ժ Ҫ���д��ͨͨ����CNCӦ������������ͨ����CNCϵͳ�����ƻ��Ŀ��Ʒ��������ŵ�ϵͳ�ܹ���PLC��LCD�Ĺ滮�������ص㡢�ӹ�����G�������ݵ����ɺʹ�����
�ؼ��ʣ�����ϵͳ �����ŷ� ��� ���ƻ�
1 ����
����CNC ��Computerized Numerical Control���Ǽ������ֵ����ϵͳ��Ӣ����д��Ҳ������ϵͳ�����ִ���ҵ�����еõ��˹㷺��Ӧ�á�
�������죬���ż������Ϣ����������������Ѹ�ͷ�չ������ҵ�Բ�Ʒ��������Ҳ����˸��ߵ�Ŀ���Ҫ��Ʒ��������Ҫ��Խ��Խ�̣��㲿��������Ч�ʺ����Ի������ij̶�Խ��Խ�ߣ���Ʒ�ļӹ�����������ҲҪ����ߡ����ȶ���CNCϵͳҲ��һ��IJ�Ʒ���㲿���ӹ����ƣ��糵����ϳ���������������ȱ�CNC���ػ���������չӦ�õ���Ʒ����װ����װ������Ʒ�����䣨�纸�ӡ��㽺����װ����ҵ�����ˡ���CNC��ҵ��е���������������������ȥ��
����������һ̨���ִ�����CNCϵͳӦ�ÿ���Ϊ������������������д��ͨPUTNC-H4ͨ��ϵ��CNC��̨�� DELTA�����ŷ�ϵͳ������Ͽͻ���Ʒ�ӹ��Ĺ����ص㣬Ϊ��ҵ��е��������ƻ���CNC���Ʒ�����
2 ���ִ������Կ���ϵͳ��Ҫ��
����
��е���Ϊ3���ŷ����ƺ�1���Ƶ�����ƣ�
��1��Y��Ϊ��ת�ᣬ������������ݼӹ��������ʱ��ת��Ҫ���������ͬ����Ϊ�ŷ��ͱ�Ƶ���϶��첽�綯�����ִ�����ʽ�����ӹ����������ʱ���ŷ�����������ٻ��ͳ������������ٻ������������ӹ��������ֶ��˶������ӹ����Ϊ���������ʱ��Y���ŷ����ֹͣ�����������ṹ�ı�Ϊ��Ƶ���϶��첽�綯������ͬ�����������������������ת����ƽ�����ŷ���������������ٺ�Y��ת���ٶ����������������Ĵ����Ҫ������⡣���ִ�����ʽͨ������������ȷ����ȫ��
��2��Z��Ϊ��ֱ�ᣬͨ���ŷ����ֱ����������˿�ˣ����������ȸ�Ӧ�������˶���
��3��X��Ϊˮƽ�ᣬͬ��ͨ���ŷ����ֱ����������˿�ˣ���������Ӧ��ǰ�����������Y���ŷ���Z���ŷ�Ҫ���������岹���ܣ���������ʵ��б������������γ���������Ĵ��ӹ�����X���ŷ��������ɡ�
��е�ṹ��ͼ��ͼ1��ʾ��
��������������������������������������ͼ1 ��������е�ṹ
2.2 ����ӹ��Ĺ���Ҫ��
��1������Ҫ���ܹ��ӹ�ֱ���֡�б���֡������γ��֡����ݳ��ֵĴ��ӹ������ֵļӹ����ֱ��2�ף��ݶ���0.8�ס�������100�ݡ�
��2�������ڸ�������Ӧ����ģ������ʵ�ֹ���������Ĵ��Ҫ��
��3����ϲ�ͬ�Ĵ���Ӧ����ģ��ƣ��ܹ�ʵ�ֵĴ��ʽ���������ͬʱ��𡢷ֶ�������𣨷ֶδ��ͨ�������趨�������г̿��أ����ֶ�ͬʱ���
��4�����ִ��ӹ�˳��Ҫ�����ӹ����Ա������㹻��ȴʱ�䣬��֤������С�ļӹ��ȱ��Σ��Գ���10Ϊ����������1��3��5��7��9��2��4��6��8��10���˳��ӹ���
��5��Ҫ����ŷ��ᣬ���г��ٶ�F0�ʹ��ӹ��ٶ�F1�ֶοɵ������ֶַ���תʱ�ٶ��ȶ���
��6����������Զ��ӹ�ʱ��Ӧ��֤�㹻�ľ��Ծ��ȣ���������ۼ���
2.3 ����ϵͳҪ��
����������Ҫ�����ֶ�ģʽ���Զ�ģʽ���Լ���ʽ�༭ģʽ���ֻ�������״̬��
��1�����ֶ�����ģʽ�£�CNCϵͳ����ͨ�������������ŷ��ᣬ����JOG�ƶ���MPG
�����ƶ�������������˵��ڸ�Ӧ����ģ�ͳ��ֹ�����λ�ã��ֶ�����¿���ͨ���ⲿ�İ�ť��ʵ��Y���Ƶ�����תON/OFF������Ӧ������ON/OFF����Һ��ŷ�ON/OFF��������Һ��ŷ�ON/OFF���ƣ���������ߵ�������ʹ�á���I/O�滮�μ��������ƶ���ʵʩ��
��2�����Զ�����ģʽ�£�CNCϵͳ������Ԥ��ѡ�õij�������ŷ�����˶�����ɳ��������ȫ�����ӹ����̣�����ʹ���Զ���M������ʵ��Y���Ƶ�����תON/OFF������Ӧ������ON/OFF����Һ��ŷ�ON/OFF��������Һ��ŷ�ON/OFF��I/O����(M����滮�μ��������ƶ���ʵʩ)���Զ��ӹ������п���ʵ��������ͣ�����ڲ��ԵȲ������ܡ�
��3���ڳ���༭ģʽ�£�Ҫ��ϵͳ�ܹ��洢����500�鲻ͬ����ӹ���ʽ�������ԶԳ�ʽ���ݽ��б༭���ڼӹ�����ֱ�ݺ�б�ݳ���ʱ������ϵͳ���Ը��ݳ��ֹ��ղ����Զ����ɼӹ���ʽ���ӹ����������ʱ������ͨ������G����ʵ�����������ƣ��ӹ������������ʱ������Ҫ�����ⲿ���г̿��أ�����ͨ�����������������һ������ķֶδ��ӹ����ڸ�ģʽ�»����ԶԴ��ĸ������ղ��������趨�����Ӧ��������ʱʱ�䣬��Һ��ʱʱ�䣬���ּӹ����г�ʱ���ٶ��Լ����ӹ�ʱ���ٶ��趨��
3 �д��ͨPUTNC-H4ͨ��ϵͳ����
����PUTNC-H4����ϵͳ���д��ͨ��˾��Բ�ҵ��е���˶�����������һ��ͨ����CNC����ϵͳ����CNCϵͳ�����ص���ǿ��ŵ�ϵͳ�ܹ�����CNC��״̬�ź�S bit���塢����PLC��ָ���ź�C bit���塢ϵͳ����Ĵ���R���塢�Լ�ϵͳ�ڲ��������V���壬����ȫ���Ÿ�����������ʹ�ã������ֻ�����ר�õ�PLC�༭������LCD����༭�����Ϳ��ԶԲ�Ʒ���ж��ο������Ӷ���������ϲ�ҵ��е����Ҫ��������û�����Ҫ��Ŀ��ƻ�CNCϵͳ����ͼ2��ʾ��

������������������������������������������ͼ2 PUTNC-H4����ϵͳ
����PUTNC-H4ͨ��ϵͳ���ص㣺����ʽ��ϵͳ�ܹ����Ⱥ�Ƕ��ʽ PLC ����Ӧ�ø����ҵ��е���Զ����豸��������LCDҺ����ʾ���û��������й滮�������ݡ����PLC������������Զ��尴�����ܣ�ʹ�����������4���ŷ��ӿ�, ��Ӧ�ɴ�500Kpps�� �����ȿ��趨�� 7 λ����ȫ�ջ����Ƽܹ������ƾ��ȸ��ߡ�����ṩ2��D/A�����A/D���롣�ṩ����24�������16���������ѡ��I/O��չ��Ԫ��56�����룬64���������������ģʽ���ܺͱ���ENCODER�������ܣ����ɹ����������ͬ���ü����ܡ�֧�ֱ�G���룬�ṩ���������̺ͽ̵��������빦�ܣ���̸���������MACRO��ָ����Խ�����ѧ�������㣬NC��̹��ܸ�ǿ����洢���� 512K byte��NC�������ߴ�1000�顣�ṩRS232C���ӿڣ������Ӹ��˵��ԣ�PC��ʵ��DNC ���ӹ����ܡ�
4 �������ƶ���ʵʩ
�����ۺ������ķ�����CNCϵͳѡ��PUTNC-H4C-3����ȫ����ʵ�ִ������Ŀ���Ҫ�����½���Գ��ִ�����Ҫ����Ҫ��Է�����������һ���з�����
4.1�ŷ�λ�ÿ��ƺͱ�Ƶ���ٶȿ��Ƶ�ʵ��
����PUTNC-H4C-3����3���������ŷ���ͨ��������ʵ��X/Y/Z��3���ŷ�������������������ŷ��岹�˶����ŷ���Ľ����ٶȿ���ͨ��G01ֱ�߲岹��Fֵ�趨�������ȿ��趨�� 7 λ����ȫ�ջ����Ƽܹ���ȫ���Ա�֤�㹻�ľ��Ծ��ȣ���������ۼ���
����PUTNC-H4C-3ϵͳ�������ṩ��·D/Aģ��������ӿڣ����0~10V��ģ������ѹ������һ·D/A���ͨ��LCD����滮��ֱ����ϵͳ����������ֵ���趨ϵͳ����Ĵ���R143�Ĵ�С�����ڴ���¶ȵĿ��ơ�����һ·D/A���ͨ���趨ϵͳ����Ĵ���R238=5��ָ����ͨ��Ϊ����ת�ٻ��ܣ�������NC������ֱ��ͨ��S�����趨��Ƶ�����ת�٣����ڹ���������Ĵ��ӹ���
����ͨ��PLC�༭��Y����ŷ������ʹ���ź�O004�ͱ�Ƶ����ת�ź�O000����������ȷ����е��ȫ��CNC���Ƽܹ���ͼ3��ʾ��
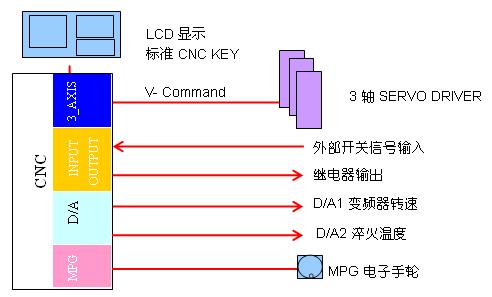
��������������������������������������������ͼ3 CNC���Ƽܹ���
4.2 ϵͳ��I/O�滮���Լ��Զ���M���빦�ܵ�ʵ�֡�
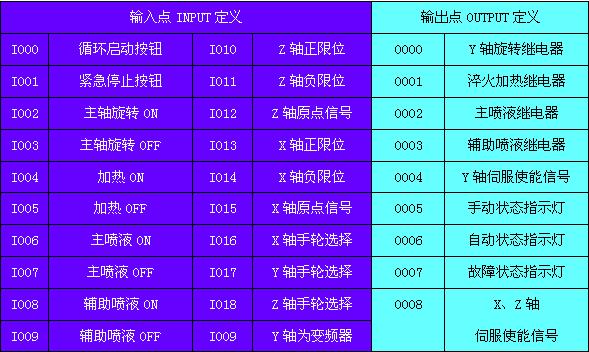
��������������ͨ��ר�õ�PLC�༭������Զ�PUTNC-H4ͨ��ϵͳ������PLC���б༭������ʵ��PLC I/O�滮��������ȫ�������û��Զ���M���빦�ܡ�CNC������I/O�滮���1��ʾ��
��1 CNC������I/O�滮
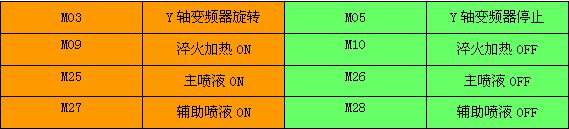
CNC�������Զ���M�������2��ʾ��
��2 �������Զ���M����
�Զ���M����PLC�滮������ͼ4��ʾ��
ͼ4�Զ���M����PLC�滮����
4.3ϵͳ�IJ������ܵ�ʵ��
����PUTNC-H4ϵ��ͨ������ϵͳ�Ǿ��б�CNC�Ĺ��ܣ���˿�������ʵ���ŷ��˶����ơ�ͨ���������IJ�������ʵ��ģʽ�л�������G�����̡�MPG���ֹ��ܡ�������ͣ�����ڲ��ԵȲ������ܡ�
����������ֻ����ݲ�ҵ��е�����û��IJ���ϰ�ߺ���Ҫ������LCD��������һ���Ĺ滮��ʹ���ܸ�ֱ�۵ķ�ӳ�ӹ���Ϣ���ɡ���˺��ػ���HMI�˻�+PLC�Ŀ��Ʒ�����ȣ��������˶����Ʒ��棬����ϵͳ���������Ժ��ȶ����϶����ž��Ե����ơ�
4.4�ӹ�����G�������ݵ����ɺʹ���
�������������ȴ����ӹ����ڵ�һ��ר���豸�������������߱���רҵ�����ۻ���������CNC�������߱������������������ܹ���ϲ�ҵ��е�������Ĺ����ص㣬���������ɺʹ����ӹ��������ݣ��ǰ�ͨ��CNC����ɲ�ҵ��еר��ϵͳ�Ĺؼ�һ�����������ڳ���༭����Ҫ�����������Ҫ��
��1���ӹ����������ʱ������ͨ������G����ʵ�����������ơ�
��2���ڼӹ�����ֱ�ݺ�б�ݳ���ʱ������ϵͳ���Ը��ݳ��ֹ��ղ����Զ����ɼӹ���ʽ��
��3���ڳ���༭ģʽ�»����ԶԴ��ĸ������ղ��������趨�����Ӧ��������ʱʱ�䡢��Һ��ʱʱ�䡢���ּӹ����г�ʱ���ٶ��Լ����ӹ�ʱ���ٶ��趨��
�����д��ͨPUTNC-H4ϵ������ϵͳ����֧�ֱ�G�������⣬���ṩ���������̺ͽ̵��������룬��֧��MACRO��ָ��ȶ���NC��̹��ܣ���ȫ���������������༭Ҫ�����¶���������Ҫ��ʵ��չ����ϸ˵����
5 �ӹ��������ղ������












