��÷ �����ƣ��������ַ�֯�ɷ�����˾��
�����˷��Ӱ�оɴ�����������ѵ㡣�Ӱ�оɴ���ڸ����FL-6�ʹ�ɴ������ɰ�������ϸɴ������ɷ�ɴ�������������ѵ��DZ��뱣֤��ɴ�������ã�������������ά¶����ɴ���档��ˣ���ɴ��ϸɴ����Ͳ�IJ����봫ͳ��ɴ�кܴ�ͬ��
0ǰ��
��ͳ�İ�оɴ����ͨ����ϸɴ���ϰ�װ�г�˿ι�˲������������ά�İ�����ɴ���̡��ҹ�˾�������Ӱ�оɴ���ڴ�ɴ������ɰ�������ϸɴ����ɷ�ɴ���ڴ�ɴ���ϰ�������ϸɴ������ɰ�оɴ�ķ�ɴ���վ��й����Ƚ�ˮƽ��
�Ӱ�оɴ���ڸĽ���FL-6�ʹ�ɴ���ϣ��Ե��ڶ���Ϊо��������άΪ���������ĵİ�оɴ������Ӷ��˰�оɴ֯��Ⱦ��д�����ά��ʪ�����Ժá����硢�������ʵ��ŵ㣬�־��е�����άǿ���ߡ���ĥ��ͦ���������Ժõ��ص㣬������ķ�װ���ϡ��ò�Ʒ���ҹ�˾Ͷ����������Ʒһֱר���ձ��г��������û�������ͬʱ��Ϊ�ҹ�˾Ӯ���˽Ϻõľ���Ч�档
���ڶ��˰�оɴ�����������ѵ��DZ��뱣֤��ɴ�������ã�������������άо¶��ɴ�ı��棻��ɴ����⻬���õ��٣�10��m7��ɴ��(��˹�ع���ɴ������A4+B4+C3+D2)����2������Ŀ�����ڲ����Ͼ��������ޡ�֯��ϴ���ž���ɵ���ά��¶��Ӱ�첼���ȾɫЧ�����ֽ��Ӷ��˰�оɴ�������̵ļ�����ʩ������ܽ����¡�
1�Ӷ��˰�оɴԭ�ϵ�ѡ��
�Ӷ��˰�оɴ����Ҫ�ص���Ҫ���ֳ�����ά�����ԣ���ˣ����ڶ���άҪ��������ά���ص㣬�������Ƶ�1��67 dtex��32 mm���ڶ���ά�����ڶ���ά�ȵ��������2 x 107��•cm���£���������0��4��-0��7������Ŀ����Ҫ�������ά�ľ���С������Ҫ������ά���Ƚӽ��������ڴ�ɴ��ϸɴ�����ճ�ǣ���У��ܽϺõĿ�����ά�ı����˶�����߳�ɴ���ھ��ȶȣ�ͬʱҪ������ά����Ч�İ���������ά��������ʹ������ά��©��
���ڰ�оɴ֯�������ڸߵ���װ���ϵ���������ˣ���ԭ������Ҫ��ϸߣ�������ԭ����ɫ���õ�Ҫ�٣���Ŀ����Ҫ�����õ���ά��ɫ���õ��ٿɱ�����֯����ɫ��ʱ��ɵ�����ά��©�õ㡣ԭ������ָ�꣺Ʒ��129�����峤��Ϊ29��4mm��������Ϊ12���������Ϊ1��65��ϸ��Ϊ1��55dtex������ǿ��Ϊ3��8 cN��������Ϊ1��6����
2����������ѡ��
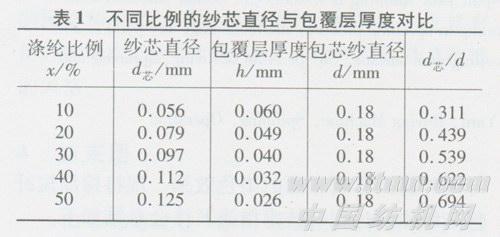
�ڴ�ɴ������ɰ�����������оɴ�Ĺؼ����⣬���а���Ч����Ϊ��Ҫ�������İ��������DZ�֤����Ч���Ĺؼ������Ӱ�оɴ19��5 tex�������о�ı���Ϊx��������ά��������hΪ��
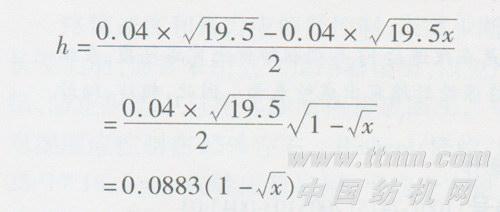
����ʽ�п��Կ��������xС��������άռ�ı���С�����������h�ʹ��Ӱ�оɴ����Ч��Խ�ã����ǵ�����ά�������ˣ��Ӷ��˰�оɴ֯��Ŀ��塢���̺ͱ����Ժõ��ص�Ͳ�������ˣ����������dz���Ҫ����ͬ������ɴоֱ����������ȶԱȼ���1��
�����㣬�����˵��Ӱ�оɴ���ڵı���Ϊ40�������������������У���ɴ�Ľ��治�����ǹ����Բ�Σ�ͬʱɴоҲ����һֱ��ɴ�ļ������ģ���ˣ�������ĺ��Ҳ�����ȣ����Ե��ڵı���Ӧ�ʵ�СЩ������ѡ�õ��ڵı���Ϊ30��������ά���������Ϊ70�����������������ֵ�����ά���õķ������ܡ�����������ά���⣬���硢���Ժá��������ʣ��ձ��û����ð�оɴ֯�������ķ�װ������������ҵ�;��з�����Ҫ��Ĺ������ϡ�
3 FL-6�ʹ�ɴ���ļ������켰�����ص�
3��1 FL-6�ʹ�ɴ���ļ�������
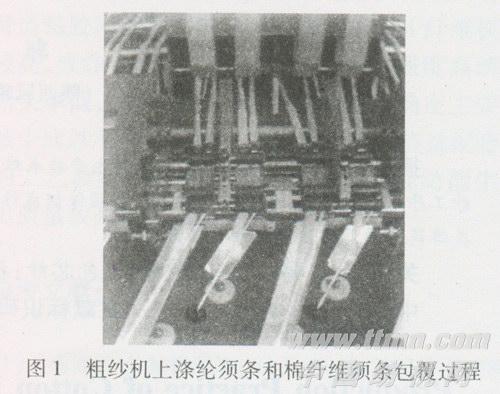
FL-6�ʹ�ɴ��Ϊ������˫��Ȧǣ�죻�¹�SKF����ҡ�ܡ������ͽ������봫ͳ��ɴ����ͬ����һ��ҡ�����ճֲ�ͬ�����������ȿڡ������������������ֱ��˵�����ά��������ά�������������ް���з��£����ô�ɴ�ļ������ã�ʹ��ǰ��������ĵ��������������������ް��Ͻ��а�����һ��ҡ�ܷij��������������õĴ�ɴ����ɴ���ϵ�����ά����������ά�����������̼�ͼ1��
3��2��ɴ�������Ҫ��
Ҫ��֤���õİ���������������������ά��¶�ڳ�ɴ�ı��档���������������ӽ���ǣ������������������������ȱһ���ɣ������ڴ�ɴ�����봫ͳ��ɴ����IJ����кܴ�IJ�ͬ��
(1)��ɴ��ǰ���������ͷ��ͣװ�ñ���������һ��������Ҫ�ܼ�ʱͣ��������������ͷ���ȱ���������ȱɴо����ǰ��ͷ��Ʈͷ��ɵĵ�����ά��©��
(2)���ް��ǰ�оɴ���а����Ĺؼ����������ճ������з������ް�ߵ�λ�á���б�ǶȲ��ʵ�������ɰ���������Ϊ�ˣ�ֵ����Ѳ��ʱֻҪ������������������Ҫ�����������ް�ߵ�λ�á���б�Ƕȣ���ɴ����С����������Ʒ��ʱ���ް�ߵ�λ�á���б�Ƕȶ�Ҫ���µ��ڣ�ֱ��ÿһ����ɴ���������ã�������ʽ���������Թ��̷ij��Ĵ�ɴ��Ҫ�����ɴ�ɴͷ������������ϸɴ����
(3)��ɴ�������ʵ�Ҳ������ɰ�����������ˣ���ɴ����Ҫ���ݳ�����ʪ����ʱ���ڴ�ɴ���ֵ���ʼλ�ú��������֡�
(4)��ɴ����������ͷ������������������ͬʱ��ͷ��������������ڲ����������Ͳ���ó���Ҫ�в�ࡣ��ɴ��ǰ��ͷֵ����������ס��ͷ����������ǰ��������Լ1 m���������ִ���������뷨������ɴͷ���ڴ�ɴ�ϣ���ɴ�������������ڴ�ɴѹ�Ʒ���5cm��������ճסɴβ���ɿ�����������ɴ��ϸɴ�������Ƶ�������λ��ʱ��ɴ�ϵ�����ϸɴ���ô�ɴ�˻ش�ɴ�����ɰ�оɴ��ɴֵ�����ѽ�ͷ����������ɴ�����ɾ������ͻ�ϸɴ�������ʹ�á�
4ϸɴ������Ҫ��
Ϊ�˱�֤���õİ���Ч������˴�ɴ�����ض�����ϸɴ�������ʱ����ǣ�챶��ƫ��ǰ������ѹƫ�������ճ־���ڴ���Ʒ�����Ʒ֮�䡣���ڴ�ɴ�����أ������Խ�����ĥ�����������ɰ����γ����ɴõ㣬��ˣ�����һ������۶�AӲ��84�ȵĴ��ᴦ������������ÿ�������ר��ʹ�ñ�Яʽ�����춨�ǶԳ��Ͻ������м�顣
ͨ����������ѡ�ñ�����W321��˿Ȧ�����ڸ��ͺŸ�˿ȦȦ���ⷭ�������Ӵ���С��ɴ��ͨ���⻬ͨ��������Ч�ļ��ٳ�ɴë�����������˿ȦĦ����ɵ�����ά��¶�Ĵõ㡣
ϸɴ��������봫ͳ��ϸɴ������������ͬ�����ȣ�����ɴʱ���ܰ�����ɴ�����뽫��ɴ������ϸɴǣ�����ij��������ù�ɴ��ͷ��Ŀ�Ļ���Ϊ�˼��ٵ�����ά����¶��
5��Ͳ������Ҫ��
�����û�Ҫ��ɴ5mmë����������������60����10 m���ڣ���ˣ���ͲӦ���õ��ٶȡ��������Ĺ������ã��Խ��ͳ�ɴë�������ʡ�ѡ�á�7-���ʹ����Զ���Ͳ��������оɴ�����豸��Ҫ����ɴ��ͨ���⻬��ë�̣�������ɴ�����ɴ��Ч�ʴﵽ90�����ϡ�ÿ�ܶ�оɴ��Ʒ�ֵ�����Ч�ʡ���ɫ��ť�����ʡ����ʧ���ʡ���ͷ�ʡ����ɴ�õ���Ʒ����������Σ�����ԭ��������Ե���ǰ��������Ϣ����ʱ��ȡ��ʩ��
�Զ���Ͳ��������оɴ�Խ�ͷ��������Ҫ��ʮ���ϸ��ʱ����ɴͷһ��Ҫ���������Ȼ�����ᣬ��ͷ���ܹ��������ײ���������Ǵõ㣬Ӱ��ȾɫЧ����һ��Ҫ������ͷ�����Գ�����ͷ����ϸ����������ͷ��������ǿ�����ܵ���ԭɴ��85����
6 ����
�����Ӱ�оɴ��ԭ�������DZ�֤��ɴ˳���Ļ��������ڶ���ά����Ϊ32 mm��һ����ڲ������ù��ĵ��ڶ���ά�����ر��ơ�����άӦѡ�õȼ��ϸߡ�ɫ���ٵ�ԭ�ޡ��Ӱ�оɴ���������ѵ��DZ�֤��ɴ�������á����������ά��¶���������豸�������������ճ����������жԸ����п��ܲ���������ά��¶�������ƶ�Ԥ����ʩ��������ʵʩ������ǿ�Դ�ʩִ������ļ�顣
�û�Ҫ���ɴ7��ɴ����������2����10��m��ͨ����ɴ�����͵ķ�����A4+B4+C3+D2ɴ����Ҫ�����ڲ�������ɴ������˲�������ɴ������ࡢ����װ�ñ������á���Ͳ������������D2ɴ�ã����ԣ�ÿ��Ҫ��ר�˶���Ͳÿһ�����ӵĽ�ͷ�����������м�顣��ɴ��ϸɴ����IJ����봫ͳ��ɴ��ϸɴ�кܴ�ͬ����ˣ���оɴ�Ĵ�ɴ��ϸɴֵ����Ҫ����ר����ѵ���ϸ�����ϳ�����оɴ�����ĸ�����Ӧ�ƶ��ѹش�ʩ��������ʵ���ˣ�ȷ����������ɴ�����벼�档