Ԭ��ɽ�������������ϻ�е��������˾��
����������Ĵ�ɴ����ɴ�������ɲ����趨�Ľ��顣���ʹ�ɴ���ķ�ɴ���գ���һ����Χ���Դ��������Ϊ�ˣ�Ϊ���Ͼ��ƹ���Ҫ��Сɴ����ɴ����������Ӧ�ɴ�С���ʵ��Ӵ���ϵ�������Ӽ������ļ���Ч�������ʹ�ɴ����ɴ���յ���һ���������ٵ��趨Ӧ�ڡ���ɴ��ǰ�ȸ��٣�����ɴ���Ժ����٣�ʹͲ�ܱ����ɴ�����ܵ���������С�ڴ�ɴǿ����������˫��Ȧǣ���ܼ��ٴ�ɴë�𣬸��ƴ�ɴ�ṹ����ߴ�ɴ��������Ч�ʣ�������1 cm���ҵĻ�е����
0 ǰ��
���Ļ�����ɴϵͳ�У��ַĹ���ͨ��ǣ�죬�ɽ���������ά��ֱ����87��������ߵ�90����93����������������ɾ��ȶȡ���������ɴ����ǣ����ƣ���ɴ����ָ�������ɾ��ȶȡ����������ʡ�ǿ�������ʡ����ӵȶ��ж����ơ����ڴ�ͳ��ɴ���ṹ��ȱ�ݣ����س�ʱǣ�졢���ƻ�����ͬ��������ϸ�ڣ����Ӱ���ɴ��ǿ�����ʡ����������ʼ�ϸɴ��ͷ�ʣ��γɳ�ɴǿ���������ձ���֯����Ϊϸɴ��������ͷ��80���ɴ�ɴ���������������ߴ�ɴ������������ߴ�ɴ������ϸɴ�����Ĺؼ���
�����Ĵ�ɴ�������������������ض�����������̶�������ʹ��ɴ����ɴϵͳ�����ϵͳ���룬һ����ɴ������ͷ���������ٻ�ת�������������ٳ����ɴ����ά����Ʈ�ݶ���������ɴ�á���������Ϊ��ɴ�����١����װ���Զ��������������������һ�廯�̶ȵ��Դ����ߡ������Ĵ�ɴ��������������������˫��Ȧǣ�죬���Ը������ĵ���ҡ�ܻ�����ҡ�ܼ�ѹ��Ч�ɿ����ϡ����������ϵͳ�������ǣ��ϵͳ�Ĺ��������Ϳɿ��ԡ��ɵ��Ӽ�������Ʊ�Ƶ���ŷ�����Ķ���������ɴ����ȡ���˴�ͳ�ı��ٻ��������λ������������ձ任���֣���ɴ����ת�ٶȽ�һ����ߡ�����������ɴ����������������ϵͳ(CCDװ��)���ɼ���ɴ�´������Ա��־��������ȶ�������������ɴ������3����4����Ƶ���ŷ�����ֱ�ǣ��������������Ͳ�ܼ��������������������ٶ���߿ɴ�1500 r��min������ǣ��;��ƻ����ֱ��ɵ�������������س�ʱ���ƻ�����ͣ��ǣ�������ͣ��ʹǰ����������֮��Ĵ�ɴ��Ϊ�ɳڣ��ٿ���ʱ���������������ɴӸ����Ϸ�ֹ�س�ϸ�ڵķ�����
������������ɴ�����ҹ���֯��ʹ������20������ʷ�����೧��������˷�ɴ����̽����ȡ����һ���ľ��飬���������������ж���ɴ���Ĵ�ͳ���գ�Ӱ�������ʹ�ɴ������ʹ�ú�DZ�����ӡ�������ͼ��ש�������ʹ�ɴ������ƣ���Ϸ�ɴ���գ����һЩ��dz�������������ۡ�
1 ��ɴ�����͡���������ɴ��
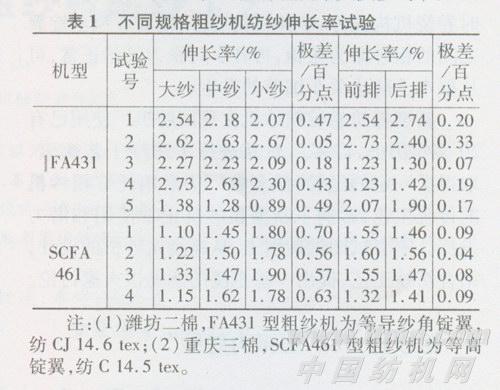
Ϊʵ���������ƣ���ɴ��Ͳ�ܵľ����ٶ���ǰ��������ٶ�֮��Ӧ�Դ���1������һ��ɴ�����б����ȶ��������ٶ���ǰ��������ٶ�֮������˾����������ڷ�ɴ�����У�������������֪�Ͷ����������С����ǰ����ǯ����������֮��Ĵ�ɴ�μ�ӷ�ӳ���öδ�ɴ��������Ŀ�⡢�ָС�������������(CCD)�����������Դ�ɴ�쳤������ӷ�ӳ���˶δ�ɴ������֮Ϊ��ɴ������ϰ������Ϊ�Ǵ�ɴ�����������������ɴ�����Ĺ�ϵ��(1)��ɴ����Դ�ھ���������(2)��ɴ�����Ĵ�С����������´�ɴ�ڶ����ƿ۰�Χ�ǡ���ɴѹ�ƴ���Ħ����Χ�ǡ���ɴ�����붧�����Ħ���������������������йء�
��ɴ�����о����ٶ���ǰ��������ٶ�֮��ȷ��֮��һ����Ϊ������������ȷ��������ɴ�������ͨ����ɴ��ѹ�����ƿ�����ͬ����ɴ�ڶ��˵�ɴ��λ�õIJ�ͬ(1��4Ȧ��3��4Ȧ)����������ͬ�ȷ��������е��ڡ���˾����������ɴ�����Ȼ�����������ϸ������
������ɴ����Ϊһ��ʱ�����������쳤��_ʵΪ��ȫ��֮˵�������֤�ǣ�����ɴ������С����ɴ�´����ϴ�ʱ��ɴǿ���ܵͣ����쳤�ʺܴ������ɶ��෴���ڼ���Ч�����ã���ɴ�Ž�ʱ���쳤�ʲ����������Ĵ�ɴ��������������ǣ�죬��ʹ�ø�Ч�۰���(PU)����������һ����Χ�ڲ��ýϴ�ľ�����������������ʹ�쳤�����ӣ��෴���ھ������������Ӷ�ʹ����Ч�����ӣ�ʹ�����������쳤��ǰ����ǯ�ڴ�������������С�������������Ӵ�ɴ�쳤�ʣ����һ�ʹ�쳤�ʼ�С����ȡ�þ����ܶ����ӵ�Ч���������Ĵ�ɴ�����ô����������ɴ�����ж���ɴ����ɴ���յ��������
������֪����ɴ��һ��ɴ��ɴ�����У���Сɴ����ɴ����ɴ�ľ����������ɴ�С�仯���������ɴ���ƵĹ���Ҫ�Ų����ڷ���ðɴ�����ֻ����ʽ��������(PIV)Ϊ���ٻ����Ĵ�ͳ��ɴ�����Ծ����������ֻ������ߣ������Ի�е�����ʽ����������ϵͳ�����ﵽ��ɴ�����о��������ɴ��С��Ŀ�ģ���������(����)��ɴ������ֲ��CPU�ڵ���ѧģʽ������������������ϵͳ(CCD)���ﵽ��ɴ�����о��������ɴ�С��Ŀ�ġ���ˡ���������ɴ�������ϴ�ɴ���ƹ���Ҫ�����ֵᷨ����ȶ��
��ѹ��Ҷ�������������ֱ�������Ӷ�����(���ת�뾶����)��ѹ�Ƹ˵������������ֱ�������Ӷ���С(���ת�뾶��С)����ѹ�Ƶ�ѹ�������ֱ�������Ӷ���С�������ڲ��ɴ������������װ�����ˡ���Ҳ��Ƭ��ģ������Ǵ���ġ���Ϊ�������˷�ɴ�����о��������仯�Ĺ���Ҫ����Ϊ��������ѹ�Ƶġ��Զ����������ã�����Ա���ðɴ�ķ�����Ϊ�˿�ͨ������������˵����(1)����ѹ�Ƹ��������Ӵ�ѹ�Ƹ�����֧��Ļ�ת�뾶����ʹ�����������Ӷ�����ѹ��Ҷ��Ͳ�ܵ�ѹ����ϣ���Դ����Ӵ�ɴ�ľ����ܶ��������ɴ����������ǰ�����ɴ��û�б仯���������ܶ�û�����ӡ������ı�ѹ������ɴ����Ϊ�е�ɴ�������ʶ����Ӿ����������ڴ�ɴ�쳤���ʵ���ǰ���£���ɴ����ɴ����ԭ4200 m���ӵ�5400 m��(2)��ѹ�Ƹ�������С��������תʱѹ��Ҷ�����ģ�����ѹ����Ϊ���������ھ������������ô�ɴ���������������С���˿�����Ϊ����ѹ��ѹ��Ͳ�ܱ����ѹ��(ѹɴ��)Ӧ�������������ĺ�����(1)��������ǣ��ѹ��Ҷѹ��Ͳ�ܵ�ѹ����(2)ѹ�Ƹ˵����Ĺ���������ʹѹ��Ҷѹ��Ͳ�ܱ����ѹ����
����˵��ǰ�߲�����ѹ��ԶԶ����ѹ������������ѹ����Ϊ�˷�ֹ��ɴ������תʱ���ڶ���ѹ�ƻ������ƣ�����Ӧ��֤�ڽϵ�ת��ʱ(��400r��min)ѹ��Ҷ���Զ����ġ�
2 �������Ⱥͼ�����
�����Ĵ�ɴ�����ڸ��ٺʹ��װ����ɴ����ϵ������ϴ�ͳ���ж���ɴ����ɴ�����е��Ƽ�ֵ��������Ϊ��(1)��ɴ��װ������ϸɴ��������ʱ��ɴ���ܵ��������ӣ���˱�����������Χ�����Ӵ�ɴ�����Ա�֤��ɴ����ʱ���������쳤��(2)���ʹ�ɴ�����ٺʹ��װʹͲ�ܱ����ɴ���ܵ���������������ӣ�Ϊ���ʹ�ɴ��ͷ����֤��ɴ��Ч�ʣ���ɴ������Ҳ�����ʶ����ӡ���Ȼ��ɴ���ȵ����ñ�����������ά����ɴ������ϸɴ��ǣ��������ƥ�䣬���Ӵ�ɴ���Ȼ���Ӱ���ɴ���IJ�������Ϊ��߳�ɴ��������ɴ������Ч�ʣ���������Ȼ�������Ĵ�ɴ����ɴ���յ���Ҫ����֮һ��
�����Ĵ�ɴ�������˸�Ч�����������ü����ķ���������ǰ����ǯ����������֮���ɴ��ǿ������С��������������ֹ�ͼ��ٴ�ɴ��ɴ�ε������쳤����ߴ�ɴ�������������롰�����ȡ��ĸ����ɴ��������תʱͣ�����ڷ�ɴ�ν�ȡ10cm��ɴ�����ϰ��������ȿ��Զ���Ϊ�����ȡ�������һ��Ϊ��ɴ���ȵ�һ��������������Ч����������ȸߣ������ȵĴ�С����ά���ࡢ��ɴ��������ɴ������С����ɴ�Ǵ�С������ת�ټ����������ʡ���״������ֱ����С��������أ����з�ɴ����Ϊ�ؼ��Ŀɵ����ء�
�Ĵ�ɴ��Ͳ��ǰ�����ã���Ӧ�Ķ�����Ϊǰ�������á�������ǰ�����������������λ��һ��ֱ���ϣ������������ʱ����Ϊ�ȸ߶������γ�ǰ�ŵ�ɴ��С�����ŵ�ɴ�Ǵ�������������ǰ����ǯ�ڴ��γɵ��������������Ŵ�ɴ��ǰ�Ŵ�ɴ�����������������������쳤��Ϊ��ʹǰ���Ŵ�ɴ�쳤�����С����Ѻ��Ŷ������ϲ�̧�ߣ��γ�ǰ�ŵͺ��Ÿߣ�ʹ�䵼ɴ��һ�µĵȵ�ɴ�Ƕ���������������ǣ������Ĵ�ɴ�����ȵ�ɴ�Ƕ���ʹ��Ч������������Ϊ������ǣ���������ǣ�������������ý�С�ļ������������ɴ���ɶ���ʱ������Ĵ�ɴ�����Ͽ�(һ���8mm-10 mm)��ǰ����ǯ�ڴ��������������Ƚϳ���ǰ���Ų�������ǰ���Ŵ�ɴ�쳤�����������ִ������Ĵ�ɴ��������������ǣ�����������ǣ����ǰ�����м��������������ڲ����˽�С�ļ���������Ӱ���ɴ���ɣ���ʱ������Ĵ�ɴ�������Ƚ�5 mm���ң�ʹ�ø�Ч��������ʹ�������������̵�10 mm���ڣ�ʹ�õȸ߶���ǰ���Ų���Ҳ������˲��õȵ�ɴ�Ƕ�����Ч���Ͳ����ԡ���1�ֱ�Ϊ���ӹ���ɴ���������ݣ���Ϊ������ǣ�죬��һ���ǵȸ߶�������һ��Ϊ�ȵ�ɴ�Ƕ������������ݱ��������ߵ�Ч�����(��ͬ�����쳤�������в��죬�����ο�)��
�ȵ�ɴ�Ƕ�����ǰ���Ŷ�����ͬ�������˶������������Ŷ���̧��ʹ�������ȡ�����ѣ��������ֱ���ʱ��������ǰ����ȡ�¡����и����ȵ�ɴ�Ƕ����Ļصȸ߶��������ӡ��ӷ�ɴ���սǶȷ������ȵ�ɴ�Ƕ����ĺ��Ŷ�����������ǰ����ǯ�ڼ��ɴ���ȶ̣����Լ��٣������������������ӣ��Ծ��������ĵ���Ҫ����ߣ����������������Ч��Ƿ��ʱ���������������ɵĸ��ƺ��쳤�ʲ���ļ�С��Ҳ�з�֯�����֣��ȸ߶�����ijƷ�ִ�ɴʱ�����Ŵ�ɴǿ������ǰ�ţ���ϸɴ��������ʱ��ͷ�����õȵ�ɴ�Ƕ������Ŷ������ƶ�ͷ�������١���һ̨��ɴ�����ٲ����ڲ��죬��ɴ������ǰ���Ŵ�ɴ��һ�µģ��������������д������ɴʵ��֤ʵ��̽�֡�
3 ���ٺ͡�����������ɴ��
���ٺʹ��װ�������Ĵ�ɴ������Ҫ����������Ŀǰ���ʹ�ɴ���Ĺ���ת�ٿɴ�1200 r












