�Բ�����ԭ��ѧԺ�� ʯ��Ȼ������ʡ������֯���ţ�
���Ľ����˳�ϸ��������ά���ص㣬���ݳ�ϸ���ӣ��߳�֧ɴ���ص㣬ͨ������ʵ����ԣ������˷�ɴ����Ӱ���ĸ�֧ɴ������һЩ���أ�̽�������ĸ�֧ɴ��������ȡ����Ч��ʩ��
1 ǰ��
������������ˮƽ����ߣ����ǶԷ�֯Ʒ�Ķ����ԺͲ�Ʒ���ܵ������ԡ������ԡ������Լ�ʵ������ʱ���Է���������һЩ�е͵���Ʒ���Ѳ�����������ϲ��������������Ŀǰ��֯Ʒ�����������ڵ�ˮƽ�ظ����裬����е͵���Ʒ���Ⱦ�������ɻ�ѹ����һЩ�иߵ����ϻ��������㡣Ϊ����߲�Ʒ���κͿƼ����������Ӳ�Ʒ�ľ��������г������ʣ��������Ƕ������Ļ�Ҫ��������������Ҫ�������У��ij������ҵ���ó�ϸ��������άϸ������ǿ�ȵ͵��ŵ㣬��������ϸ����������ĸ�֧ɴ����ǿ���ߣ������������Ƶĵ��ĸߵ�֯��ܰѵ��ں�����ά���ŵ��ַ��ӳ�����������ɴ�ӹ���֯����ָ������������ü���ĥ�Լѣ��г�ǰ�����ã��Ǹߵ����ε��������ϡ�Ϊ�˱��Ľ������ʵ������Ӱ���ɴ������һЩ���ؽ����˷���ʵ�飬Ϊ��߳�ϸ������ĸ�֧ɴ������һ̽����
2��ά���ܡ�ɴ�߹��������
2��1 ԭ������
��ϸ��������άϸ��ϸ���ȱ������ɴ�ߵ�λ�����ڸ������ӡ������ɾ��ȣ������Ժ��������ã���ʪ���ţ��ָ������������Ժá���ϸ��0��6dtex��38mm������ǿ��4��03CN��dtex��ǿ��������5��1����������0��18%��������ά��0%��������ά��0���������쳤��16��98���������ȣ���1��02 x 108(��g��cm2)������1��02��10*8��g��cm*2���س���0��45����
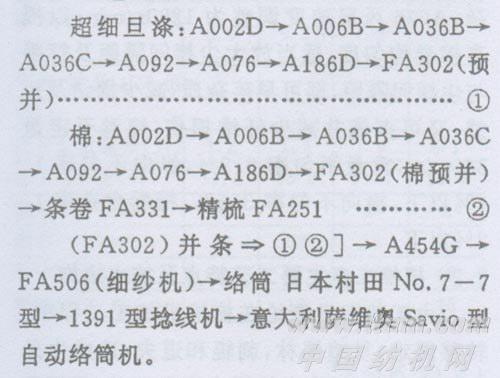
2��2 ɴ�߹��CJ��T 60��40 7��3tex��CJ��T60��40 4��9tex��T��CJ 55��45 7��3tex��T��CJ 55��45 5��9tex
2��3 ��������
3 ��ɴ��Ҫ���ղ�������Ƽ��ؼ�������ʩ
Ϊȷ����ϸ������ĸ�֧ɴ�ߵ�������Ҫ�ϸ���ư���Ʒ������������Ҫ�����ȶ������ʵ���ʪ�ȣ�ʹ��ɴ�����ܹ�˳�����С�ͬʱ�Ѽ�����ά���ˡ������ᡢ�������ɾ��ȶȼ����ٳ�ɴë����Ϊ�����ص㣬���Ϲ���Ҫ�ƶ��ϸ��ҽ����Ƶİѹ��ƶȺ��ڿ�ָ�꣮�Ϸ�����������Ҫ��İ���Ʒ���������¹���
3��1 �廨������Ҫ�����ص㼰������ʩ
���ݳ�ϸ��������ά���ԣ����á������̡�����ᡢ�ٴ�����ᶨ�������ٶȡ���ι�롱�Ĺ���ԭ��Ϊ���ٴ��ǿ�ȣ����������ٶȽ���18����������ά�������˺ͼ��ٶ����ץ������ÿ���½�2��5��3mm�������ץ��Ч�ʣ�����С����Ƭ�������3mm��������ץ��ץ�Ͷ����ٴ��Ŀ�ģ�A036C����������֣������������ȸߺʹ������������ά���Ӿ�����ƫ����ƣ������ڳ�ֿ��ɡ��Ӿ�����390g��m������������1��15�����쳤��1��56����A076�����ٶ�700r/min.
��Գ������ص㣬���á����ٶȣ������ٴ��Ŷ��õ㣬С��ץȡ���������飬�����������ѣ�������ά�Ͳ����ἰ���ޣ�A036C���������ʵ��Ŵ��Լ�ǿ���������ӣ�A076�����ٶȵ���Ϊ1290r��min������������ȶȣ��ʵ��Ŵ�����༰�����볾������࣬�����������ʣ������ἰ���ޣ��ֿɶ��Ტ������ά���ˣ����ɶ���360g��m������������0��8������������1��1%���£���������3��5������������1��2�����¡�
3��2 ��������Ҫ�����ص㼰������ʩ
���ڳ�ϸ�������������ӹ������У�ת�����ѣ��ײ����֣��̹��͵�����������������ӣ���ά�������ж����Բ��ϸ��������ά����С��ϸ��ϸ����Ť������ˣ���˽����������������ά�������е���ֱƽ�жȣ��������������еĹؼ������������벼�ͺţ����벼���ܻ����������ڳ��ת�����������ý�������������ά������ֱƽ�жȵ���ߣ�������ά�����Ť�ᣬʹ��ά���������нϺõĶ����ԡ��ʵ��ӳ����ް幤���泤�ȣ��ɼ�����ά���ˣ������ٶ�Ϊ295r��min���̹��ٶ�Ϊ695r��min��������������ý����࣬�����ڵ���������ϵ���ά��������������֮˳������ת�ƹ�����
���ӹ������ޣ�Ҳ������ά�����ˣ�Ť�ἰ�����������ӵ�ͬ�⣬Ϊ�˲��á��ᶨ����ǿ���ᡢ����ӡ������ˡ�ת�ƺá�ϸˮ�������������Ŷ��ޡ��Ĺ���ԭ���벼���÷ĸ���벼���ܴﵽϸ�������������άת���ʺͳ���Ч�ʣ�ʹ��ά��ֱƽ�У��������õĶ����ԣ��ܼ��������ά���ˣ�ͨ���ӳ����ް幤�����ȣ����ʹ̹��ٶȣ��ɼ�����ά���ˣ��ʵ����Ӻ������ǰ廨�ʣ����ų�ϸС���ʣ���������ߵ���֧ɴ��������
3��3���Ṥ����Ҫ�����ص㼰������ʩ
��������еĶ��ޡ��ἰϸС���ʣ������ά����ֱƽ�ж��뾫�Ṥ����ص㡣�����մ��������֡�ֲ�붥���ֲ���ܶȴ��ϸ���룬�ɽ��Ͷ����ʺ������ά��ֱƽ�жȣ������ᶨ��С������ʹ���ֲ�����������ճ�������ö̸����������������Ч�����Ľ�����������������ָ����ȣ���֤ëˢԲ���ȣ��ӿ�ëˢ�ٶȣ�ëˢָ����ȵ���Ϊ3��2mm�������ʿ�����18��5��21��5��֮�䣬�ܴ����ų����˺����ʣ�ʹ��ά��ֱ�ȼ�ƽ�жȸ��ơ�
3��4����������Ҫ�����ص㼰�ؼ�����
�ݳ�ϸ��������ά�ͳ�����ϸ��ϸ���ص㣬������λ��������ά�����࣬��ά��ǣ����ǣ�����ϴ�Ϊ��֤�㹻���ճ�����ǣ��������Ӧ���ʵ�����ѹ����ʹ��ά��ǣ��������ȶ��˶��������������ˮƽ���ʵ����������ٶȣ��Լ�����ά�����ĥ���Ť���γ�����ǣ�������ص㣬���ýϴ�ĺ���ǣ�챶�����ɼ���ϸɴ�ֽ�����������ϸɴ���ɾ����ʣ�����˳ǣ�칤��ԭ�Ӵ�ͷ��������ĺ���ǣ�챶�����Լ��ٴֽں������ɣ��Ӵ�ĩ��ǰ��ǣ�챶�����������ά��ֱƽ�жȡ�
3��5 ��ɴ������Ҫ�����ص㼰�ؼ�����
���á��ᶨ���������ȡ���ѹ��������ࡢ����������ܶȡ�С����ǣ�족�Ĺ���ԭ���ٵ���Ϊ535r��min�������ᶨ�����ܼ���ϸɴ��ǣ�챶������С��ά��ǣ���˶��е��ƾ�ƫ����Ƴ�ɴ���ɾ��ȶȣ���ɴǰ���Ų��ò�ͬ���������ܼ���ǰ���Ŵ�ɴ�������졣��ֹ�����쳤���Ը��Ƴ�ɴ����ʮ����Ч����������ͨ�����һ����Ͻ���ͷ������ɴ�ϡ��ʵ����ƴ�ɴ�����ʹ�ɴ��ɴ�����������ɴ��ϸɴ��������ʱ���϶����������쳤���ڼ��������У���ɴ����;�������ܶ��ʵ��Ӵ��ܸ��ƴ�ɴ�ڲ��ṹ����ߴ�ɴ���ȣ�ʹ��ɴ����������ߡ��乤�ղ���Ϊ����ɴ����2��42��2��12g��10m����ɴ��ϵ��56��62����������27x 34mm������535r��rnin��ǰ�����ٶ�162��180r��min����ѹ����(kg��˫��)26��15��20��ǯ�ڸ���3��0mm������ǣ�챶��1��24��1��30����������ܶ�3��345Ȧ��cm������������6��4mm��ǰ��������6mm��
��ȡ������Ч���ú�ɴ����������Ϊ1��20�����ڴ�����CV��ֵΪ4��6������������CV��Ϊ15��4���쳤��Ϊ1��7����
3��6 ϸɴ������Ҫ�����ص㼰�ؼ�����
��ϸ��������ά����ǿ��С���ײ��ƽ����������������е���ӲͿ�Ͻ������Ը������ɾ��Ⱥͼ��ٶ�ͷ�ʼ�ë����������ϸɴ��������1.5dtex����ʱ���Ҫ�ʵ���С��ͨ��������89��91��֮�䣬����߳�ɴ�������Ӵ����ǣ�챶������Сǯ�ڸ��࣬�Ը������ɾ��ȶȣ��������ʪ�ȿ�����65��69��֮�䣬��С�������õIJ���Ӱ�죬ʹϸɴ��������˳�����С���Ҫ���ղ���Ϊǰ�����ٶ�160r��min������13980��14300r��min����������20��32mm��������ѹ17 x 12��15kg��˫����ǯ�ڸ���2��5��3��0mm����ͷ��Ϊ5��7����ǧ��ʱ����˿ȦΪ�Ƹ���˿Ȧ�������ǹ���죬����������������Ȧ�����ƣ�����ߵ���ĸ�֧ɴ������Ϊ������
3��7��Ͳ�������ص�
��ϸ��������ά�س���С���볤����������ĵ���ɴ����ܺ���С��ë��࣬��ǿCV%ֵ��������������أ��ʵ�������ɴ�������������ɶ��ȣ���С�´õ������������Ͳ������Ч�ʣ���Ͳ������������С�쳤�������ԡ����ٶȡ�ԭ������������Ͳ������ͷ�¼�������ɴ���ÿ��������������߲�����������������ɴ�ٶȵ���Ϊ900��1000r��min���ܼ���ɴ�����˷��ȣ�������������������ɴë������
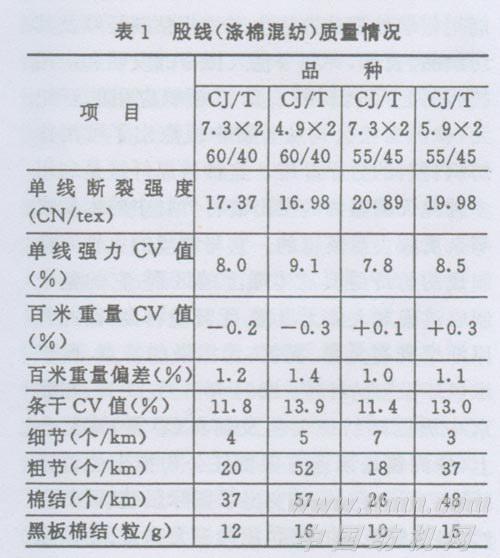
4�����������(����1)
5 ������
�ij�ϸ���ӣ���ĸ�֧ɴʱ��Ӧ����ѡ�����ޣ��ݳ�ϸ��������ά���ԣ�Ϊ������ά���ˣ��廨�����ᶨ���������롢�����ᡢ��ֿ��ɵĹ���ԭ���������ἰ�����������ά��ֱƽ�жȺͶ�������������Ĺؼ��㣻���Ṥ������Ч��������е���Ͷ���ϸС���ʵĹؼ������������������άƽ����ֱ�ȣ��������ھ��ȶȣ��������������ʵ��ص㣻��ɴ������ص�����������ɾ��ȶȺͽ������������ʣ�ϸɴ��������ߵ���ĸ�֧ɴ���ɾ��ȶȣ����ٴ�ϸ�ڣ����ͳ�ɴ����Ϊ�ص㣬�ø�ɴ�������ĸ�֧���ܸߵ����ϲ���ƽ�����ָй⻬�������������ţ����Ժã���Ⱦ���ӹ����������ߵ����ε��������ϣ��������ܵ������ߵ�ϲ����