������
0 ǰ��
�ڻ�����ǣ������У���������Ҫ�ķ�ɴ���ġ����Է��С��ֺ�ɴΪ������Ʒ�ķ�ɴ����������ĥһֱ���ô�ͳ���豸���ա��ҹ�����WTO��Ϊ��ϸ��ɴ��֯�ߵ�����������г������������в��ٷ�ɴ���ӹ����������Ƚ��ķ�ɴ�豸������Щ�豸�Ľ���ĥ����ڹ���ĥ�������ϻ�ĥ���Ѵﵽ����Ҫ�����Ƿ�ɴ���ձ鷴ӳ��-���������⣬��
����Ϊֹ���о�������ĥ�����Գ�ɴ������Ӱ������ҵ����ʿ�д�ɹ�ʶ��������ɴ����ϸ��ɴ��Ҫʹ�ø߾��ȵĽ�������ĥ�¸߾��ȵĽ�������Ҫ�����Ƚ������ȸߵ�ĥ��������
FU266��ĥ����������Ϊ����Ӧ�ö����ƿ����ģ�����������ԭ������������Ҫ���ܡ�
1 Ӱ�콺����ĥ�����ļ�������������
������ĥ�¼ӹ���ı�������ɰ�ֱ����ĥ���뽺��������˶��������Ŀ̺���ɵı��棬����λ����ϵĿ̺���Խ�࣬�̺�Խϸ�ܡ����ȣ������ֲڶ�RaֵԽС����Ϊ����ĥ�¹����еļ������ء�������������ɢ���Բĥ��ʱɰ�����ױ���������֮ĥ�������пڼнǽϴ�һ��Ϊ90o��120o��ĥ��ʱ�����гʸ�ǰ���ڽ������滬�����̻����ɴ˲�������������������ʹ�ӹ��淢�����Ա��Ρ����Ա��λ�Խ�����ĥ�¾��Ⱥͱ���ֲڶ���ɽϴ�Ӱ�죬��Ϊ����ĥ�¹����е��������ء�
���ڷ�ɴ����20����80���֮ǰʹ��Ӳ������Ӳ�����۶�A80�����ϡ�1984���Ӳ�Ƚ�����ʼ�ڷ�ɴ��ʹ�ã�Ӳ�����۶�AT0�����£���Ӳ������ȣ�����ĥ�¹����Ը���һЩ(ĥ�µ�Ӳ�Ƚ���ʱ������ֲڶȸ��Ѵﵽ����Ҫ��)�������꣬��֯��ҵЭ���ڷ�ɴ�������ƹ�ʹ�ñ��治������������ͳ�����Ͻ��ܣ����ֽ����ϱ��洦��������ĥ�����ӳ�һ�����ң����Ҳ��ƻ���ʹ�ñ��治���������ı�Ҫ���ţ��ǽ�����ĥ��������ı���ֲڶȣ�ֱ�Ӿ����ϳ�ʹ�á�����֤��������ֲڶ���ĥ�¹����еļ������غ��������ص�Ӱ�죬����ʱ��ͨ������ѡ��ĥ�����Ȳ��������Կ��ơ�
2 ����ĥ���˶���ĥ������
ɰ�ָ�����ת��ĥ�������˶����ɽ���ĥ�¹����еļ������ؿ�֪�����ɰ����ת�ٶȿ��Խ��ͽ�������ֲڶ�ֵ����ת��̫�������е����ĥ�¾��Ȳ�������ˣ���ѡ���˶������ٶ��ǿ���ĥ�������Ĺؼ�֮һ�������˶��⣬���н�����ת�١�����������ͺ��������(�Ե����)���ı����е�һ������������ʹĥ�¹����еļ������غ��������ط����仯��
�����˶������ٶ�ȷ���Ժ�ĥ��������Ҫ���о������������ĺ������á�
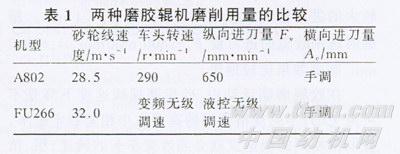
��1�г��˹���A802��ĥ��������FU266��ĥ�������ĸ�ĥ�������ıȽ������
�ɱ�1��֪��A802��ĥ��������ǰ����ĥ�����Ƕ�ֵ������ɰ�����ٶ�����ʹ���е�ĥ���������ֱ������Խ��ԽС�������������ɰ��ʱ���ٶȽ�ʣ18 m/s��ɰ�����ٶȽ��ͣ�������ֲڶȶ�������Ϊͨ����λ�����ĥ�������٣�����������ӵ�Ե�ʡ�ĥ�½���ʱ��ɰ��ĥ������������Ƿ���ĥ��״̬����Ҫ���ء�����֤�����������v��vw�ı�ֵ�йأ�����q=v/vw (1)
ʽ�У�
q--������ȣ�
v--ɰ�����ٶȣ�
vw--�������ٶȡ�
��������ѡ�ò�ͬƷ�֡���ͬ���Ľ�������ĥ�£������������з����ȽϺ�q��65ʱĥ�½�������������Ϊ���롣��ϸɴ����Ϊ����
FU266ɰ�����ٶ�v=32 m/s
����ֱ����=30 mm��
�������ٶ�vw=0.03���С�320/60=0.5m/s
����(1)ʽ��q=32/0.5=64
��ȡ��ͷת��Ϊ320 r��minʱ��ĥ�½�������ֲڶ�Ra����0.5��m��ÿСʱ90�ĺ�ˮƽ��
q����������ɰ��ĥ���ϵĸ�����֮���ӣ�ĥ�������¶�Ҳ��֮�����������˽������棬���½�������ֲڶȶ���֮��q��С��ĥ�½��������������ƣ�������֤��qС��60�����漸�ξ��Ȼ��ܵ�һ����Ӱ�졣ͨ��(1)ʽ���ǻ��ɵ�֪����ɰ��ĥ��ֱ����С��ֻҪ�ı䳵ͷ�ٶ�vw��Ҳ����q���������ĥ����Χ�ڡ�
���������Fv���ͺ��������Ae�ı仯Ҳ���ĥ������ĥ���ȡ�ĥ��Ч�����Ӱ�죺Fv��Ae�Ӵ�����������ӣ�ĥ��������ĥ�������ߣ���������ֲڶ�ֻnֵ���ߣ���ĥ��Ч����ߡ�FU266��ĥ����������40 mm����ɰ��ĥ������ĥʱ��ѡ�ýϴ�Ľ�����Fv��1000mm/min��Ae��1mm����ĥʱѡ�ýϵ͵Ľ�����Fv��800mm��min��Ae��0.2mm��ĥ��Ч���Ƚ����롣
�ڽ���ĥ���˶��У�ɰ��ĥ�����ٶ��½��Dz��ɱ���ģ���ͬ�����ֱ����С�����ʮ���ף�Ҫȡ����ͬ�����ٶȾͱ���ı䳵ͷ��ת�٣��֡���ĥʱ����Ҫ�����������Ҳ������ͬ����֮��ĥ��������ĥ������Ӧ������ʹ����������Ҫ���仯����Ȼ�������������ĥ�½��������������FU266��ĥ��������ͷ���ñ�Ƶ�����٣������ߵ�����Һ�������ٵ�ԭ�����ڡ�
3 FU266��ĥ�������Ľṹ�ص�
�����ľ�������������������ĥ��������Ҫָ�ꡣ�����������Ҳֱ��Ӱ���ɴ����������ɴ��ǿ�ȣ��ڼ�������»�������������ɴ���ҹ���֯��ҵ��(FZ��T92013-1992)4.1.3�涨�����������ǵľ���Բ��������ֵ������0.015mm��A802��ĥ��������ҵ��(Q��YFJ 9302-2000)��4.3.4�涨��ĥ�½����ľ���Բ����������0.04mm������ָ�����Ե��ڷ�֯��ҵ������������о���Բ��������Ĺ涨��������֪����ĥ�����ľ���Բ������һ���ۺ��������������������װ�ж�λ�������������������ȡ�������������������г���ʱ��ʹ��ĥ������е�����ĥʱ�������͵ģ���ĥ�����������Ǿ�������Ч�ؿ��ƺú������Ա�֤������ĥ����ۺ������С��Ϊ�ˣ�FU266��ĥ�������ӻ�е�ṹ�����칤�վ�ִ�����ϸ���ڿر��������������ר�õ��ֶ�������ĥ�оߡ�
3��1 FU266��ĥ�������Ľṹ�ص�
ĥ����������Ҫ������ĥ�������ϵ�Ӳ�Ƚϵ͵IJ��ϣ������Ӧ����������㡢���ȸ߲���Ӧ�������������ص㡣ɰ�ּ�(ĥͷ)��Ӱ�콺��ĥ����������Ҫ���������ɰ�����ٶ�v�ɼ�С������ȡ��������������Ӷ��õ�����ı���ֲڶȡ�FU266��ĥ��������ɰ�����ٶ����Ϊ32 m/s����A802��ĥ���������12%��FU266��ĥ�������ij�ͷ���ý�����Ƶ�����٣����ٷ�Χ�ɸ�����Ҫ��120 r��min��600 r��min֮��ѡ��ͷ��β������������ת���������侫�ȶ�ĥ�½���������Ӱ��ܴ�װ����Ҫ������ľ�������������0.005mm�������϶������0.02mm��FU266��ĥ����������ʱ����̨�ǹ̶������ģ���ͷ��β�����̶��ڹ���̨�ϣ�ɰ�ּܰ�װ�ڿ��������ƶ���С�ϰ��ϣ�ת��˿�˿���ɺ��������С�ϰ�����ϰ������β���������ӣ�����ʱ���ϰ���Һѹ���������������˶����������������ٶȲ���Һ�ط�������200 mm��minһ1000mm/min֮��ѡ��
3��2 ĥ�о߶�λ�Ļ��غ�ԭ��
ĥ�½���װ��ʱӦ��������������е��������ĥ��װ�еĶ�λ���ͽ�����ʹ�û��غϡ���������е��ճֵ����Ƿ�ɴ���ϵ�ʹ�û���������������е��������ĥ�½���ʱ�Դ˴���λ�ӹ������С��Ϊ�ˣ�FU266��ĥ���������������ר�õ�ĥ�оߣ������ڼо��϶�λ�н��ķ�ʽ�����ڷ�ɴ���ϵĹ���״̬���ƣ���ͷͨ��һ�����dz��ִ���һ����������������ת�������ڼо��ж�λ���������ڵ������������½�������������ת������Ť�����ĥ����
�üо����������͵ļо���ȣ����ص�Ϊ����һ��ĥ�о�ͨ������V�Ͷ�λ����ĥ����ͬ���Ľ������ڽ����ڼо���װ�ж�λ�������ĸ߲��ܽ���ֱ����С��Ӱ���ʼ����ɰ�ֻ�ת���ĸ߱��ֵȾࡣĥ��������Ҫ����ɰ�ֵĻ�ת����Ӧ���ǵȸߵģ�����Щĥ�оߴ���Ť����������ǹ̶��ģ������ڼо��ж�λ���Ǹ����ģ��������γ��˽�����Բ��ĥ�����ľߣ�������ԲСĥ�����ľ͵ͣ���ĥ������ĥ�¾�����ɲ�����Ӱ�졣FU266��ĥ��������ĥ�о߿˷������ȱ�㣬��֤���ֲ�ֱͬ���Ľ���������ͬһ���ĸߵ�������ĥ�¡�
һ�㹤���ڼо���ʵ����ȫ��λ��Ҫ�����������ɶȣ��������ļ�����״�;���Ҫ��������Ҫ����������y��Z������ĸ����ɶȣ�����X����ĺ����ƶ�����ת�������ɶȡ�����V�ζ�λ��̶��ڼо��ϲ����ڼ�϶������V�βۼӹ����ȸߣ����Խ�����V�β��ж�λ������Ϊ�㣻��ˣ��øüо�ĥ�½�����λ���ȸߣ������ȶ�ĥ����������
3��3 �Զ�����
ĥ�½�����һ�ּ��ظ����Ͷ������ڽ�����������ʹ�þ���Ҫ��ϸߣ�����ĥ���Ͷ�ǿ���ԵñȽϴ�һ������������A802��ĥ�������Ͼ�ĥһ��ϸɴ������Ҫ40 s���ҵ�ʱ��(һ���������أ�ͷһ���������ֶ����ڶ����������ߵ�)��ÿСʱ��ĥ��90��������ÿ��ĥ��600�������㣬Լ��Ҫ7 h������������ֽŲ�ͣ�ظ�7 h�����Ͷ�ǿ�ȿ����֪��Ϊ�ˣ�FU266��ĥ����������ƹ�����ע�ؽ���е��Һѹ������������PLC�����Ƽ������ϣ��������Զ�������������һ��ר��������Ƶ��Զ��ϡ����������оߣ�ֻ���˹������϶����뽺���ʹ����϶�����ʰĥ�õĽ����������������ɻ����Զ���ɡ�������Ϊ����צ���ϡ������н��������ߵ����������ٴ�ĥһ�����ء����پ�ĥ(��������������������������)һ�����ء������ߵ�ֹͣ����צж�ϡ�(��һ�ֹ���ѭ����ʼ)��
�����Զ��ϡ�����ĥ�оߣ��ɼ��Ṥ�˵��Ͷ�ǿ�Ȼ�һ�˿���̨���ϵĻ����������ݲ�ͬ��Ҫ����Ϊ70�ף�h��90�ף�h����ѡ���ֹ��о��������ϡ����ϲ���ƫ�ļн�Ҳ�ܷ��㣬












