ժ Ҫ�������ص����ۻ���̨��PLC��EVA��������Զ���ϵͳ���ڹ��շ����Ļ����ϸ���
����ϵͳ�������ۺ���ơ�����ϵͳ��ƺ�ʵʩ�������ⵥ���½ھ�Ҫ���ۡ�
�ؼ��ʣ�EVA ���� ���� PLC
1 ����
2005���������й���Ь��ҵѸ�ͷ�չ��Ьҵ������������60��˫��ռ���������51%��������40����˫����Ь�����ͳ����������Ѿ������һλ������Ь��ҵ���ٷ�չ��ͬʱ��������Ьװ�����Զ����̶���ԱȽϵͣ���ȫ�������������Ь����Ʒ���кܴ��ࡣ��������Ϊ�˲�Ʒ���Ƚ��Լ����������ͻ�������һЩʵ��ǿ����ҵҲ��ʼ�������������Ƚ�ˮƽ�IJ�Ʒ����ʹ��PLC����Ƶ�����˻�������ִ��Զ�����������Ь��ҵװ�������չ���֡�
EVA����ϩ-������ϩ��Ԫ�������Ʒ��Ethylene vinylacetate copolyme����һ�������ܽ���Ь���ϡ�EVA�����ܽ��������õĻ��塢���𡢸��ȡ������������ᡢ������������ĥ���ͺ�������������ѧ��ʴ��Ь�ײ�����Ҫ�����������뻯ѧ���ԡ�
�Աȹ����Ӳ����͵Ĵ�ͳ��ѹEVA���գ�EVA���ݳ���������ղ����������EVA����ֱ�������̨ģ�����,��ռ���ģ��Ь���ݳ���,�پ����ȡ��䶨���䶨�͡�������ݳ����ص��Dz�����,һ�γ��ͣ���Ŀǰ���Ƚ���EVAЬ������������EVA���ϵķ��ݳ����շ�����Ь��ҵ���ٴ�������Ч����������Ҫ����˱�����Ь��ҵ�����ӡ�EVA���ϵĻ���������Ի���ŷ��Ьҵ����ó�㷺Ӧ�õ���ɫЬ�ġ�
�����ص����ۻ���̨��PLC��EVA��������Զ���ϵͳ�����ļ���·�ߡ�
2 ϵͳ����
2.1 ����ԭ��
EVA��������ǽ�����״���ϼ�������Ϲ��У�һ���ڻ�һ����ǰ���ͣ���ʱ���ϵ��ٶȣ��༴������ݸ˵ĺ����ٶȣ��ͼ����ݸ˵�ת���뻥����䣬����ѹ���ؼ������Ŀ��ơ���Ϊ�����ܶȣ��������Ϲ��е��ܶȣ����ȶ��ԣ��Լ��佺��λ�ľ�ȷ��ֱ��Ӱ�������Ʒ�ij��;��ȡ� ����������ͻ����չ�����Ҫ���ĸ���������ɡ��ֱ��Ǹ���ģ�ߴرյ���ģ������������Ʒ��ģ���ڶ����Ķ��������������Ͽ������������Ϲܵļ��ϻ������Լ����ڻ�֮���ϼ�ѹ����ģ�ߵ��佺��������ѹϵͳ�����ά�����ף����Ƽ��ŵ㣬��Ϊ������ͻ�����������ѹϵͳ������ŷ��Ŀ��ȴ�С������������������ѹ�����������Ƹ������Ľ��С�
2.2 ���շ���
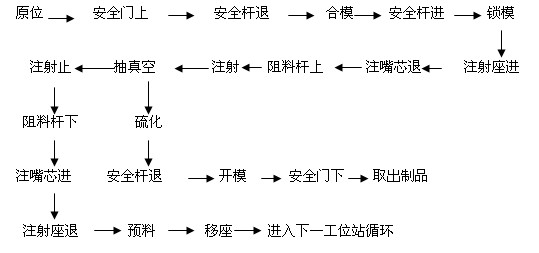
����ϵͳʵ��EVAЬ���������̵ļ��п��ƣ���Ҫ����豸�У���ģ��ա���ģ��ա���ȫ�˽��ˡ������ϸˡ������ϸˡ���ȫ�����¡�ģվ�½���ģվ��������ģйѹ����ģѹ������ģ��ģѹ����������ת��������������ѹ������λ�á���ǹ�á���ǹ�á���ձá������ϡ������ϡ���ע�䡢��ע�䡢���������48·�¶ȿ��Ƶȡ�ϵͳ���ƹ�������˵�����£�
 3 ϵͳ���
3 ϵͳ���
