20����80������ڵ��Ӽ������������������������Ƶ���ټ�����һϵ���Ƚ������벢�������л���ϣ�ʹ��һ�����������ٶ���ߣ�����������������ϵ�������ơ����Ե�����װ�á������ֽڼ��ϵͳ��ǣ�����������Զ�����ϵͳ����Ч��ѹ���ϵͳ�ȣ�ʹ�����������ߣ�Ϊ���ι�������ʸ߲�����������������
�����������Ƿ�ɴ�����и��Ƴ�ɴ�������������ɲ����ʡ�����ɴ�ã����;��ȶȵ���Ҫ����20����80������������ŵ��Ӽ������������������������Ƶ���ټ������֯��е���л���ϣ�ʹ��֯��е����߿Ƽ�����������Ҳ�����⣬�������ϸĽ���ʹ�ִ��������߱������������Ե��������ֽڴõ��Զ���ء�ǣ�����������Զ�����ϵͳ���γ��˵��Ӽ���������ϵ�����⣬���Ľ��˻�����ѹ�������ܣ��Լ������������Զ���Ͳ��ϵ��ʹ���������ܸ������ơ��ִ�����������������ϵ�ļ���������Ϊͻ�����־��ִ���������������������ϵ���й������������¡�
1 �Ե�����ϵͳ
1��1�������Ե�������ʽ��ȷ��
�Ե�����װ���п������ջ�����ϻ�����ʽ�������Ե�����ϵͳ����ι��������������ٶȱ�����������������ٶȵͺܶ���ŵ��Լ�ι�벿����ȽϺ���ص㣬��ջ��Ե���������м��ȷ���ص㣬�������Ե�����װ�ÿ��Ƶ�·��ȫʵ�����ֻ�������Ƶ�ʲ�����ʱ����Ϊɨ�������������ι������������������ij���Ϊ�������Ƚ�����˹���Ե�����ɨ�賤��Ϊÿ��1��5 mm���еĻ����̵�1 mm��ɨ����һ������ʱ��ﵽ���뼶���ٶȿ죬���ȸߣ�����Ƶ�ʸߣ�һ��ɽ�±25����Χ�ڵ�ι������������±1�����ڣ���ˣ��������Ե�����������ʽ��Ŀǰ�Ѵ�ȷ��Ϊ������ʽ�������������ϵͳͬ��ι��ࡣ
1��2 ��������AC�ŷ��������ԭ��
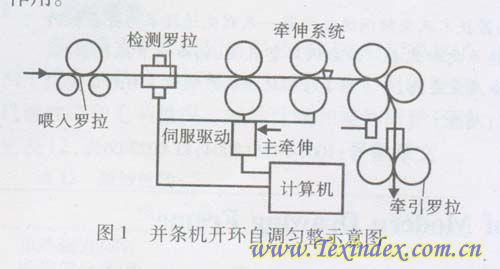
ͼ1��RSB-D35�Ͳ��������Ե�����ϵͳ������һ�Թ�����������ɶ�ȫ��ι���������м�⣬�����źž���ɵı��μ�ʱת�������������źţ����ͼ������������ԭ��������������ǣ����ʱ�����ͼ����ָ����������ŷ������Ƶ��������ǣ������ǣ�챶�����ﵽ����������������Ŀ�ġ��������������ļ��Ƶ�ʺܸߣ��������ٶȱ仯�أ�����������ÿ1��5 mm���һ�Ρ����ֿ����Ե�����ϵͳ��Ӧʱ������̵����뼶��������������Ƭ�γ��ȱ����̵������ס���ʹ����������ٶȴﵽ1000 m��min���Ե�����װ��Ҳ��������Ӧ�����Ҷ���������������������������ͷ����ɵIJ��ȣ�Ҳ�кܺõ��������á�
1��3 �Ե�����װ�õ�Ӧ��
�����Ե�����װ�����ԭ�����в�ͬ��̽��������Ƶ�ʣ���ˣ���ͬ���Ե�����ϵͳ����Ӧ�ڲ�ͬ��ι���������ٶȡ�
��˹���Ե���ϵͳ���䱸���ٶȽϸߵIJ������ϣ������Ӧ�ٶȿɴﵽ1000 m��min������BYD���Ե�����ϵͳ��Ӧ�����ٶ���600 m��minһ800 m��min��������650 m��min���ҵ��Ե�����ϵͳ�ɲ���̨�嶫�ĵ�THD-901AL���Ե�����װ�á�
Ŀǰ�����Ե�����װ�úܶ࣬����Ӧ���ٶ�������Ч����Ҫ��һ����ߡ��ݵ��飬�ڹ�����������Ӧ����˹���Ե�����ϵͳ��̨�嶫���Ե�����ϵͳ������Ҳ���IJ����룬������ٿ��Ľϸߣ�����Ч��Ҳ�ﲻ�������ˮƽ��
1��4 �Ե�����Ч���벢��������ٶȡ�����Ʒ��
��ԭ�������Ĺ�ϵ
���ٲ�������ӹ���ԭ�ϲ�ͬ�����ٶ��ͬ����1000m/min�ĸ��ٲ�����ֻ�ɼӹ���ͨԭ�ޣ��ӹ����˼������������ٶ���650 m��min��900 min�����������ٶ���600 m��min���ͼ��ޡ�����Ļ����������500m/min���£�����RSBϵ�в��������ڼӹ��͵ȼ�ԭ�ϵ�����ʱ����Ҳֻ�ܿ���250 m��min���������������������ĸߵ�Ҳ��Ӱ��������Ч����
�ɴ˿ɼ���ԭ�ϲ�ͬ����ƷƷ�ֲ�ͬ�������к������ʲ�ͬ����Ӱ�첢��������ٶȣ�����������Ч��Ҳ�ﲻ��Ӧ�е�ˮƽ�������Ե�����ϵͳ�ܷ��������õĹؼ���
�Ծ���18��2 tex����ɴΪ����������˹���Ե�����ϵͳ�����������£��������������ɵ�1m��3 m��5 mCVֵ�ֱ�ﵽ0��3����0��2����0��1��������ƫ����±0��5�����ң��ɴﵽ��˹��2001����5��ˮƽ��
�Ե�����������һ��Ҫ��ǿ�����ʵĹ����ſ�ʹ��ɴ���ڴﵽ�������ˮƽ������������ж����ʺ�����8�����ϣ����ɴ����CVֵ���ɴﵽ25%ˮƽ����������ʺ������ٵ�2����ϸɴ����CVֵ�ɴ�5��ˮƽ��1��5����Ч��������
���Ӽ�������Ƶ��Ե�����ϵͳ��ͨ��������壬�����趨������������(����ƫ���1 m��3m��5 m����CVֵ)���������ƫ�����CVֵ���ޣ������Զ�ͣ����
�Ե�����ϵͳһ�㶼Ӧ����ĩ����������ι��������Ƭ�ε�ƽ������ƫ��Ͷ�Ƭ��������������������������������ֻ�ܽ���̡���Ƭ�εIJ��ȣ�������Ƭ�ε��Ե�����װ���ܽ������Ƭ�������Բ��ȣ����������������ϼ��Ե������������ϣ��ɱȽ������ʹ�����ﵽ�ϸߵľ��ȶ�ˮƽ��
�������Ƭ�β��ȣ��ɽ����ɴ����ƫ��ɴ���������ȵĿ��ƣ�����Ƭ���Ե�������֤��Ƭ��ƽ���������ȶ��ԣ��������ܱ�֤��ɴ���������ȶ���һ����ˮƽ��
ϸɴ�����������½����ض���Ӱ���ɴ���ɾ��ȶȱ���ϵ�����½����Ӷ����Ƴ�ɴǿ���ľ��ȶȣ�ʹƽ��ǿ����ߣ�����ǿ��������ϸɴ���ǿ��������ϸ�缰֯�칤��Ķ�ͷ��������ι����Ч�ʡ�
���Ͳ������Ե������ĸ��������֤������ͣ��������ʱ����ʹ�������������ڽϸߵ�ˮƽ�����ܲ��������ٿ���������������������Ȼ����������ƫ����������Ӱ�죬��ƫ���Ʋ�������ʹ�ز�������֮�������������ʴ�ʱ������ƫ������Կ��ƣ�ɴ��������������ɴ�����ɾ��ȶ��йأ����������ʵ͵�ɴ�����ɾ��ȣ���������������˹������CVֵҲ��أ����������ʵͣ�˵��ɴ����λ���ȵ������ȽϾ��ȡ�
2�����ֽڴõ�������
���緢�ִ������������������ֽڴõ㣬���Լ��ٶ��¹����Ʒ��Σ���ԣ���ʹ��Ƭ�������õ���֤���ִ������������䱸���Ե�����ϵͳ�������ж������ֽڴõ������⼼�����ɺܺõļ�������ֽڴõ㣬����߷�ɴ������ʮ����Ҫ�����á�
2��1�����ֽڴõ�Ļ�������
���Ͳ������Ĵֽڼ����������������֣���Ϊ���������QUALITY MONITOR����ͼ2��ʾ������������˹�������Ǽ��ֽڴõ��ڲ���ͼ�ϵ�������״�dz��ֳ������������ķ�ֵ�������ܼ���������Զ����125 m�����ݲ���ͼ�ϴֽڴõ�ľ����ȷ����ֽڴõ������ԭ������������������ȷ�������ֽڴõ���̳��ȿ�Ϊ20 mm������ֶ�ƫ����+15�����ϣ�����+15������ͼ����Ӧ���������ȷ�У�ͬʱ����+15�����������Էij�ϸɴ�ֽڵ�Ӱ�첻���������¹���IJ�Ʒ�����ĸ���Ӱ���С��
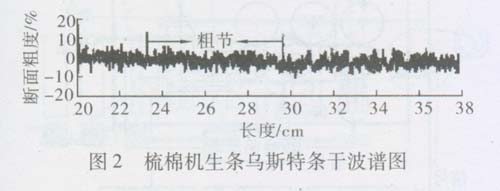
������������ó����ۣ��������ֽڳ��ȴ���20 mm����������ƫ�����+15��ʱ����Ϊ���������ֽڴõ㣬Ҳ�������ֽڴõ�����ص����ޡ���������+25�����������ֽڼ��ϵͳ���Զ�ͣ��������
2��2�ֽڴõ������ؼ���
�ֽ��Ƿ�����������ɴ���ϵ�ż���Դõ㣬����������������ȷ����Ϻ����ִ��ƫ�һ���ɴ��������������������˹�������Ƕ��������м��飬ͨ�����鷢�ַ�ɴ����������ż���Դֽڴõ㼰������ԭ����ʱ�ֽ������˵�ϸɴ�������г�������������������ȣ����»����һ���̶ȵ��˷ѡ�
�ִ��������������˶������Ե�����ϵͳ����ĵ�������������ֽڴõ�������Զ������ϵ����ֱ�������һ�������ڵ���������ƫ���������ؼ��������ڲ���������֣����������ϵĶ������ֽڴõ����������ء�
�����ٲ����������дֽڼ��ϵͳ��HSR1000�Ͳ�����װ�и߾��Ȼ�е���ɸ���ɨ��ϵͳ“SLiverFocuS”�����ּ��ϵͳ��Ӧ������������������ٶ���1000 m��min�Ķ�̬�����¿ɽ���õ������ֽ�����(����ƫ��)Ӧ���Ӵ�����Ħ����ӦʽԶ���봫�������ɿ��ļ��ȫ���������ȷ�Χ�ڵĴֽڱ仯�����ұ����������������ôֽڼ�����ı�ǰ���ĵ���·�ߡ�������ʽ����ǿ��������������������ƫ���Ƭ������������(CVֵ)�������г��ȷ���������仯����——����ͼ����ֱ�Ӷ�����������������ƫ��ȡ���ز�����ֻҪ�������Ͽ��ư弴����ɼ�ز��Ӽ���ź���Ӧ���ض��ļ��㷽���Ƶ����ֽڴõ��ƫ��̶�(��ͼ3)��

| ����������������������������������������������������ӡҳ�������ղش�ҳ������ �� С�� ���ر��� |












