�����ҹ������豸������40��ķ�չ��ȡ���˾�ɾ͡���ֹ��2000�꣬�ҹ��������̨�����ﵽ13264̨(1) ����1990�꾫���̨��(Ϊ7081̨)��1.87������1990�굽2000��ÿ��ƽ������103��(ÿ�װ�6̨����)�������������̨��ԭ����1.8̨���ӵ�3.9̨01998�꾫��ɴ��ռ����Ϊ15.1%����2000�����ӵ�19��(1)����������ٶȼ���ԭ��A201A��116ǯ�Σ�����ߵ�FA266��350ǯ�Σ��֣�������IJ��������3������������ۺ�����ˮƽ(�羫�������������������������������ȶ��Ե�)���Զ���ˮƽ�кܴ���ߡ�
��֮���ҹ����������ˮƽ���豸�ӹ�����ˮƽ�������Ƚ�ˮƽ�IJ��������С�� Ŀǰ���ҹ�������Ļ��ͷ��ࡢƷ�ֲ�һ����������ٶ�ˮƽ���ɴ����ˮƽ���ܴ�������Ĺ����ٶȿɻ���Ϊ�ĸ���Σ���һ����ǹ����ٶ���300ǯ�Σ������ϵĸ�Ч�ܾ��������FA266�͡�F1268��PX2-J�;�������ڶ�����ǹ����ٶ���200-280ǯ�Σ��ֵľ��������FA261�͵ȣ���������ǹ����ٶ���160��190ǯ�Σ��ֵľ��������FA251�͵ȣ����IJ���ǹ����ٶ���120��155ǯ�Σ��ֵľ��������A201B��C��D�͡������ĸ�����У���A201ϵ�о������࣬ԼΪ7200̨�ƣ��û��ٶȵ͡���ɴ���������ڻ����ƹ�Ӧ�ø�Ч�ܾ������ͬʱ�����þ����¼����Բ�ͬ��εľ�������м������죬ʹ�����豸�����弼��ˮƽ�ͷ�ɴ����ȫ����ߣ�Ϊ�����ҹ���ɴ�IJ�Ʒ�ṹ����߲�Ʒ���κͲ�Ʒ�������춨����������
����2����Ч�ܾ�������ƹ�Ӧ��
�������ø�Ч�ܾ�����ľ����뼼���������£�
(1)�� ��Ч�ܾ�����ٶȸߡ������ߣ�����̨�����˼�ռ�������
����������뾫������ٶȡ�С�������������ȼ�ÿ̨����������������ȡ��ù�ʽ��ʾΪ��

ʽ�У�AΪ���������ĸ�����(mm)��gΪ����С������(g��mm)��nΪ��������ٶ�(r��min))aΪÿ̨�������������c%Ϊ������������ʡ� ����(1)ʽ���FA266��F1268��A201D�;������������l��
�� ������IJ����Ƚ�

�ɱ�1��֪���ھ�����ĸ������뾫����������ͬ������£�FA266��F1268�;�����IJ���ΪA201D�;����������4.15����
��14.5�ؼ�18.2�ؾ���ɴ�����������̨������2��
��2 �����������̨����

�ɴ˿�֪��FA266��F1268�;����������̨��ֻ��A201D�;�������ķ�֮һ��ռ�����������Ҳֻ��A201D�;�������ķ�֮һ��������ĵ��������١���˲��ø�Ч�ܾ�������еľ�ľ���Ч�档
(2)����Ч�ܾ�����Ļ�е�������ɴ����ˮƽ��
���ڸ�Ч�ܾ���ķ�����������������ǯ�崫��������ǯ������ȹؼ�������ƺ�����������ʱ����תʱ�������١������١��ȶ��Ժá�������������ָ��(������CV��ֵ�����������ʡ��������������ʵ�)����������ָ��(���������ʡ����������ʵ�)���ܴﵽ�涨Ҫ��
(3)����Ч�ܾ�����Զ���ˮƽ�ߣ��Ͷ�ǿ�ȵ��ڸ�Ч�ܾ�������ձ�����˸������ȵ���ͣװ�á���������ϵͳ��P LC�������ϵͳ�ȡ�
3��A201ϵ�о�����ļ�������
����(һ)A201B��C��D�������������
1�� ��������� A201B��C�;������ͷ�����С���β��Ȧ��������������ò�ر��dz�β��Ȧ����֮����ö����Ÿ����ӣ�ȱ���ι��ԣ�����ʱ�����Ӿ硣�����ڳ�ͷ�ڴ������������IJ���֡�������ּ�����ǯ������Ļ��ˡ��������Ҫ���������������������ʱ������ĥ����ࡣ
2�� �о��������Դ��������Կ��� ����A201ϵ�о�����ijо�����Ϊ��Ъת�����о������뾫��С���Ĺ������泵�ٵ���߶��������ӣ���˻����������������ҳо�����ÿ�εĸ��������Կ��ơ�
3�� ��ɴ��Ӧ�Բ� ����A201ϵ�о����ֻ��ǰ�����ޣ��Ե�����Ч���뾫���������ܵ����ƣ�������Ӧ�ĸߵ�����ɴ��Ҫ��
4�� ǯ������������� A201ϵ�о����ǯ��������ӣ����ϸ����������¸��������������֡���ǯ��������ǯ��������ҡ�ܼ�����ǯ�����ɣ��һ����IJ�����������֣����ش�����ǯ���������Ϊ16��2kg��3������˾��������ʱ��ǯ������Ĺ������ͳ�����������������ܸߡ�
5�� ǯ��ǯ���ṹ��Ʋ����� A20lϵ�о����ǯ��ǯ���ṹ���������������⣺һ��ǯ��ǯ�ڶ�����ճ�״̬��һ��(��Ƶ���)�ճ֣�������С���Ķ�����Сʱ�����γɶ���ĺ����ճֲ��ȣ�����������ʱ����‘����Ƥ’’������������ƶ����Ʊߣ����ٶ�Խ�ߣ�“����Ƥ”������Խ���ء�����ǯ��ǯ�ڵ�‘‘��϶’’���Ƚϳ���ԼΪ7.43mm��4�����Ӷ�ʹǯ��ǯ�����Ե����᳤�ȼ��̣�Ӱ�����ֶ��Ե�����Ч����
6�� �������������Ч���� ����A201ϵ�о����ǯ��ڶ���֧�����������ĵ��·�(��Ϊ��֧��ʽǯ��ڶ�����)������֧��ʽ(��ǯ��ڶ�֧����������ͬ��)����֧��ǯ��ڶ�������ȣ���������ļ���ֵ�����ϵ�������������Ч���A201C��FA25l��FA261�;�������������еĸ���仯�������3��5����6����7������������ļ���ֵ�����ϵ������4��
��3��������ı仯���
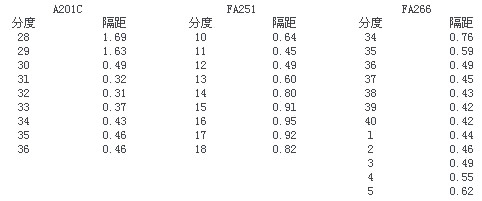
ע��A201C��FA251�������������Ϊ0.3mm;FA266 �����Ϊ0.4mm.
��4 ��������ļ���ֵ�����ϵ��

��������������������������ܲ� A201B��C��D�;���������������������Dz����ڲ��ϵ�����ִ�����ʽ���ڵ������ǣ�(1)���ڷ�����ֺͲ���ֲ����ٳݲ�������ڡ�����ֵ�ת����������ʱ���ֵij�����������ߡ�����ƽ���Բ��������(2)�������ܲ�������������Ч������ȴ������ĽӺ��ʵͣ�����ʱ�׳��������ƶ����Ʊ�����
����(��)���������Ŀ��
����1�� ��߳��� ��߳��٣����ӵ�������������Ͷ������ʡ�����������������A201ϵ����������������ҪĿ�ꡣ����������Ĺ����ٶ�Ӧ�ﵽ160��180ǯ�Σ��֡�
����2�� ��߲�Ʒ���� ����߳��١����Ӳ�����ͬʱ��ʹ������������CV��ֵ�����������ʡ��������еĶ��������������������ʵ������ϸ�ǰ�����Ը��ƣ�Ϊ��߳�ɴ��������������</DIV>
����3�� �����ɴƷ�� �ܹ��ʷ�ϸ�ء���ϸ�ظߵ�����ɴ�������ʷ�ϸ���ͳ����ޡ�
����4�� �����Ͷ����� ���;���������������ƹ��˵��Ͷ��������Ͷ�������
����(��)��������Ĵ�ʩ
����90������ڣ��Ϻ�һ�Ļ��������طĻ��ȵ�λ�Թ���A201B��C�;���������˼������죬��������Ҫ�����ǣ�(1)��ͷ���ֲ���������ԡ�䣬�Ը��Ƴ�ͷ�������ֵ���״̬����ǿ��ͷ������ֶȣ�(2)ֲ�����ָ�Ϊ�������֣���������ֵ�����������Ч����(3)�����������ڲ��ϵ��Ϊ����ϵ���Լ�С����ֵ��˶�������(4)����ëˢ���������������ëˢ�����ֵ����Ч��(8)����������������ٶ�ˮƽ�ﵽ155ǯ�Σ��֣���ɴ����ˮƽҲ������ߣ��ﵽ��A201D�;������ˮƽ��Ϊ��ʵ�ּ��������Ŀ�꣬���A201ϵ�о�����������εļ������죬��������������£�
����1�� ���óо�����������ת ���óо�����������ת���ŵ��ǣ�(1)�������о�������Ъ��תʱ�����������������ɴ˲����ij��������(2)�о������ĸ������ɵõ���Ч�Ŀ��ơ�
����2�� ���̶�����ƫ�ľ� A201ϵ�о����������ƫ�ľ�Ĵ�С�Ի����ĸ������ܼ��������ܶ��нϴ�Ӱ�죺(1)������ƫ�ľ�ļ�С��ǯ�����Ľ�λ�ơ�ǯ����˶�����ǯ��������ٶ�ֵ�Ƚ���С�����Ӧ��ϵ����5��9�����ɴ˿�֪��������ƫ�ľ���70mm��Ϊ60mmʱ��ǯ���������Ǽ��ٶȼ�С22��48����
��5 ������ƫ�ľ����е���ܵĹ�ϵ
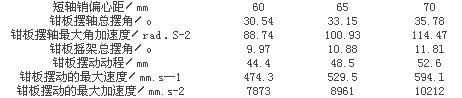
�������������̶�Ϊ12��������Ϊ9��5mm������ת��Ϊ150r��min��
��������ٶ�ֵ��С23��48������˼�С������ƫ�ľ��Ǽ��������������������һ��߳��ٵ���Ҫ������ʩ��(2)������ƫ�ľ�ļ�С�����ֵ�����ʱ�䡢����ӺϹ���ʱ����ӳ������Ӧ��ϵ����6(5)���ɴ˿�֪����С������ƫ�ľ࣬����Ӻ϶�ʱ���磬���빤�����ȼ������ĽӺ��ʶ����ӣ���������������ĽӺ�������(3)������ƫ�ľ�ļ�С������ӺϹ�����ǯ���붥����ǰ�˶����ٶȼ�С�������ڼ�����������ά�乳��“���۰�”���γɣ�������ƫ�ľ���ǯ���ٶȵĹ�ϵ����7(9)��
��6 ������ƫ�ľ�����������ʱ�估����Ӻϲ����Ĺ�ϵ

| ����������������������������������������������������ӡҳ�������ղش�ҳ������ �� С�� ���ر��� |












