һ������ǣ���һ�����
��һ��ʵ��ǣ������
1������������������������ճ�ǯ�ڣ�
2��������������������ٶȣ�
3����ǯ�ڱ������ʵ��ľ��롣
������ǣ�챶��
�������鳤��ϸ�ı�����Ϊǣ���������������ֱ�ʾ������
1����еǣ�챶����1��ǰ������ٶ������������ٶ�֮�ȣ��ù�ʽ��ʾΪ��
��1���֣����֣�������������
����������
ʽ�У��֣���ʾ��������ٶȣ��֣���ʾ����ι���ٶȡ�
2��ʵ��ǣ�챶����2��ι�������Ķ����������������֮�ȣ��ù�ʽ��ʾΪ��
��2���ף����ף�����������������������������
ʽ�У��ף�Ϊ�����Ʒ��λ���ȵ��������ף�Ϊι���Ʒ��λ���ȵ�������
3��ǣ��Ч��η��ʵ��ǣ�챶�����еǣ�챶��֮�ȣ���Ϊ��
η������2����1��×100��
��������ǣ���벿��ǣ��
1����ǣ�챶��E����ǰ�������ٶ�������������ٶ�֮�ȡ�
2������ǣ�챶��e�����������������ٶ�֮�ȡ�
��ǣ���벿��ǣ��֮��Ĺ�ϵ�ǣ���ǣ����ڲ���ǣ������˻���
����ǣ���������ά���˶�
��ǣ������У�����������ɴ�IJ�Ʒ���ɾ��ȶ����DZ��ġ�������������CV%һ��Ϊ3%-6%����ɴ������CV%һ��Ϊ8%-9%��ϸɴ����CV%һ��Ϊ13%-18%��Ϊ��ô��ǣ����������ɻ����أ�ʵ��֤������ǣ����ɵġ�
1��ǣ���������ά�������ƾ�
Ϊ���о�ǣ��������ά���˶��������¼��裺��1��������ά���ǵȳ��ģ���2��������ά������ֱƽ�еģ���3��ǣ�����ڵ���άֻ�������˶�״̬����������ά��������ά��
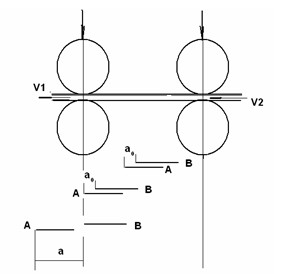
��ͼ��������άͷ�˶���ǰǯ�ڱ��٣�a0Ϊǣ��ǰ��άͷ�˾��룬a1Ϊǣ�����άͷ�˵ľ��롣����άAͷ�˵���ǰǯ��ʱ�Կ����˶�������άB����ǰǯ���õ�ʱ��tΪ��
t = a0/v2
��t ʱ���ڣ�A��άǰ���ľ���aΪ��
a=v1×t=E×a0
�ɴ˿�֪������ǣ�����ǣ��ǰ��ȣ���άͷ��������E������˰��մ˹���ǣ�죬ǣ��ǰ��ľ��ȶ�û�б仯����ͼ��ʾΪ��άǣ��ǰ�������״̬��
2���ƾ�ƫ��
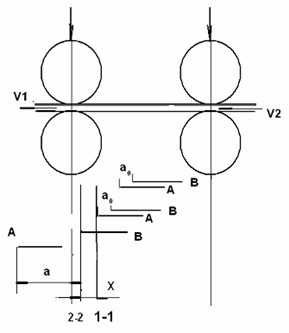
��1-1����ΪA��άͷ�˵ı��ٵ㣬2-2ΪB��άͷ�˵ı��ٵ㣬XΪ�����ٽ���ľ��롣
��1�� ��A��ά��ʼ����ʱ��B��ά����ٵ�ľ���Ϊ��X+a0��
��2�� B��ά����2-2��ʱ��Ϊ��t=��X+a0��/V2��
��3�� ��tʱ���ڣ�A��άǰ���ľ���Ϊ��V1×t= a + X��
��4��ǣ�����άͷ�˾���Ϊ��
a= V1��X+a0��/V2-X= Ea0 + X(E-1)

X(E-1)Ϊ�ƾ�ƫ���ͼ������ǣ�����A��B��ά֮���γ����Ե�ϸ�ڡ��ƾ�ƫ��Խ��ǣ����γɵ�ϸ��Խ����
���1-1ΪB��ά�ı��ٽ��桢2-2ΪA��ά�ı��ٵ㣬��ǣ�����ά��ͷ���ƾ�Ϊ��
a= V1��X+a0��/V2-X= Ea0 - X(E-1)
������ģʽ����A��B��ά֮���γɴֽڡ�
�ɴ˿�֪����1��X(E-1)Խ����ǣ�������Ĵ�ϸ��Խ���ԣ���2��XԽ�����ƾ�ƫ��Խ��3��EԽ���ƾ�ƫ��Խ��������ɴ���ľ��ȶȵ�˼·�ǣ�������ʹX��EС��
3��ǣ������ά���ٵ�������ֲ�
������ǣ������ά���ٵ�ķֲ� ��ǣ������У���άͷ�˵ı��ٽ�����飨���ٵ���ǰǯ�ھ��룩�д���С���������ٽ����ϱ�����ά������Ҳ����ȣ�����γ�һ�ֲַ�����Ϊ��ά���ٵ�ֲ������ߣ�����
������ǣ������ά���ٵ�ķֲ�״̬��Ӱ������
a. ͬ�����ȵ���ά��ͷ��Ҳ����ͬһλ�ñ��٣�����һ�ֲַ���
b. ����ά���ٵ�ֲ��ϼ�������ǰǯ�ڿ��������ߣ���������ά���ٵ�ֲ��Ϸ�ɢ�Ҿ�ǰǯ�ڽ�Զ�����ߣ�����
c. ǣ����ʽ��ͬ����ά���ٵ�ķֲ����߲�ͬ��
d. ǣ�칤�ղ�ͬ����ά���ٵ�ֲ����߲�ͬ��
Ϊ�˻�þ��ȵIJ�ƷӦʹ��άͷ�˱��ٵ�ֲ���������ǰǯ�ڴ����ж��ȶ���
����ǣ��������ά�������ֲ�
��һ��ǣ��������ά�ķ���
1�� ���ճ�ǯ�ڷ֣�ǰ��ά������ά
2�� ���ٶȷ֣�������ά��������ά��������ά
��������ά�������ֲ�
1��ǣ��������ά�������ֲ�
2��ǰ��ά�������ֲ�
3������ά�������ֲ�
4��������ά�����ֲ�
5��������ά�������ֲ�
������Ӱ��ǣ��������ά�����ֲ�������
1�� ǣ�챶��
2�� ��������
�ġ�Ħ������
��ά��ǣ������е��˶�������ǣ���������������ά�ϵ�������
1�����壺��ǣ�����У���ά����ά�䡢��ά��ǣ��װ�ò���֮���Ħ���������õĿռ��ΪĦ�����硣
Ħ�����������ֲ�
Ħ�����������ֲ�
2��Ӱ��Ħ�����������
��1�� ��ѹ������ѹ��Ħ������ķ�ֵ���ߡ���Χ��չ��
��2�� ����ֱ����ֱ������ֵ���͡���Χ��չ��
��3�� �����������ӣ�������������ֵ���͡���Χ��չ��
3��һ��ǣ�����ڵ�Ħ������ֲ�
��һ��ǣ�����У��������������γɵ�Ħ����������������������˼�����ǣ����������Ħ������ֲ���
�в�Ħ�������ǿ�Ƚ����������ֵ�ֻ����ά��ı����������������ά�������ϲ��ʹ�϶̵���ά���ٵ㲻�ȶ�����Ʒ���ɡ�
�塢��������������
1�����ǣ����������һ��������ά������Χ�Ŀ�����ά��������ά����Χ��������ά�Ը�����ά��Ħ����fa��Ϊ��������������ά�Ը�����ά��Ħ����fv��Ϊ������
2��Ӱ���������������������
��1�� ǣ�����ڵ���ά�����ֲ�
��2�� ǣ�����ڵ�Ħ������ֲ�
3��������ά�ı���������fa>fv
������ά���ٹ��̼�Ӱ������
1�� ��ά�ĸ��ι���
2�� ������ά�Ӵ��졢������ά�����ı仯
3�� ǣ�����е�Ħ������ֲ�
4�� ��ά�����������������ά���ٵ�Ӱ��
�ߡ�ǣ�������ճ���
��һ������
1��ǣ������ǣ������У���ǰ�����ٶ��˶��Ŀ�����ά����Χ��������ά�г��ʱ�����ܵ���Ħ���������ܺͣ���Ϊǣ������
2���ճ���������ǯ�ڶ�������������
3������ǣ����������ճ�������ǣ������
����������ǯ�ڵ���������
��ǰ������������������Ħ������1����2��ǰ����Ƥ����������Ħ������1����2��ǣ����Ϊ��,��ͼ��ʾ��
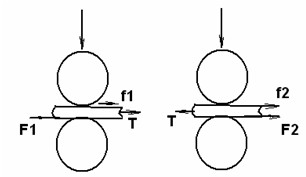
����������ǰǯ���´������ǣ�
��1����2>T����������
����������
��������ǰǯ���´������ǣ�
T >��2����2
�����Ϸ�����֪��ǰ��ǯ�ڵ�ʵ���ճ����ֱ�Ϊ����1����1��������2����2���������ʹǰ��ǯ��ͬ���ﵽ��ǣ��������Ӧ���ճ��������1����2����ǰƤ���ϵ�ѹ����1Ӧ���ں�Ƥ���ϵ�ѹ����2��
������ ���ճ�����ǣ����������
����Ӱ���ճ��������ء�����1��Ƥ����ѹ����2����ά���������Ħ��ϵ������3��Ƥ����������״̬��Ƥ����Ӳ�ȡ��������湵�۵���̬��������Ƥ��ĥ���а���Ƥ��о��ȱ�Ͷ���ת�����һ��
����Ӱ��ǣ���������ء���
��1��ǣ�챶��
��ι�����������ܶ�һ��ʱ����ǣ�챶��������ǣ������������С�������ٽ�ǣ�챶���ţ�=1.2��1.3��
������������ܶ�ά�ֲ��䣬ι�����������ܶ�����ǣ�챶������
��2�������ճ־ࣺ������������ǣ������С��
��3��Ƥ����ѹ��ǣ�����к�ǯ��Ƥ��ѹ������Ħ������ǿ�ȡ���Χ����ǣ����Ҳ��֮����
��4������Ħ�����磺��������ǣ������ĺ�Ħ��������չ����ˣ���ʹ��ǯ�ڴ�ѹ���������ǣ����ͬ��ǣ����Ҳ�ϴ���ǣ������в��ü�������ѹ�����ȶ���ʹǣ�����ڸ���Ħ����������ǣ��������
��5��ι�������ĺ�Ⱥ��ܶȣ���ι�������������ʱ��Ħ������ֲ�������չ��ǣ�������ʵ��֤������������������ʱ��������������ι�룬��ǣ����Ϊ�����������������������������ص�ι�룬ǣ����Ϊ���������ģ�.2����
��6����ά���ʵȵ�Ӱ�죺��ά���ȳ���ϸ��ϸ����ͬ�������������Ľ�������ά�����࣬����ά�ڽϴ�ij������ܵ�Ħ������������ǣ������ͬʱ�Ӵ�����ά�����϶࣬������һ��ϴ����������ǣ���������⣬��ά��ƽ����ֱ�������ά��������Ħ�����ϴ�ǣ��������
��7����ʪ�ȣ���ʪ����ǣ����������ء��¶�����ʱ����ά��Ħ��ϵ��С��ǣ�������͡�һ������£����ʪ��������άĦ��ϵ�����ӣ������ʪ���ڣ�������������ʱ�����ʪ�����ӣ�ǣ���������ά����ƽ����ֱ��ǣ�����������͡�
�ˡ�ǣ������е���ֱ����












