɡ��߳��ӵ��������ܽ�����������յ�ì�ܺ��ɣ�������˿��ɡ��ᡢ���ʡ�����˵�ԭ���ָ��ݸ��صľ�����й��ɡ��ܽᡣ
1 ���������յ�ì�ܺ���
Ҫ�о������������豸��Ϻ������õĺ����ԣ�����Ҫ�˽����ѭ�������ġ�һ��ì�ܺ��������ɡ�������������������̽�����ܽᣬ����������ì�ܺ������ˡ����Ƚ���������ʶ��
1��1 һ��ì��
��Ҫָ�����ɶȡ�����Ч�ʡ��������ʺͶ���������֮��Ĺ�ϵ��������֯����ѧ��1993��Ա���4�������������Ŀ��ɶȡ�����Ч�ʡ��̾��dz���Ч��Խ�ߣ����ɶ�Խ�ã�����Ͷ���������Խ�ߡ�������һ�����й�����ì�ܡ�
1��2 ��������
1��2��1 ������������Խ��������Խ�ã�������Խ�� ԭ����������֯��AFIS��ά����Ƕ�ԭ���������豸����ᡢ���ʱ仯���вⶨ(��1)��
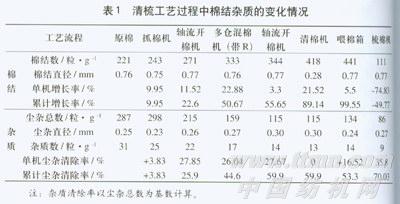
�ӱ�1�ɿ������¹��ɣ�
1)���ڿ����������������ģ����������ݼ��ģ��ر����������ճִ��ʹ�ἱ�����ӣ�
2)���������豸�������࣬������������������Ļ������࣬�����Ӽ��ٵĻ���Ҳ���ࣻ
3)�����������������ʶ������Խ���ȥ������80�����ϡ�
1��2��2���岿���ٶ�Խ�ߣ����ޡ�������Խ��
��ȥ���ڹ���ǿ���������յĿ��ɶȺͳ������ã����Ը����Ŀ��岿���ٶȱȽϸߣ����Ǵ����ᡢ���ĸ�����(��2)��

1��2��3�塢�����Ч���л�����
�������ܽ�����������ʱ�������塢�����Ч���л����ԣ��籱����֯����ѧ��1993��IJ��Ժ�ͳ��������ʾA����������Ч��Ϊ68������������Ч��Ϊ28��8���������ܳ���Ч��Ϊ96��8����D����������Ч��Ϊ32��03����������Ч����Ϊ63��57���������ܳ���Ч��Ҳ�ﵽ95��6����
�ݴˣ����ǿ��Կ�������ȥΪ�ﵽ�����Ŀ��ɶȡ�����Ч��ָ�����߿����ʼ����ٶȺ;�ݼ��ܵȣ���һ����ȡ�úõ�Ч��������Ӧ��̽��������Ӻ����ֹ������⣬�Ա�ȫ��ظ��ƺ������������ɴ������
1��3���Ṥ�պ��豸�ĺ����DZ�����άԭ�е����Բ��ܻ�������
�����忴���ᡢ���ʵ�ȥ�������Ṥ�����л����ԣ�����������������������Դ������豸�����ա�����Ҫ������������������Ҫì������ޣ�����������Ӱ���ɴ��������Ҫ���أ�����������֯���ŵ�������(��3)���˵������㡣
�ӱ�3�ɿ����������������ĸߵͣ�ֱ��Ӱ���ɴ����������Խ�࣬��ɴ�õ��Խ�ࡣ������ڲ�������ά�˶�����Ч���ƣ������ڿ��Ƹ�����ά�������������ά��ֱƽ�жȣ������ڴ�ɴ���ڽṹ�������Ӷ����ϸɴǣ�켰Ħ�����粻�ȶ������ɲ�ֽڡ�ϸ�ڡ���������ǿ�������ɴë��ࡣ��ˣ���α�����άԭ�е����Բ��ܻ�������Ҳ��������ά���ˡ��������������Ṥ�յĺ��ģ���һ���ۺ��Ե�ϵͳ���⡣
2 ������������������
Ҫ�ú���������������豸�����պ�����3�����档���ݸ��ؾ��飬�ɸ���Ϊ1��������2��Ҫ�㡢6����ʩ����̽�����¡�
2��1 һ����������ѡ���豸
�����������豸�ڶ࣬ѡ���豸����Ҫ����
2002�걱���Ļ�չչ����10�������������ߵ��豸��������������Ϊ3��ģʽ��
1)����ץ��һ����������һ��ֻ���һ������һ�������ֱ�����ʿRieter(����)���ൺ���Ļ���˾չ����
2)����ץ��һ��������һ��ֻ���һ���̹�����һ�������ֱ��ɵ¹�Trutzschler(��������)�������Marzoli(������)��Ӣ��Crosrol(����˹��)��̨�������֣�ݺ��Ļ���5�ҹ�˾չ����
3)����ץ��һ����������--��ֻ���--��һ����--�ڶ�����--���������ս�̳�Ļ���̨��������˾����չ����
3��ģʽ��ǰ�����û���Ϊһץһ��һ��(����CrosrolΪ�Ȼ��)��ֻ�ǻ�̨���ܲ�����ͬ����Ҫ��ͬ�ں���������ʽ��3��ģʽ�Ĺ������Լ���4��
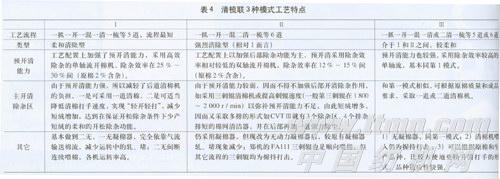
�ۺ���������������������ì�ܡ����ɺ��ٲ�����Ҫ������������һ��ģʽ������Ԥ��������ǿ�ĵ����������϶����̵���������Ϊ�á�
���Ӹ���ʹ�õ�ʵ�����������3��ģʽ�������ŵ���س�����һ��ģʽ�Է��и�֧���ᡢ����ɴ��9��7��19��4tex(Ne 30��60)Ϊ�ã��簲���ij��������ij������ô�ģʽ����ȡ�ýϺ�Ч�����ڶ���ģʽ���ں��ӽϸߵ�ԭ��ʱ���ߴ�֧ɴʱ�Ϻ��ʣ���������ģʽ��Ӧ������ǿ�����̿ɳ��ɶ̣�����һ�������������������������ڳ�����Ʒ�֣�ͬʱ�Թ�ģ������Ʒ�ֽ϶����ҵҲ�����ˡ�
2��2 ����Ҫ��
������������ì�ܺ��ɣ�����Ҫ������������Ҫ�㡣
2��2��1������һ��ì�ܣ������ᡢ���ʡ������
���ɡ������ǿ�����һ����Ҫ���ܣ�����Ч��ҲI�ǿ�����һ����Ҫָ�꣬������Ч�ʡ����ɶ����ᡢ��������һ��������ص�ì�ܡ�����������ì�ܵ�Ҫ����Ҫ�˷�Ƭ���������ɶȺͳ���Ч�ʵ����������ᡢ���ʡ�����ˡ�
���嵽������Ч�����ն���Ϊ�ˣ��ܽ���ؾ���ɸ���Ϊ��
1)����Ҫ�����ɴ����ָ�ꡢ�û������Լ���������ԭɴ��Ҫ��
2)Ҫ�����ᡢ���������ʣ�һ����������ޱ�ԭ���������ʿ�����80�����£���߲�����100����ͬʱ���ޱ�ԭ�Ķ�����������߲�����1��������������������������
3)����ԭ����������������ա�
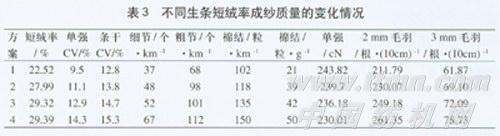
