ժ Ҫ������ռ�й�����ĵ�����и������ռ��ӹ�����������60�����ϵ�����˿�ӹ��������˶����Ƽ���������0.5~0.2rpm���������й����б����ȶ���������Լ�������ŷ�ϵͳ���Ը����ص����ۡ�
�ؼ��ʣ����и� ̨����� ������ŷ�
1 ���ԡ���
����������и�ӹ���Wire cut Electrical Discharge Machining�����WEDM������ʱ�ֳ����и���������ԭ�������������ƶ���ϸ����˿����Ϊ�缫˿�����缫���Թ�����������ŵ�ʴ���������и���͡����и���Ҫ���ڼӹ�������״���Ӻ;���ϸС�Ĺ�����������ģ��ģ����ģ����ģ���̶��塢ж�ϰ�ȣ����ε��ߡ����塢����ͼӹ��õĽ����缫������ϸ�ײۡ�խ�졢�������ߵȣ����мӹ�����С���ӹ����ȸߡ��������ڶ̡�����ɱ��͵�ͻ���ŵ㣬���������л�ù㷺��Ӧ�ã�Ŀǰ������ĵ�����и������ռ��ӹ�����������60�����ϡ�
2 ����˿�ӹ�����
2.1 ����������
�������ݵ缫˿�������ٶȲ�ͬ��������и����ͨ����Ϊ���ࣺһ���Ǹ�����˿������и������WEDM-HS������缫˿�����������˶���һ����˿�ٶ�Ϊ8��10m/s���缫˿���ظ�ʹ�ã��ӹ��ٶȽϸߣ���������˿������ɵ缫˿�����ͷ���ʱͣ�٣�ʹ�ӹ������½������ҹ�������ʹ�õ���Ҫ���֣�Ҳ���ҹ������ĵ�����и�ӹ�ģʽ����һ���ǵ�����˿������и������WEDM-LS������缫˿�����ٵ����˶���һ����˿�ٶȵ���0.2m/s���缫˿�ŵ����ʹ�ã�����ƽ�ȡ����ȡ�����С���ӹ������Ϻã����ӹ��ٶȽϵͣ��ǹ���������ʹ�õ���Ҫ���֡����Ľ��ܵ���̨����ӣģ������ŷ�������˿�ӹ������ϵ�Ӧ�ð���������˿�ӹ�������ͼ1��ʾ������˿�����ӹ��Ĺ���ͼ��ͼ2��ʾ��
2.2 ���и�����ṹ
��������˿�Ϳ���˿��Ϊ�ӹ�������Ҫ����ɲ��ְ�����
��1���������������������깤��̨����˿�����ȣ�
��2�������Դ���ѽ�������ת����һ��Ƶ�ʵĵ������������
��3������ϵͳ���ƻ����˶����DZ������۵��ص㣻
��4������Һѭ��ϵͳ���ṩ���ġ���һ��ѹ���Ĺ���Һ��

ͼ1����˿�ӹ�����


ͼ2 ����˿�����ӹ��Ĺ���ͼ
3 ����̨���ŷ��������˶�����
3.1 Ӳ������
�������Ʋ��־�����λ��ϵͳ���ŷ�ϵͳ��
��1����λ�����ǻ���PC�ܹ�������˿����ר�ãΣÿ�������
��2���ŷ�ϵͳ������̨��ASD-AB10212MA�ŷ���������̨��ECMA-G31309ES������ŷ������
��3����е�������ŷ����ֱ���ݾ�Ϊ��mm��˿�ˡ�
3.2 �����ѵ�
��������˿�����ϵ��ŷ�Ӧ�õ���Ҫ�����ѵ������0.5~0.2rpm���������й����б����ȵ�����ͬʱ������ֱ���С�ڣ������塣�����ij����ټ���Ҫ��ʵ�����Ǻ�����˿�����ļӹ��ص������е���ϵ�ġ�����˿�����ĵ缫˿ֱ��ͨ��0.03~0.35mm������ӹ�����ʱ�������ڹ������й�������ܺ����ɴ�ԼΪ350m�O��min������˿�����ӹ��Ĺ��������˿��ͬͨ�����ǼȶԼӹ�����Ҫ��ܸ����кܴ�ļӹ���ȡ���Ͷ�����˿�����Ľ����ٶ��кܸߵ�Ҫ���ٶȱ�����һ���ķ�Χ�ڣ�������ٶȻ���ɼӹ������ף��ڹ�������������dz��һ�Ĵֲںۼ�ʹ����ֲڶȱ�ͬʱҲ����ɵ缫˿�Ӵ�����ɶ�˿�������ŷ�ϵͳС�ڣ������������������Ϊ���и�ļӹ�ԭ�����������缫֮�䲻�Ϸŵ����չ������棬����˵�����缫֮��Ҫ����һ���ľ��룬�Ȳ��ܽӴ���һ����ɶ�·���ֲ��ܾ���̫Զ��ɶ�·��
4 ������ŷ�ϵͳ����
4.1 ϵͳ����
�������ڵ��Թ��̿�˵���ѵ����أ���Ϊ�ͻ���е����ĸ��ؾͷdz��Ĵ��һ�Ҫ�ڼӹ��Ĺ������ڼӹ�����ע��ˮ��ʹ�ø��ع����������������������ŷ��Ŀ����Ѷȡ�Ϊ�˱�֤������������������ŷ����������������ά����һ���ϸߵ�ˮƽ���������ڼ��������������κε�����ô�ŷ�����ϵͳ�����滹���ܹ�����Ҳ����˵���ȶ�����Ӧˮƽ���ȶ��Ŀ���ƽ���֮��Ѱ��һ��ƽ��㣬���ƽ����ѡȡ�������ǵ��ԵĹؼ���
�������ڸ��豸�������ٶȲ��ܳ������ǵ����������⸺�ع�������������ٶ�200rpm������ֻ��ͨ�����ϵ����飬�Բ����������ã����ҵ���ѵ����������Ҳ���ǽ��ŷ������и������йص�2-00(λ�ÿ�������)��2-02��λ��ǰ�����棩��2-03��λ��ǰ������ƽ����������2-04���ٶȿ������棩��2-06���ٶȻ��ֲ��������Լ��������йص�2-25���������Ƶ�ͨ�˲�����2-23����������Notch filter����2-24(��������Notch filter˥����)���в��ϵ��������ú����в��ԣ�2-00��Ҫ�����DZ���λ�û�������Ӧˮƽ�ģ�2-04��Ҫ�����DZ����ٶȻ�������Ӧˮƽ�ģ�������ֵ���ŷ���Ӧ�Ļ�������2-02��2-06����Ҫ���þ��Ǽ�Сλ�ÿ��������ٶȿ������ģ���������ֵ�����ܸߵ�λ�ÿ������Եؼ�С����2-03���þ��ǿ��Դ��Ľ��ʹ�����������ת��
�����ոտ�ʼ����ʱ���ܿ�ͽ��ŷ�����Ӧˮƽ������һ����ʹ�ŷ��������������ߵĿ���ˮƽ���������ˮƽ���ŷ����������Ч�������ŷ�ϵͳ��0.5rpm���ٶ���������������������2�����巶Χ�ڣ����������е�ij�������ʱ�����䵽3~4�����塣��������˿�豸���в������ģ�����ͨ�������ŷ�����������������������Ч������Ϊ������������������������ij�����е����ŷ�ϵͳ�ĸ�����������ı䣬�������ŷ�ϵͳ����Ӧ�ֲ����죬���ԲŻ�����������������ͨ�����Ϸ�������Ҫʵ�ֵľ�������ŷ�ϵͳ����Ӧˮƽ�ֲ���ʹ�ŷ�������й����г����κε���Ϊ�˼Ȳ��õ�������������ˮƽ��ֻ�н�2-03�Ӵͻ������������������2-04��2-00�Ӷ�����ŷ�ϵͳ���������ˮƽλ�ýϸߵ���Ӧ��ͬʱ�������ܰ�2-03��ֵ�����ع��ߣ���Ϊ����Ӱ��λ������
�������������Ѿ������������£���ʼ��װ�������С������й��̷���һ�����쳣��������x����0.3rpm�ٶȽ���ʱ��y�����������һ�����ϵ����䣬��ʱy�����û���ź����룬�Dz�Ӧ�����κ��ƶ��ġ��������������ֻ�����ֿ��ܣ�һ�����źŸ��ţ����Ƿ����˻�е��ͨ���ж�����x����һ���ٶ��ƶ�ʱ��y����й���������������ǵ�������ASDA_A_SW�ҵ�����Ƶ�ʣ�������������ɡ���������Ƶ�ʵ��ץȡ��ͼ3��ʾ��
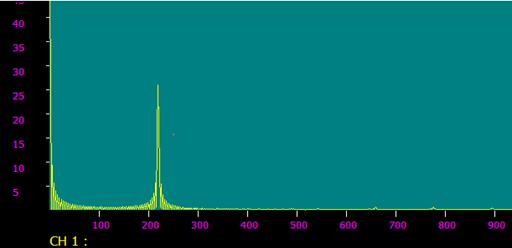
ͼ3 ��������Ƶ�ʵ�
4.2 ��������
������Ϊ�ӹ�������һ��Ҫͨ���ӹ�������֤�����ǵ��ŷ��Ƿ��ܹ���������˿������Ӧ�ó��ϡ�ͼ4��̨��ASD-AB�ŷ��ӹ��Ĺ���Ч��ͼ��ͼ4��ʾ����ĥ��һ�����������Ժ����������ȣ���1��~3�żӹ�Ч��Խ��Խ�ã������Ӽӹ�Ч���Ͽ�3�ŵı�������Ѿ������Ѿ���ԭ�ŷ�ϵͳ17λ�������ĸ߾����ŷ�����ļӹ�Ч���ӽ���


ͼ4 �ӹ����й�������
5 ������
����̨����ӣģ������ŷ���Ҫ��Ӧ���ڿ���ϵͳ�н������Ʒ��棬�ŷ��˶�������Σ�ֱ�ӹ�ϵ�Ź����ļӹ����Ⱥͱ���ֲڶȡ��ͻ�ԭ��ʹ�õ��ǹ���֪��Ʒ�Ƶ��ŷ�ϵͳ�����ŷ�����Dz��ã���λ����������������̨����ӣģ������ŷ�ϵͳ����õ��ǣ��ӣģ���ϵ���ŷ�ϵͳ����ʹ�õģţãͣ������������������ǣ��������ߵĵ��������ŷ���������Ӧ��̨����ӣģ������ŷ�ϵͳ������˿�ӹ������ļӹ����Ⱥͱ���ֲڶ���ͻ�ԭ�����ã���λ���������������ŷ�ϵͳ������˿������������Ӷ�ʹ�ͻ�������ɱ������ܲ����͵�ǰ���µõ��˴���ѹ������������Ʒ������˿�ӹ��������г���������












