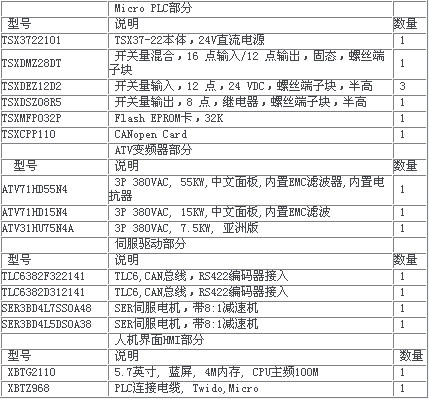
ϵͳ������
��ɴ�����Ƿ���ϸɴǰ����������Ҫ���������ĸ���Ҫ����
(1).ǣ�죨������:����5~12����ǣ�죬�ֵ�ϸɴ����ǣ��ȡ�
(2).������������:��ǣ�������������ʵ����ȣ�ʹɴ����һ����ǿ�ȡ�
(3).���ƣ�Ͳ�ܣ�:��������Ĵ�ɴ������Ͳ���ϣ��������桢���ˡ�
(4).���Σ����:���Ƴ����˳��εĴ�ɴ������ϸɴ��������ι�롣
�����������ŵ����������Զ��������ڸ���ҵ�Ĺ㷺Ӧ���������ռ���Ϊ�����һ����߷Ļ�������������Ҫ��ʵ�ִ�ɴ�����١���Ч���߶Ȼ���һ�廯���ǹ������ɴ����չ�ı�Ȼ���ơ�������������������ʹ�ɴ���Ĵ���ϵͳ�ṹ��ͼ1��ʾ������������̨��Ƶ���Ƶĵ���ֱ���ʵ�ִ�ɴ��ǣ�졢���������ơ�������
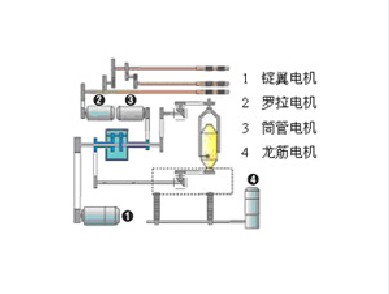
ͼ1���ĵ����ɴ������ԭ��ͼ
����ԭ��ͼ
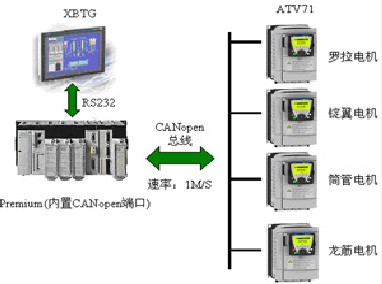
ͼ2���ĵ����ɴ����������ԭ��ͼ
���ĵ��������ɴ���Ŀ���ϵͳ�У�����Unity Premium PLC(TSX P57 0244M)��Ϊ������, ���д�ɴ��������ѧģ�͵ļ�����ٶȱջ��������ջ����ơ���̨ʩ�͵µ�����˾�ĸ����ܡ��߾���ATV71��Ƶ���ֱ����������������������Ͳ�ܵ��������������ʵ�ִ�ɴ����ǣ�졢���������Ƴ��εȹ���Ҫ��ͬʱ��Magelis XBT-G 10.4” ��ɫSTN������(XBT G5230)���в�����ϵͳ��ء�����ϵͳͨ��Unity Premium PLC��ATV71���ͨѶ���ʸߴ�1M��CANopen�ֳ����ߡ�
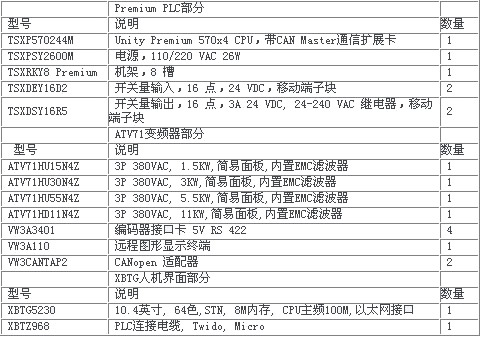
Premium+ATV71+XBTG����Ӳ�����ã�
�����ص㣺
��������Premium PLC�����ѧģ�ͼ��㡢�����ơ������ջ���CANopenͨѶ��ϵͳ�ȶ��ɿ�����̼�
Ϊ��֤��ɴ��������̨����ĵ��ٺ�ͬ������Ҫ������ˢ���ٶ�����Ϊ50ms��ͨ��Unity Premium PLC��ATV71���CANopen�ֳ����ߣ�Ӧ��Unity Premium PLC�ĸ�Ч�����ݴ��������ʹ����ٶȣ��Լ�CANopen���߸��ٴ���������ԡ�ͬ�����ݽ������ܣ����Ժܺõ������ĵ��������ɴ����ʵʱ���ټ�ͬ��Ҫ��
�ٶȻ���4̨ATV71�����ñ�����������ʸ������ģʽ������ATV71������ɡ�
ATV71ϵ�б�Ƶ����ʩ�͵µ�����˾�Ƴ��Ļ����ִ���������ʸ�����Ƽ����ľ��и����ܺ�ǿ���ܵ�ȫϵ�б�Ƶ�������ʷ�Χ0.37��500KW��Ƶ�ʷ�Χ0��1000Hz(≤37KW)��0��500Hz (>37KW)�����ٷ�Χ1��100(����)��1��1000(�ջ�)�����پ���Ϊ��10%(����)�� ��0.01%(�ջ�)������������Ϊ170%60s��220%2s�����п���/�ջ��л�����Ƶ���ܡ�����ֵ�洢��PID�����Լ����ֱ������Ƚ����ܣ�����EMC A���˲�����������������ƣ����ÿɱ�̿��ƿ������ĵ��������ɴ������ϵͳ�У�ATV71���õ���ʸ���ջ�����ģʽ������ʵ�����ٶ��������أ������˴�ɴ���Ե�Ƶ�������ض�Ҫ��
��������ͨ��CCD��������Premium PLC��ɡ�
ͨ��CCD��������ɴ�����ı仯��Ӧ��Premium PLC��PID�������ܣ�����̨��Ƶ��֮����ٶȱȽ���ʵʱ����������Ч�˷������¶ȡ�ʪ�ȼ�ɴ��Ʒ�ʲ�һ������������������ﵽ��������ɴ��Ŀ�ġ�
����ͨ�ţ����ʸߴ�1M��CANopen���ߡ�
CANopen�����ǻ���CAN BUS�ĸ߲�Э�飬������CAN���ߵĿ�������ǿ�����١�ʵʱ���ŵ㣬����CANopenӦ��PDO��SDO��NMT��ͨѶ�����������ߵĹ�����Ӧ�á�CANopenӦ�����ĵ���Ĵ�ɴ������ȷ���ĵ��֮���ٶȵ�ͬ����
���ܷ�ϸɴ������ϵͳ����
ϵͳ����
ϸɴ�����dz�ɴ�����һ�������ǽ���ɴ��һ��ǣ��30��50�����������ijɾ���һ�����������������������ϸɴ�������ߡ���֯����֯ʹ�á���ͳϸɴ����ǣ��ԭ�����ɴ��������ͬ�������ƺͼ��������ɸ����˿Ȧ����ɵġ�����ϸɴ���ʹ�ͳ��ɴ��һ����һ̨���������ͨ��������任��������Ҫ���ٶȡ��ڻ���ϸɴ������ɲ����У�ǣ��ϵͳ�Ƿ�ӳϸɴ�����ܺ�Ӱ��ɴ����������ؼ����أ������͵Ľ��ܷ�ɴ����ͨ����ǣ�첿�ֽ��д����Ը��죬��ǣ�����ͼ�����
���룬�ڻ���������ǣ�������֮����Ӷ���ά�������������ۻۼ����������������Ľ��ܶȣ�ë�����Լ20����ǿ�������Լ10����ͬʱ�����ɾ��ȶȡ�����Ч�ʵ�Ҳ�в�ͬ�̶ȵ���ߣ��������Խ��ͼӹ��ɱ���ͬʱ���Լ��ٺ�ӹ�����
���ܷĵ���һ�ŵ�����ԭϸɴ����ȫһ�£�ֻ���һ�Լ�����������ԭ����ϸɴ����Ҳ�ɽ��и�װ�����й������г�ǰ����
���ܷ�ϸɴ���Ŀ���ϵͳ�ϻ���ϸɴ���������࣬������ǰ���������ϸ�ͬ����ʵ��ǣ�챶�������ȵľ��ܿ��ƣ���֤��֧��ɴ�ߵij�ɴ�����������ͨ��ȡ�������Ĵ������֣������Ƚ����ŷ����Ƽ���ʵ�־�װ�ĵ��ӳ��μ������Ӷ�ʵ���˻�е�����ļ������ٶȵ���ߡ��Լ�ɴ��֧����ɴ���ε��Զ����ڡ�
����ԭ��ͼ
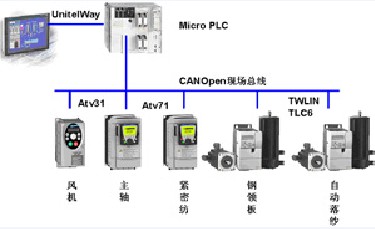
ͼ1�����ܷ�ϸɴ����������ԭ��ͼ
�ڽ��ܷ�ϸɴ���Ŀ���ϵͳ������������ʩ�͵µ�����˾��Twin Lineϵ���ŷ�����ϵͳ����ˢ�ŷ�������ֱ����ǰ���������Լ�����壻����1̨ATV71��Ƶ���������������������1̨ATV31��Ƶ�����Ʒ��������ϵͳ����Micro PLC���ƣ�Micro PLC���Ƶ�����ŷ�����ø���CANopen���߽���ͨѶ��ͬʱ����XBT-G 5.7”�ڰ״���������ϵͳ�����ͼ�ء�
Micro+ATV71+ATV31+TWLIN+XBTG����Ӳ�����ã�
����������Micro PLCʵ�������������ƺͲ������㣬ʵ�����������ſ��ơ�<BR>Microϵ��PLC��ʩ�͵µ�����˾�Ƴ��ľ���ǿ���������ͽϴ�Ĵ洢�ռ����С��PLC(I/O�����256��)��ͨ��Micro PLCȷ������߾��ȵ�ģ�������������Twin Lineϵ���ŷ�ϵͳ������ʵ�ֽ��ܷ�ϸɴ����Ҫ���ǰ������������ͬ�����Լ��������ӳ��Σ�Micro PLC���ڴ���չ����ҲΪ���ܷ�ϸɴ����������Ĵ��������ݴ洢���ṩ�������ı��ϡ�
�˻����棺�ɴ�����XBTG HMIʵ�ַ�ɴ�������趨����ʾ���ϼ�ء�<BR>���Ӻ������ı�Ƶ���٣�ATV71���������ñ�Ƶ���Ķ���ٹ��ܺܺõ�������ϸɴ�Ĺ���Ҫ��,ǰ������ͨ��ATV71�����ϸ��ٶ�ͬ����ʵ�ֶԴ�ɴ�ľ���ǣ�졣����Ҫ���������ܹ�������ɴ���С�Сɴ�������仯��ʵ���Զ������٣��Ż���ɴ�������Ծ����ܵر��ַ�ɴ���ε������ȶ����Խ�һ�����Ͷ�ͷ������ë��ʵ�����ʸ߲��������ܺĺͼ���ֵ�����Ͷ�ǿ�ȶ����������á�
ATV71ϵ�б�Ƶ����ʩ�͵µ�����˾�Ƴ��Ļ����ִ���������ʸ�����Ƽ����ľ��и����ܺ�ǿ���ܵ�ȫϵ�б�Ƶ�������ٷ�Χ1��100(����)��1��1000(�ջ�)�����پ���Ϊ��10%(����)�� ��0.01%(�ջ�)������������Ϊ170%60s��220%2s������EMC A���˲�����������Modbus��CANopen���ֹ�ҵ�ֳ����ߡ�
����ı�Ƶ���٣�ATV31��: ATV31ϵ�б�Ƶ�����пɿ��Ըߡ��ṹ���ա�����ʹ�õ��ص㣬����A��EMC�˲�����������Modbus��CANopen���ֹ�ҵ�ֳ����ߡ�
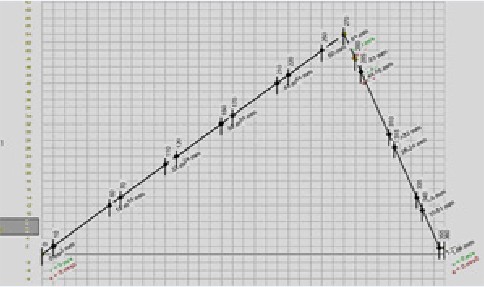
ͼ2�����ܷ�ϸɴ�����ӵĶ����
ϸɴ�ij��Σ����ŷ����Ƹ����������
Ӧ���ŷ��������ĵ����ֹ��ܣ� Ԥ�����������������ŷ����������ڻ����������ŷ������ź��������������ߺ��������߽����л��������û��ɴ��˻�������������ز�����Ȼ��ͨ��ͨѶ�����ŷ���ز�������������������Ӧ��ͬ�IJ�Ʒ������ͣ���ָ������Ĺ��ܣ��������ṩʵʱ��ȡ��ǰ����λ�õĹ��ܣ�TLC6���ڴ����ڿ����ṩ���ɶϵ����ı������䣬����������Щ���ܽ��ϵ�ǰ˲���λ�ü�ס���ڻָ���Դ֮�����½����������̡�
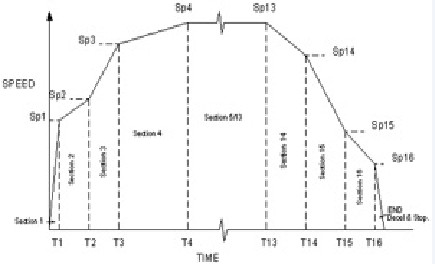
ͼ3 ������������������ߡ�
�Զ���ɴ:��λ�����ŷ�ʵ��ϸɴ�ĸ��١�����ȫ�Զ���ɴ��
Ӧ���ŷ���������(λ����) �㵽�㾫ȷ��λ��ͬʱӦ���ŷ������������ñ�̹���ʵ��ͣ��ʱ��λ�ü��䡣
�ֳ�����ͨѶ�����ʸߴ�1M��CANopen���ߡ�
CANopen�����ǻ���CAN BUS�ĸ߲�Э�飬������CAN���ߵĿ�������ǿ�����١�ʵʱ���ŵ㣬����CANopenӦ��PDO��SDO��NMT��ͨѶ�����������ߵĹ�����Ӧ�á�ʩ�͵µ�ATV31��ATV71���ŷ�ϵͳTWLIN��������CANopen����ˣ���CANopenӦ���ڶ��������Ľ��ܷ�ϸɴ���������ɻ�ø����ܵ�����ͨѶ�����ҷdz����á�












