РюаТ ЭѕСжЦМЃЈаТНЎН№ЗФЗФжЏЙЩЗнгаЯоЙЋЫОЃЉ
ЮЊСЫГфЗжЗЂЛгAutocoro 288аЭЁЂAutocoro312аЭзЊБЗФЩДЛњЕФадФмЃЌЗФжЦИпжЪСПЕЭГЩБОЕФУоЩДЃЌашвЊШЋУцВЩШЁММЪѕДыЪЉЃКИљОнЩДЯпгУЭОКЯРэХфУоЃЛМгЧПЧАЗФЙЄађЕФЙЄвеЙмРэЃЌПижЦУоЬѕжиВЛдШЃЛШЗБЃИїГЕМфЮТЪЊЖШ
ЗћКЯЙЄвевЊЧѓЃЛКЯРэЪЙгУзЊБЗФЩДЛњЩДЯпМрВтЯЕЭГЃЛМгЧПЗФЩДдЊМўЕФЙмРэКЭЮЌЛЄЃЛзіКУТфКѓЕЅЖЇЕФзЗВщКЭДІРэЃЌМгЧПжЪСППижЦЁЃ
ЩДЯпзїЮЊЗФжЏВњЦЗЧАЕРЩњВњжаЕФАыжЦЦЗЃЌВЛНіЙиЯЕЕНжЏЮяКѓЕРМгЙЄЙЄађЕФЩњВњаЇТЪЃЌвВОіЖЈзХжЏЮяЕФжЪСПЁЂЙІФмадЁЂЕЕДЮМАЭтЙлЕШЁЃвЊЯыЪЙЦѓвЕдкМЄСвЕФОКељжаСЂгкВЛАмжЎЕиЃЌБиаыдкзюОМУЕФЩњВњЬѕМўЯТзщжЏЩњВњЃЌЪЙВњЦЗжЪСПЮШЖЈВЂВЛЖЯЬсИпЁЃ
ЮвЙЋЫОгЕгаЬиТРДФЧхЪсСЊЁЂHSR-1000аЭВЂЬѕЛњЁЂЧрЕКЗФжЏЛњаЕГЇЩњВњЕФЧхЪсСЊКЯЛњЁЂFA306аЭЁЂFA306AаЭВЂЬѕЛњМАДЭРДИЃЙЋЫОЩњВњЕФAutocoro 288аЭЁЂAtltOCORO312аЭзЊБЗФЩДЛњЃЌОпБИФъЩњВњзЊБЗФУоЩД2ЃЎ9ЭђtЕФФмСІЁЃЯШНјЕФЗФЩДЩшБИЮЊЩњВњЕЭГЩБОИпжЪСПУоЩДДДдьСЫгаРћЬѕМўЃЌЕЋЗФЩДЩњВњЙ§ГЬжаЛЙашКЯРэЩшМЦЙЄвеЃЌЭъЩЦЩшБИЮЌЛЄЃЌбЯИёжЪСПЙмРэЃЌВХФмГфЗжЗЂЛгЯШНјзЊБЗФЩДЛњЕФИпаЇадЃЌЩњВњГіжЪСПвЛСїЕФВњЦЗЃЌЮЊЦѓвЕДДдьИќКУЕФОМУаЇвцЁЃ
1 КЯРэХфУо
дчЦкНзЖЮзЊБЩДжївЊгУгкХЃзаЗўЁЂЙЄвЕЗўзАКЭанЯаЗўЃЌЩДКХДжЃЌЖдЩњВњдСЯУЛгаЙ§ИпЕФвЊЧѓЁЃЕЋЪЧЯждкЯШНјЕФзЊБЗФЩДЛњВЛНіНіЗФДжКХЩДЃЌЛЙЩњВњеыжЏгУЯИКХЩДЁЃдкЩњВњВЛЭЌКХЪ§ЕФЩДЯпЪБЃЌЖдЯЫЮЌЕФвЊЧѓвВВЛЭЌЁЃгШЦфЪЧЯИКХеыжЏЩДБиаыбЁгУИпЧПЁЂГЩЪьЖШКУЕФгХжЪдУоЃЌгІИУЬиБ№зЂвтЯЫЮЌЕФРЩьЧПСІЁЂЯИЖШКЭОљдШЖШЁЃСэЭтжЛгаЩДЯпКсНиУцжаОпгаЪЪЕБЪ§СПЕФЯЫЮЌВХФмБЃжЄСМКУЕФЗФЩДЮШЖЈадЁЃЮвЙЋЫОНЋВњЦЗЖЈЮЛдкИпЦЗжЪЕФзЊБЩДЦЗжжЩЯЃЌвђДЫЩњВњдСЯЕФбЁХфгШЮЊживЊЁЃЮвУЧИФБфДЋЭГЗФЩДгУУоЙлФюЃЌДгЯЫЮЌЕФТэПЫТЁжЕЁЂЯИЖШЁЂГЄЖШЁЂГЩЪьЖШЕШЖрЯюжИБъШЫЪжЃЌзлКЯПМТЧХфУоЕФОМУадЁЂЪЪЗФадвдМАЩДЯпЕФзюжегУЭОЃЌЖдВЛЭЌЦЗжжЁЂЗчИёКЭгУЭОВњЦЗЕФХфУоЗНАИНјаагХбЁЃЌВњЦЗжЪСПКЭГЩБОЕУЕНБЃжЄЁЃ
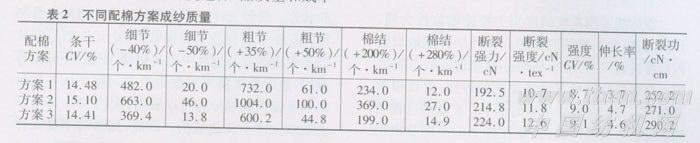
ЮвЙЋЫОЩњВњC 18ЃЎ2 texзЊБЩДЕФШ§жжВЛЭЌХфУоЗНАИМћБэ1ЃЌдкЯрЭЌЗФЩДЬѕМўЯТЕФГЩЩДжЪСПМћБэ2ЁЃ
ДгБэ2ПЩвдПДГіЃЌдСЯЕФадФмжИБъгыЩДЯпжЪСПУмЧаЯрЙиЁЃТэПЫТЁжЕЪЧУоЛЈЯИЖШКЭГЩЪьЖШЕФзлКЯБэЯжЃЌЫќЖдзЊБЩДЕФЬѕИЩОљдШЖШЁЂДжЯИНкЁЂУоНсЕФгАЯьКмДѓЁЃЖјУоЯЫЮЌЕФГЄЖШКЭЧПСІжИБъЖдЯИКХзЊБЩДИќЪЧжСЙиживЊЁЃвђДЫЃЌЮвУЧвЊУмЧаЙизЂХфУоЕФПЦбЇадЃЌИљОнВњЦЗЕФзюжегУЭОзлКЯПМТЧЃЌдкБЃжЄВњЦЗжЪСПТњзугУЛЇашЧѓЕФЯШОіЬѕМўЯТЃЌГфЗжЁЂгааЇЕиРћгУдСЯЕФФкдкЦЗжЪЃЌШЁГЄВЙЖЬЃЌБмУтвђдСЯбЁХфВЛКЯРэдьГЩЕФЫ№ЪЇКЭРЫЗбЃЌЪЙЦѓвЕФмЙЛвдНЯЕЭЕФЩњВњГЩБОЩњВњГіТњзугУЛЇЪЕЮяжЪСПвЊЧѓЕФВњЦЗЃЌЬсИпЙЋЫОЕФОМУаЇвцЁЃ
2 МгЧПЧАЗФЙЄађЕФЙЄвеЙмРэ
зЊБЗФЩДЙЄвеСїГЬЖЬЃЌВЂЬѕЪьЬѕЭЈЙ§зЊБЗФЩДЛњжБНгГЩЩДЃЌЧЃЩьБЖЪ§вЛАуЖМдк100БЖвдЩЯЃЌвђДЫУоЬѕжЪСПЖдзюжеЕФГЩЩДжЪСПгАЯьКмДѓЃК(1)УоЬѕжиСПВЛдШЙ§ДѓЃЌдьГЩГЩЩДжиСПЦЋВюдіДѓЃЌЕБУоЬѕжиСПЦЋВюГЌГі5ЃЅвдЩЯЪБЃЌжБНгдьГЩЩДЯпКХЪ§ЦЋВюЃЌЖдЩДЯпжЪСПгАЯьбЯжиЃЛ(2)УоЬѕЬѕИЩВЛдШЃЌдьГЩЩДЯпжаЕФГЄЦЌЖЮДжЯИНкдіМгЃЌЖЯЭЗДЮЪ§діЖрЃЌжБНггАЯьЛњЬЈЩњВњаЇТЪКЭУоЩДЧПСІЃЛ(3)УоЬѕНсдгЙ§ЖрЃЌдьГЩЩДЯпжаЕФДжНкЁЂУоНсЪ§СПдіЖрЃЌЩњВњаЇТЪЕЭЃЛ(4)УоЬѕЗЂУЋЛђЦЦЫ№ЃЌдьГЩЩДЯпГЄЦЌЖЮДжЯИВЛдШЁЃ
етаЉЮЪЬтжаЖдЩДЯпжЪСПгАЯьзюДѓЕФОЭЪЧУоЬѕжиСПВЛдШЙ§ДѓЃЌЮЊСЫПижЦКУУоЬѕжиСПВЛдШжИБъЃЌЮвУЧжївЊВЩШЁвдЯТАьЗЈЃК
(1)ЮШЖЈЪсУоЩњЬѕЕФФкВЛдШЃЌбЯИёПижЦЪсУоЬЈВюжиСПВЛдШЁЃЮЊСЫУжВЙЪсУоЬЈВюжиСПВЛдШЃЌдкВЂЬѕЕЅблгУЬѕЩЯЃЌВЛФмЭЌЪБЪЙгУЭЌвЛЪсУоЛњЬЈЩњВњЕФУоЬѕЁЃ
(2)дкЕквЛЕРВЂЬѕ(FA306аЭВЂЬѕЛњ)бЯИёжДаазѓгвблУоЬѕЧјЗжБъМЧЁЂЖўЕРВЂЬѕДюХфЪЙгУЕФЗНЗЈЁЃ
(3)ЮЊСЫЬсИпЯЫЮЌЦНааЖШКЭХфКЯзЊБЗФЩДЛњЕчзгЧхЩДЦїЖдГЄЯИНкЕФПижЦЃЌАбFA306аЭЛњЖўЕРВЂЬѕЕФВЂКЯИљЪ§гЩАЫИљИќИФЮЊСљИљЃЌвђВЂЬѕШБЬѕдьГЩЩДЯпКХЪ§ЦЋВюЕФЯжЯѓЕУЕНПижЦЃЌНЯКУЕиНтОіСЫГЩЩДКХЪ§ВЛдШЕФжЪСПЮЪЬтЁЃСэЭтЃЌгЩгкВЂКЯИљЪ§ЕФМѕЩйЃЌНЕЕЭСЫВЂЬѕЧЃЩьБЖЪ§ЃЌЬѕИЩОљдШЖШЕУЕНвЛЖЈИФЩЦЁЃ
дкУоЬѕжЪСППижЦЩЯЃЌвЊВЩШЁЪсУожиЕуПижЦГЄЦЌЖЮВЛдШЃЌЭЗЕРВЂЬѕжиЕуПижЦЖЬЦЌЖЮВЛдШЃЌФЉЕРВЂЬѕПижЦзмВЛдШ(жиСПВЛдШЃЌЬѕИЩВЛдШ)ЕФддђЁЃвЛАуЪьЬѕжиСПВЛдШТЪПижЦдк1ЃЎ0ЃЅвдЯТЃЌгШЦфдкЗФЯИКХЩДКЭеыжЏЩДЪБЃЌУоЬѕжиСПВЛдШТЪбЯИёПижЦдк0ЃЎ8ЃЅвдЯТЃЌЬѕИЩОљдШЖШПижЦдк4ЃЎ0ЃЅвдЯТЃЌВЂЧвВЛФмгаУїЯдЕФЛњаЕВЈЁЃ
3 ШЗБЃГЕМфЮТЪЊЖШЗћКЯЙЄвевЊЧѓ
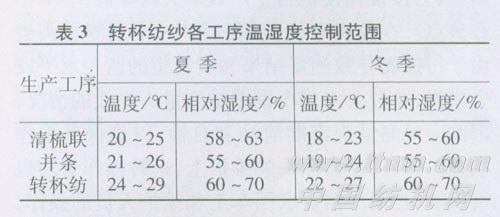