�᳹����ָ��˼�룬�Ϳ����ڱ�֤�������ɴ����Ҫ���´ﵽ����Ч��ǡ�����ᡢ���������ٵ�Ŀ�ġ�������ij�������CJ 14��6tex��CJ18.2tex��ԭ����L03��ʱ�����õ�����FAl05�����ٶ�500r��min������FA116�̹��ٶȽ���320r��min(һ��Ϊ500��600r��min)����AFIS�������飬���ޱ�ԭ��������59��2�������ѿ�������18��4�������ӽ���43��5����16mm���µĶ��ޣ�����������1��5���ٷֵ㣬����������0��43���ٷֵ㣬ȡ�ýϺ�Ч����
2��2��2����Ҫ�����ֹ�
������Ӻ����ֹ������ǶԳ���Ҫϵͳ���ǣ���������ȥ���ı��������ޣ����������ų��ı��廨���Դﵽ���Ч����
���������������ڶ����̺��3������㣬�����ޡ����ޡ�����3����������������ĺ����ֹ��Ȱ�������֮�䣬Ҳ�������ޡ����ޡ���������֮��ķֹ���
����̬��˵�����ߵij���Ҫ���ǿ������ӣ��������ӣ�����С�ӣ�Ŀǰ�綨���С�С�ӵı���û�С��������˵�ij��Ӻ����ֹ�ֻ�ܸ���ʵ��������̽�֡���ν���Ӻ����ֹ���ʵ���Ͼ�������֮��ij��ӷ��䡣���ݳ�����۵ľ��飬�������ԭ���Ӷ��٣���������������������1����1��1�����ڵ�Ҫ����Ҫ���������ӹ��Ͷ�������ά��������ޡ�
����������֤������֯����ѧ��4�ֹ�����D���ա��ù��ճ���Ч��Ϊ4�ֹ�������͵ģ���32.03�������ù���ʹ��ԭ������Ϊ1.26��������������Ϊ1��26 X (1��32��03��)=0��857��������1���ǿ��к����ġ�D���յij�ɴ����Ҳ�ﵽ��˹��89����25��ˮƽ�����ҵ�ǿ������4�ֹ�������õġ�
ʵ�������У����������ܳ���Ч��Ӧ����ͳ����Ըߣ�һ��������5������Ϊ�ˡ�
Ϊ�����Ԥ����������ʵ�������������Ͷ��������ʣ��Կ������ڲ��ij��ӷ���ҲӦ��ע��һ�㿪�ޡ�����֮����ӷ�����1��lΪ�ˣ������������ܳ���Ч��Ϊ50��ʱ�������ij���Ч���Բ��Ͷ�25��Ϊ�ˡ�
2��3 ������ʩ
2��3��1���ӵ�һ������������ץ��ϸץ��ץС��ץȫ��ץ��
Ҫ���Ӻá���Ͼ��ȣ���Ҫ�������ڿ��ɺá�����С������Ҫ���ӵ�һ������
1)��ץ���ݹ���ʵ�����飬ץ���ٶȺͶ������������ȣ�������������(<16mm)��ץ���ٶ�1 565r��minʱΪ20��9��������1 340r��minʱΪ19��72�����½���1��18���ٷֵ㣬����Ҫ��ץ������һ���Ѵ�1 600r��min����1 250r��min���ң����е���ҵ�罭����������˾����650r��min�����Խ�һ������ץ���ٶȣ�ʵ����ץ��DZ������С������2 300mm������ץ�ۣ���ȫ���Խ���1 000r��min���¡�
2)ץȫ������˲ʱץ�ijɷ�Ҫ�ࡢҪȫ������Ҫʮ��ע�������ް����Ű�ͼ����ʹС��Ԫ����ҲҪ��ˡ�����ץ�����κ�����ץ��ʱ������ץȡ�ijɷ��ܽӽ����ޱ���ƽ���ɷݡ��ڶ����Dz��ÿ���ץ�ۣ�����2 300mm����һ�ο�ץȡ�ɷ�Ϊ3��5������l 700mm��ֻ��2��4�����������ץ���ڵ�����������»���������ϸץ����ץ������ά��












