�����ɽ�����ݻ�Դ��֯����˾�� �����죨ɽ�������ŵ��ݺ���֯����˾��
1ǰ��
˿������������Ϊԭ�ϣ��������Ƴɸ�֧ɴ�ߣ��پ���ë��˿��ȼӹ������Ƴɹ�ࡢ��������������ĸ�Ʒ��˿��ɴ�ߣ�������˿��ɴ���Ƴɵ���֯���ϣ�������ȫ������ԭ�����������ԣ����Ҿ���˿һ��Ĺ���֯���ָ���������ʪ�����������������ļѣ���֮��ɫ�ḻ�������������⣬�߹���š����ʹ�ߵ�˿�������߳�Ϊ�µ��г������ҹ�˾�����о�����ȡ�������ʩ���ɹ��ؿ����˸ߵ�˿����9��7tex(60Ne)��2��8��3tex(70Ne����2��7��3tex(80Ne)��2������ϵ�в�Ʒ����Ʒ��ȫ�ﵽ�û�Ҫ��Ϊ��˾���������õľ���Ч�档
����˿�������߾���ë�����õ�����¶���Ҳ�����Ӱ�������֣���Ⱦɫ��Ӱ�첼������˶�Ҫ��ߵ�˿������ɴ����Ҫ����ɴ���ࡢ���ɾ��ȡ��������١������١�ǿ�����Ҿ��ȡ�
2ԭ��ѡ��
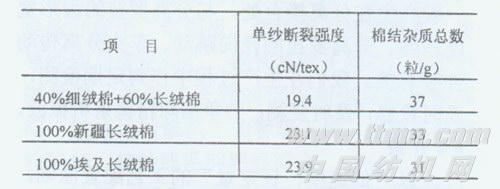
���ݸ�˿�����߶�ǿ�������ǵ�Ҫ��������ʱ���ж���ѡ�䣬��J9��7Ʒ���ԷĽ���ǿ��������ԣ��������±�
���ڰ��������������õ�˿�⣬������ѡ����100�������ޡ���������Ʒ��������������������άϸ�����ȳ���ǿ���ߣ��ʷ�ϸ֧ɴ����Ҫָ�꣺������2��1����Ʒ�ʳ���38��4mm�����峤��35mm��������12��1���������1��94��ϸ��7286������¡ֵΪ3��83��
3��������
A002D��ץ����A006B�ͻ���(��A045��������)��A034����Ͳ������A036B����������A036C���뿪����A092A˫�������(��A045��������)��A076�ɾ�����A186D������FA304Ԥ��������A191B��������A201C�������A272������(����)��A456C��ɴ����FA506ϸɴ����Esoero-M�Զ���Ͳ����Sura������
4��ɴ������Ҫ������ʩ
4��1��������
���ݰ���������ϸ��ϸ�����ȳ������ӽϸߵ��ص㣬�ڿ���������á������ٴ������������飬�����ٷ����Ĺ���ԭ��Ϊ��һ����߿������ã�ץ�����������������Ϊ5mm��ץ����תЧ�ʿ�����80�����ϣ�������ץϸץ��A006B�ͻ�������������Ƕ����ľ���Ϊ40mm����ץϸץ����߶�ԭ�Ŀ���Ч����ͬʱ���ýϵ͵Ĵ���ת�ټ�����ά�����ˡ���������ת��500r��min���������ת��450r��min�������ۺϴ��ֵ�ת��Ϊ920r/min������ת�ٿ�����1200r��min��ʹ������ȣ��ŷ�ͨ������������ȶȡ��ɾ����֣���ѹ�������أ�ͬʱ�����Ħ�ݸ˵�ѹ����������֮��ĸ���������Ч��ֹճ�������������ϱ�Ĥ���������ɶ���320g/m.����ָ��������������������0��9%��������0��78���������е����Ч��58����
4��2������
��������á��ᶨ�������ٶȣ������࣬ǿ���ᡱ�������á��ʵ����Ӹǰ���ٶȣ������ӶԶ����ų������ڰ������Ƚϳ���ϸ��ϸ��Ϊ���ټӹ������ж���ά�����ˣ���ֹ�������ӣ����ް�߶����3mm��Ϊ��ǿ�������պͼ����ᣬ���������벼�����˽����벼��ʹ���������������Ч�ؽ��ͣ�ͬʱ��һ���ŵͳ�������ʹ�á��͵���Ƕȹ��ա�ʹ��һ�������������ӣ����������н϶��������ᣬͬʱ��С©����ڸ��࣬ʹ�̹���������裬���Ӷ������ʵ�������ᡣ��ѡ����Ҫ�������£�
����ת��(r��min) 360
�̹�ת��(r��min) 930
�ǰ��ٶ�(mm��min) 177
���ް�߶�(mm) 3
�ǰ填����������0��27��0��27��0��25��0��25 (mm)0��27
ǰ����ǣ�� 1��44
���֡��̹����� 0��18
������ѡ����Ҫ����ָ�꣺��24����g������22��/g�����ͳ�ɴ������ɴ�ã����ɴ�����������
4��3����������
4��3��1Ԥ������ǣ�������6��5�����ң����ýϴ�ĺ�ǣ�챶���������ά����ֱƽ�жȣ������ھ��Ṥ�����ά���������������ࣺ������֮ϸ����Ҫƫ�����գ�Ϊ12mm��16mm��
4��3��2���� ���ڰ�������άϸ�Ƚ�ϸ����ά֮��������������ʹ������ά����ճ������ճ������Ҫѡ���ʵ��ijɾ�ѹ������ֹճ���ķ�����ͬʱ���þ��Ṥ�����ʪ�ȿ��ƣ������ڸ��¸�ʪ���ڣ��¶ȿ�����25��28�棬���ʪ��55����65����Ϊ���롣
4��3��3���ᾫ�Ṥ����á��ᶨ�����������ʣ��̸����ȡ�����ԭ�����ĸ�����Ϊ5��72mm������������������ԼӴ�����Ϊ����ëˢ�ٶ�ѡ�����У������ٶ�ƫ�����գ���ǿ�������á�Ϊ���ٽ�����������֤�������ɣ����뽺����Ӳ�Ȳ�������A64��ǣ�콺����������A80��������Ϳ�ϴ�����ʹ��Ч�����á�
������Ҫ��������Ϊ���ٶ�125ǯ�Σ�min��������6����������14mm��
�ھ��Ṥ����Ҫ��ȡ�����´�ʩ��֤������
(1)Ӧ�ü������֣����ܶ��ᡣ��Ч������ͽ��ӡ�
(2)��ǿ�������롢�����������ࡣ���ֶ����Ƕ��Ӧ��ʱ�ų������������������Ϊ�õ㡣���ֵ������ëˢִ�У�Ӧ����ëˢ��Բ���ȣ�����ëˢ�IJ�����ȣ�һ��ÿ��3���¶���У��һ�Σ�����ëˢ��ë��˵��ԣ��Ӷ��������ֵ���ࡣ
(3)���ڼ�龫���������������緢���������ӣ�Ӧ��ȡ������������Ԥ��������С����������δ�������������Ԥ�����������ߣ��ڲ��ϡ�ǣ������л���ͨ�����⻬��ǣ����˵�ԭ�������ᡣ
(4)��ǿ�Ծ��������ɲ����ʵĿ��ơ����ڻ�е���Ĵ�������ľ������ɲ��Ƚ�Ӱ���ɴ������ϸɴ����CV����ϸ�ڡ��ֽڡ��ᡢ��ǿCV��������������Ļ�е������Ϊ10cm��40cm���ɻ�е��״̬����IJ���Ϊ10cm��һ�����ǣ���ǰ������λ����ǣ��ǰ�����ľ�����������С��������֡����ֵļ��۵Ⱦ��Ⱥ������йء���е������40��50cm��һ������ڷ���Ӻϴ�������������ij��ο��Ȳ��졢���������ľ�����������ͷ���봫�������йء������������������������ڼ�⣬��ʱ���ޣ���ʱ���⣬����������������е����
4��4����
�ԡ����ٶȣ��ᶨ�����Ĺ�������ԭ����������������ֹ������Ϻ����ӹ�����ã����ͨ����ɴ��ʱ��������ǣ�졣ͷ������6�����ϣ�ǣ�챶��С��6�����ýϴ�ĺ���ǣ�죬�����ڶ�ǰ�乳����ֱ��ĩ������8�����ϣ�����ǣ��Ҫ��ͷ��С��
ĩ������ˮƽ������CV��Ϊ3��06�������������ʿ�����0��75����
4��5��ɴ����
��ɴ���á�С����ǣ�죬���������࣬����ϵ�����Ĺ���ԭ����С�ĺ���ǣ�죬��ַ�����ǣ���������ã������ڶԸ�����ά�Ŀ��ơ��ڱ�֤ϸɴǣ�����������£���ɴ��ϵ��ƫ�����գ������ɴ����ʱ����������ǣ�졣���ƺ÷�ɴ�������Է�ֹ��ɴ����������ǣ�졣ǰƤ���ʵ�ǰ�ƣ�����ǰ�����İ�Χ�������ٶ�ͷ��ǯ��ѡ����ƫСΪ�ˣ��Դ�ɴ����ӲͷΪ��
��Ҫ��������Ϊ��ճϵ��86������769r��min��ǰ�����ٶ�211 r��min��
��Ҫ����ָ��Ϊ������������1��0��������CVֵ3��92����
4��6ϸɴ����
���á�һ���С���Ĺ���ԭ��ϸɴ���������������ǣ�챶��С��ǯ�ڸ���С��ǰ�����������������������˶������Ŀ��ƣ�ͬʱʹǰƤ���ʵ�ǰ�ƣ�������ά��ǰ�����ϵİ�Χ������С�����������������ڼ���ë������˳�ɴ����������С���ĵ�ɴ����������Ȧֱ��ʹɴ���뵼ɴ���ĽӴ����С�����������ȴ��ݺͼ���ë�𡣺���ѡ������˿Ȧ������������ѡ�������ͺŲ���PCI��24254��OSS��˿Ȧ��ͬʱע���ǿϸɴ���ı�ȫ�������������ƻ���ͨ���⻬��������ת��Ҫ���ö��ӡ�����塢��ɴ���ˮƽƽ�룬ʹ��ɴ���붧��ͬ�ģ������붧��ͬ�ģ���С��Ŵ�ֱ�����ƶ������ĸ����˿Ȧ�������ڣ�������ת�����Ĺ�����������������������ޣ�ʹɴ��ë�����Լ��١�
����JC8��3tex(Ne70)ϸɴ��Ҫ�����������£�
�������ľ�(mm��mm) 44��60
����ǣ��(��) 1��16
ǯ�ڸ���(mm) 2��0
������ѹ(dan) 15��10��12
ǰ�����ٶ�(r��min) 164
JC8��3tex��Ne70����Ҫ����ˮƽ������CVֵL8��������CVֵ14��2����ϸ��16����km�����16����km����68����km����ɴǿ��CVֵ9��5������ɴ����ǿ��24cN��tex��
4��7��Ͳ
��Ͳ����ë�������ʼ��У����ȴ���2mm�����ϵ�ë����������ʿ�����Ͳ����ë������Ƿ�ɴ�Ĺؼ���
ѡ�ýϵ͵���ɴ�ٶȺ����˵���ɴ���������ڼ�����Ͳë��ͨ����ѡ���飬���ǰ��Զ������ٶȶ�Ϊ1100m��min����ɴ��������ɴ�������Ħ������������ë�����࣬�ڲ�Ӱ��Ͳ�ӳ��ε������£��ʵ���С��ɴ�����������ڼ���ɴ��ë��
5����
5��1˿���ߵ��������߶���Ҫ��ϸߣ������ԭ�ϵ�ѡ����Ʒ�Ľṹ��������ķ�ɴͨ���Ĺ��ȡ���Ĺ��ո������豸״̬���֣�ʹ֮�ﵽ�û�Ҫ��
5��2���ƺð���Ʒ�����ʣ�������10mm���¶��ޣ����������Ṥ��ע���ǿ�Զ��Ŀ��ơ����ǽ��Ͷ�ϸ�ڵĹؼ���ͬʱע�Ⲣ�ֹ�������Ӻʹ�ɴ�������쳤����֤��ͷ�����ͷ�ֹ����ȱ�������⣬��Ч���Ƴ�ϸ�ڵIJ�����
5��3�������ʪ�Ȼ�Ӱ����ά�ĸ