УоЯЫЮЌЕФЛиГБТЪЫцзХЛЗОГЮТЪЊЖШЕФБфЛЏЖјБфЛЏЃЌЯЫЮЌЛиГБТЪВЛЭЌЦфЮяРэЛњаЕадФмВЛЭЌЃЌЫљвдУоЯЫЮЌЕФЛиГБТЪЖдЗФЩДЙЄвегАЯьКмДѓЁЃжЛгаБЃГжЧАЗФИїЙЄађКЭзЊБЗФЙЄађЛЗОГЮТЪЊЖШОљдкЪЪЕБЗЖЮЇЃЌВХФмЪЙУоЯЫЮЌЛиГБТЪДяЕНЫГРћЗФЩДЕФЬѕМўЁЃгЩгкзЊБЗФВЛЭЌгкЛЗЖЇЗФЃЌЫљвдашИљОнЪЕМЪЧщПіжЦЖЈИїЙЄађЮТЪЊЖШПижЦЗЖЮЇЁЃЭЈЙ§ГЄЦкЕФЗжЮіЁЂзмНсЃЌЮвУЧАбЩњВњЙ§ГЬжаВЛЭЌЙЄађЕФЮТЪЊЖШПижЦБъзМЯИЛЏ(МћБэ3)ЃЌбЯИёАДБъзМРДПижЦЩњВњЛЗОГЃЌБЃжЄЩњВњЮШЖЈКЭГЩЩДжЪСПЁЃ
4 КЯРэЪЙгУзЊБЗФЩДЛњЩДЯпМрВтЯЕЭГ
дкЩДЯпМрВтЯЕЭГЕФгІгУЩЯвЊзёбМрПиЮЊИЈЃЌдЄЗРЮЊжїЃЌдДЭЗАбЙиЕФддђЁЃвЊПЦбЇКЯРэЕиЖдМрПиБъзМНјааЩшЖЈЃЌЧхГ§ФЧаЉБиаывЊЧхГ§ЕФгаКІЩДДУЁЃЖдЬиЪтдСЯКЭгаЬиЪтвЊЧѓЕФЩДЯпЃЌгІИУИљОнОпЬхЧщПіРДШЗЖЈМрПиВЮЪ§ЕФЫЎЦНЁЃдкМрВтЙ§ГЬжаУїЯдЗДгГГіРДЕФЮЪЬтЃЌашвЊдкИїИіЩњВњЛЗНкжаЯыАьЗЈПЫЗўНтОіЃЌЖјВЛЪЧНіНіЭЈЙ§ЩДЯпМрВтЯЕЭГРДЧхГ§ЁЃЩДЯпМрВтЯЕЭГЪЧгУРДЧхГ§ХМЗЂадгаКІДУЕуЕФЃЌОјВЛФмУЄФПЕиВЩШЁЩњгВЕФЁАдННєдНКУЁБЕФЩшжУЗНЗЈЃЌгШЦфЪЧМрВтМЋЯоБЈОЏЩшжУЁЃетбљдьГЩЕФКѓЙћжЛФмЪЧдіМгЮоЮНЕФЖЯЭЗКЭПеЖЇЃЌдьГЩЛњЬЈЩњВњаЇТЪНЕЕЭЃЌдіМгЭВЩДНгЭЗДЮЪ§ЃЌНЕЕЭЩДЯпЧПСІЕШвЛЯЕСабЯжигАЯьЩДЯпжЪСПЕФЖёЙћЁЃзмжЎЃЌдкМрВтБъзМЩшжУЩЯЃЌБиаывЊдкБЃжЄИпаЇЩњВњКЭАбзЁгаКІДУЕужЎМфеввЛИізюМбЦНКтЕуЁЃ
ЩДЯпМрВтЯЕЭГЦеЭЈадгыдібЯадЩшЖЈЫЎЦНЕФЧаЩДЪ§СПЖдБШМћБэ4ЁЃ
ОЙ§МьВтЃЌвђГЌЯожЕЖјБЛЭЃЖЇЕФЩДЯпКЭЫљЪЙгУЕФУоЬѕ95ЃЅвдЩЯУЛгаУїЯджЪСПЮЪЬтЃЌМрПидібЯКѓЃЌвђЮЊЭЃЖЇЖјЪЙЛњЬЈЩњВњаЇТЪДѓдМНЕЕЭ3ЃЎ47ИіАйЗжЕуЁЃдкМрВтЯЕЭГЪЙгУЙ§ГЬжаЃЌИіБ№ВтСПЭЗЛсгЩгкЮлЫ№ЖјЕМжТВтСПНсЙћКЭЫљЯЃЭћЕФМрПиЫЎЦНЗЂЩњДэЮѓЃЌВЂЧвЛсГіЯжИіБ№ЕЅЖЇВтСПЭЗЪЇаЇЕФЧщПіЃЌвђДЫгІЖдВтСПЭЗЖЈЦкЧхНрКЭздМьЃЌвдШЗБЃЦфЙЄзїзДЬЌЁЃСэЭтЃЌдкМрВтЭЗЕФЮЌЛЄЩЯЃЌдЫзЊВйзїЙмРэвВКмживЊЃЌБиаыбЯИёвЊЧѓЕВГЕЙЄКЭЮЌЛЄШЫдБЕФВйзїЃЌЗРжЙШЫЮЊЫ№ЛЕВтСПЭЗЛђАВзАЮЌЛЄВЛЕБдьГЩВтСПЪ§ОнЪЇецЁЃ
5 МгЧПЗФЩДдЊМўЕФЙмРэКЭЮЌЛЄ
5ЃЎ1 ЗФЩДдЊМўЕФЧхНрКЭБЃЙм
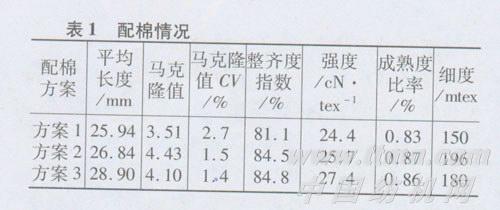
ИїжжЗФЩДдЊМўЪЙгУвЛЖЈжмЦквдКѓЃЌдЊМўБэУцМАЦфЭЈЕРФкЛ§ОлДѓСПЕФЗлГОКЭЮлЙИЃЌетЪБЛсбЯжиЮЃКІГЩЩДжЪСПЃЌжБНгдьГЩУоЩДЬѕИЩCVжЕИпЃЌУоНсЁЂДжЯИНкЪ§СПдіМгЁЃвђДЫМгЧПЗФЩДдЊМўЕФЧхНрЙЄзїЬиБ№ЙиМќЁЃЮвУЧЮЊДЫЩшСЂЗФЩДдЊМўЪЙгУЬЈеЪЃЌИљОнЩњВњЪБМфЖЈЦкЧхНрКЭЮЌЛЄЃЌЪеЕНСЫНЯКУЕФЪЙгУаЇЙћЃЌДЫЭтЃЌЛЙБугкЫцЪБСЫНтдЊМўЕФЪЙгУЪБМфКЭзДЬЌЁЃЗФЩДдЊМўдкВЛЪЙгУЪБгІгабЯИёЕФБЃЙмжЦЖШЃЌашвЊзЈгУШнЦїЭзЩЦБЃЙмЃЌЗРжЙдЊМўаЭКХЛьЗХвдМАдкАсдЫАВзАЙ§ГЬжаГіЯжХізВЁЂЫ№ЛЕЁЂВЛЭЌаЭКХЛьгУЃЌдьГЩдйДЮЪЙгУЪБЗЂЩњбЯжиЮЪЬтЁЃДгИїЛњЬЈТфКѓЕЅЖЇЕФдвђЗжЮіПЩвдПДГіЃЌДѓдМ38ЃЅЖМЪЧвђЮЊЗФЩДдЊМўВЛСМдьГЩЕФЁЃвђДЫЃЌМгЧПЖдВЛСМдЊМўЕФДІРэКЭПижЦЙЄзїЃЌШЗБЃЩЯЛњдЊМўЙцЗЖзМШЗЃЌПЩвдгааЇНЕЕЭДЫРрТфКѓЕЅЖЇЕФГіЯжЦЕДЮЃЌИќДѓГЬЖШЕиБЃжЄЩњВњжЪСПЁЃ
5ЃЎ2 ЗФЩДдЊМўЕФАВзА
AutocoroзЊБЗФЩДЛњВЛашвЊЙЄОпОЭПЩвдЭъГЩЗФЩДдЊМўЕФАВзАКЭИќЛЛЙЄзїЃЌМђЕЅЁЂБуРћЃЌгааЇЕиЬсИпСЫЩњВњКЭЮЌаоаЇТЪЁЃЕЋЪЧЃЌШчЙћАВзАШЫдБзЈвЕММЪѕВЛЧПЃЌАВзАЗНЗЈВЛЕБЃЌЛсдьГЩЗФЩДдЊМўбЯжиЫ№ЛЕЃЌЩѕжСЛсдьГЩЫЋЭаХЬЛђСњДјЕШНЯАКЙѓЕФЗФзЈЦїВФЕФЫ№ЛЕЃЌдьГЩНЯДѓЕФОМУЫ№ЪЇЁЃвђДЫЃЌМгЧПВйзїШЫдБЕФММЪѕХрбЕгШЮЊживЊЁЃ
6 зіКУТфКѓЕЅЖЇЕФзЗВщКЭДІРэ
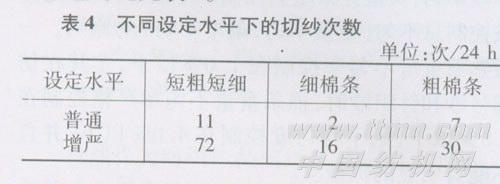
УПЬЈзЊБЗФЩДЛњЖМДцдкзХИїжждвђдьГЩЕФЩњВњзДЬЌТфКѓЕЅЖЇЃЌжївЊБэЯжгаЃКЮоЗЈе§ГЃЩњВњЃЌжЪСПжИБъвьГЃЃЌжЪСПЪ§ОнВюЃЌЧаЩДЁЂЖЯЭЗЪ§СПЖрЃЌЩДЯпЕФЬѕИЩОљдШЖШВюЁЃТфКѓЕФдвђжївЊгаЗФЩДдЊМўВЛСМЁЂЗФБЖЈЮЛЦЋВюЁЂУоЬѕжЪСПМАЦфЫћЮЪЬтЁЃвЊПижЦКУзЊБЗФЩДЕФжЪСПЃЌгІНЈСЂЗФЩДжЪСПФкПижИБъЁЃдке§ГЃЩДЯпжЪСПЫЎЦНЩЯЃЌвдГЌГі10ЃЅЁЋ15ЃЅзїЮЊФкПижИБъЃЌЖдГЌГіЗЖЮЇЕФЕЅЖЇНјааМЧТМКЭМрПиЃЌНЈСЂБЈОЏЗтЖЇжЦЖШЁЃ
ЛњЬЈДцдкЩњВњзДЬЌВЛСМЕФЕЅЖЇКме§ГЃЃЌЕЋЗДГЃЕФЪЧГжајВЛЖЯЕиМЏжадкФГМИИіЖЇзгЩЯЁЃвђДЫЃЌМАЪБЖдТфКѓЕЅЖЇНјааДІРэдкжЪСППижЦЙ§ГЬжаЗЧГЃЙиМќЁЃУПШеЖдЛњЬЈЕФЕЅЖЇЩњВњаХЯЂНјааЫбМЏећРэЃЌЖдвьГЃЕФЕЅЖЇМАЪБЗДРЁЁЂгааЇДІРэЁЂВЂзЗзйДІРэНсЙћЁЃетЯюЙЄзїдкЩшБИЙмРэЮЌЛЄжавВЪЎЗжживЊЃЌгаРћгкЬсИпЩњВњаЇТЪКЭБЃжЄЩДЯпжЪСПЮШЖЈЁЃ
ЮвУЧЭЈЙ§ГЄЦкЙлВьКЭЪдбщЗЂЯжЃЌДЋЖЏЯЕЭГдЫзЊзДЬЌВЛСМЛсдьГЩЖЯЭЗдіМгЃЌДжЯИУоЬѕЧаЩДЪ§СПдіМгЃЌВЂЧвЛсВњЩњУоЩДЙцТЩадЬѕИЩВЛдШЃЌбЯжигАЯьУоЩДжЪСПЁЃеыЖдЕЅЖЇДЋЖЏХфКЯВЛСМЕФЧщПіЃЌЖдДЋЖЏЯЕЭГНјааЕїНкДІРэЃЌДІРэЧАКѓЫљЗФЩДЯпГЩЩДжЪСПМћБэ5ЁЃ
7 МгЧПЙмРэ
7ЃЎ1 МгЧПЙ§ГЬЙЄзїжЪСППижЦ
ЮЊСЫЬсЩ§ЦѓвЕзлКЯЫижЪЃЌБЃжЄВњЦЗжЪСПЕФЮШЖЈЃЌБиаыЬсИпЩњВњЙмРэЫЎЦНЃЌМгЧПИїЙ§ГЬЙЄзїжЪСППижЦЁЃПижЦОЭЦфвЛАуКЌвхЖјбдЃЌЪЧжИжЦЖЉПижЦБъзМЁЂКтСПЪЕМЈевГі