���6��λEVAЬ�����÷������������豸����̨��DVP PLC��Ϊ����������̨�ﴥģ����Ϊ�˻��Ի��Ĵ��ڡ�����ϵͳ���ֳ�ʵ�������������������ϵͳ�Ƚ����ɿ������ܼ۸��ŵ�ԭ��ϵͳ����DVP PLC��Ϊ��λ������������ɼ��źţ������źŽ��������㣬������������豸���ÿ���ϵͳ�ṹ�����ǵ�ʡ�����Լ۱ȡ�
����̨��PLC��EVA�����Զ�������ϵͳ����ܹ���ͼ1��ʾ���Զ���ϵͳ����ϵͳ��DOP10.4HMI��ģ��1̨��EH ϵ��PLC1̨�� DVP 14SSϵ��PLC6̨����ؼ��Ԫ�����¶Ȳɼ���λ���жϡ��¶ȿ��ơ�ѹ�����ȣ������ִ��Ԫ�������ߵ����Һѹ�ף��ȹ��ɼ��ϵͳ��DVP PLC��Ϊ��λ����������ػ�̨�����������

ͼ1 EVA�����Զ�������ϵͳ����ܹ�
3.1 PLC��ɢ����
����1̨EH PLC��������PLC EASY LINK������ͨѶ����6����λվ��Ϊ��վ��6̨SS�����ơ�2��ǹҲ��������վ��1������վ��������վ��������PLC��ɢ����ϵͳ��PLC��ɢ���Ʋ��ֵĿ��Ʋ���PLC��DVP PLC���ɣ�����ʵ�ֶ���̨�����ļ�ء��ò���һ����ͨ�����˻������ͨѶ����һ����ͨ�����ɼ�ģ��ʵ�ֶ��ֳ��źŵIJɼ�����������DVP PLCͨ�����ɼ�ģ����ֳ����ݵIJɼ��봦��������PLC���ܽ����˻����淢�͵Ŀ�������������ָ��ȣ�����Ӧ�˻������������˻����洫��ʵʱ���ݣ�������Ϣ����Ҫ�豸��PLC���ɱ�����������PLC���п�������ͨ��I/O�ӿڿ����ֳ��豸��DVP ϵ��PLC���������£�
��1���������ܣ�EHϵ�в��ø������㴦����Ƭ(ASIC)��Ƽܹ�������CPU+ASIC˫�������� �ֹ����㴦������������ָ���ٶȿɴ�0.24us��������������ɴ�200KHz���Ƚ�ƽ���Ӽ��ٿ��ƣ����ټ���������Ƶ�ʿɴ�100KHz/ÿ�M�������飻I/Oģ�����ϸ��½��棬 ��ռ�ó�ʽɨ��ʱ�䣻�Ƚ������ⲿ�жϹ��ܡ�
��2��DVP PLCģ��ḻ��ֱ�����룬�ɿع衢�̵������ģ�飻������ѹ��ģ�������롢���ģ�飻�ȵ�������ģ�飻�ȵ�ż����ģ�飻���ټ�������ģ�飻�û����Ƶ��ŷ��������������ģ�飻EH PLC�������û�����Э��RS-232��RS-485ͨѶ�ӿڿ���
��3�������ڽ�ʽ��PLC��LINK���ܣ�����PLC��LINK�Ĺ��ܣ��ɼ��ᵥվPLC�Ĺ�������������ʵ�ֲַ�ʽϵͳ��
3.2�˻�������λ�����
����1̨10.4����DOP�˻�������Ϊ�˻��Ի��Ĵ��ڡ�����ʵ������ϵͳ�����ء����ݴ����������������ղ������趨���ܡ�ͨ����PLC����ͨѶ���ﵽ���Ϳ�����̬��ʵʱ���ݣ������趨��������ؼ������������̵ļ�ء�ѡ��̨��DOP�˻����棬����ʵ�֣�
��1���ḻ�����桢������EVC���ݹ���ֱ�ۼ�ء�
��2���¶ȡ�����ʱ��ȸ��ֹ��ղ������趨����¼���洢���ȹ��ܣ����䷽����������
�ܡ�
��3��ʹ�������ռ�����������
��4����ʵʱ��������ʾ�豸��ǰ����״̬�����������һĿ��Ȼ��
��5����ʵʱ��ʾ�豸���ϡ����������ɼ�ʱ����������Ϣ���ṩ�����ų����顣
��6���ɲɼ����洢����¼����ѯ��������ϵͳ�ڸ��豸״̬��������Ϣ��������Ϣ������Ϣ��
3.3 ϵͳͨѶ
��ϵͳ���ö������磬ʵ��ϵͳ���豸֮������Ӻͷֹ�Э������ͼ1��ʾ��
��1��PLC��ɢ���Ʋ���.DVP-PLC�ṩ��EASY LINK�Ĺ��ܣ���ֻҪ��д�뼰�����IJ�����ַ������������������ڣ�����дͨѶ������վ(Master)���Զ�����վ�ż�����Ͻ���(����/д���16��Word)������վ(Slave)���Ϊ16վ������DVP-PLC������̨������������Ʋ�Ʒ��Ƶ�����¿������ŷ��������Ⱦ��д���ͨѶֻ��֧��ModbusͨѶЭ���װ�á�
(2)�����걸��������Ϲ��ܣ��й���ʱ�Զ����棻EH PLC�������߿��ƣ�EH PLC����ʱ���߳���༭����ȡ�����Ƽ������趨�ȹ���������Ӱ��ϵͳ֮�������С�
(3)EH PLC����ʵʱʱ�ӹ��ܡ�����RS232��RS485����ͨ�ſڣ���֧�ֵ���������е��ֳ���������ϵͳ��RS485ͨѶ�ڿ���̨��������Ʒ��ͨѶ����Ƶ�����¿������ŷ��Լ�������Э�鿪�ŵ��豸����
4 ��Ʒ�������
4.1 ���ϵͳ
���ϵͳ��Ҫ����ǹ���ɣ����������ϵ�����������ѡ��ķ�ʽ������ת����������������������ü����߿���������������ۺϿ��ǣ���ϵͳ���ü�����ⷽʽ��
4.2 ����ϵͳ
����ϵͳ������ǹ�����ߣ����ñ�Ƶ�����϶����������·�ʽ���ƣ�
��1����������λ������λ��������⡣
��2����������λ������ת����������⡣
�ۺϿ��ǣ���ϵͳ������ת��������ⷽʽ��
4.3 ���Ͽ��Ʋ���
���ϲ���װ����λ���أ��������λ��ʱ�����Զ����ϣ�ֱ������λʱ�Զ�ֹͣ�����¡�ˮ�¼����ơ�����·����ȴˮ��·��װ��һ�¶ȼ������������¿����������¡�ˮ���¶ȵı��������ơ�
4.4 ϵͳͨѶ�����Ŵ�ʩ
Ϊ��ȷ��ϵͳPLC���źŲ��ܸ��ţ�����ģ�����ź��߾�ʹ������˫���ߣ��������е��ź��߾�Ӧʹ�ý�������Ϊ��DZ�����������Ӧ���ؽ������ӣ�ͬʱ�źŵ���Ӧ�ܿ������߰�װ������PLC������Ӧ�������������ÿɿ��Ŀ����Ŵ�ʩ���¶Ȳɼ����ֵ��ȵ�ż�����ò������߽����ӳ����ӣ�ȷ���¶Ȳ����ľ�ȷ�ԡ�
4.5 �¶ȿ���
ϵͳ���¶Ȳɼ���pt100���¶�ģ����вɼ����ƣ��¶Ȳɼ�Ҳ�ɲ����¿������п��ƣ�������ԭϵͳ�е�pt100ģ���Ϊ�¿������ɡ�������̨���˻���˫��˫�������ܣ����˻���1���ڸ�plc����ͨѶ����1����ͨ��rs485���¿�������ͨѶ�����й����ݲɼ����˻��Ͻ��м�ء�
5 �ͻ�����
5.1 �ֳ���װ˵��
��ϵͳ��װ֮ǰ����Ŀ����ʦӦ����Ϥʩ��ͼҪ���DZ�ʹ��˵����Ļ����ϣ�����ʩ�����������������ס����У�ϵͳ����ʩ��������PLC�����̰�װ���������·��跽������װ������רҵ������������˺���Ϊϵͳʩ����ָ���顣
5.2 �ֳ�ʩ��˳��
��1��ϵͳ��װǰ












