�� ���½�����һ������Ħ����ɴ����������װ�ã�ʵ��Ħ����ɴ����ά��ֱ��ƽ�����ۡ�����װ��ֻ�����ԭ��Ħ����ɴ������װ�ã���������������ϲ���ڣ�ʹ�������ٵĽ����ܣ��Լ�ʹ��άƽ�����۵�ƽ�а壬�Ϳ���ʹ��ɴ�е���ά��ֱƽ�У��ﵽ�ĸ�֧ɴ��Ŀ�ġ�
Ħ����ɴҲ��DREF��ɴ��������ɴ���ǰµ���Ernst Fhier
��ʿ������һ�����ɶ˷�ɴ��������Ħ����ɴ����������������������о���Ա�ĸ߶����ӣ�һ�ȱ���Ϊ�����ͷ�ɴ�ĺ���֮�㣬������ǰ;�����ͷ�ɴ֮һ��Ħ���ĵij�ɴ���������Ͼ�������ά�Ŀ��ɺ�ι���������ر�����ά���������е���̬�Լ���ά����ɴβʱ����ֱ������״̬�����ͺ����۾�������ά��������ϼ��ṹ���Ӷ�Ҳ�;�������ά��Ʒ�ʡ���ˣ���ȥ�ļ�ʮ���ڣ��ü�������ļ�����Ա�о��Ľ���һֱ��������ؼ���λ——���������۷��棬����ȡ�ýϺõ���ά��ֱ�Ⱥͽϸߵķ�ɴ֧����Ϊ�˴ﵽ�Ϻõ���ά��ֱ�ȣ����˸Ľ����������Ч���⣬��Ҫ�����ܵ���״���ṹ���иĽ���
����Ħ����ɴ�ŵ�ܶ࣬��Ħ����ɴ�豸������Ч�ʸߡ��ʷ�ԭ�Ϲ㷺��Ʒ�ֶ��������������̶̼�����Ч��ߵȣ���������Ħ����ɴҲ��������ȱ�㣬��Ħ��ɴ���Ȳ��ά���ң���ɴǿ���ͣ�ɴ�ߵľ��ȶȲ���ʹĦ����ɴ������ΪֹҲû�еõ����ģ��Ӧ�á�
����1 Ħ����ɴ�ķ�չ
����1967��Ӣ������������������(Platt Saco
Lowel1)��˾����Ħ��ԭ���ķ�ɴ������һ�������ר�����롣1973��µ������ղ�ʿ�о��ɹ����ڵ��߽�(ITMA)���ʷĻ�չ������չ���˵���(DREF)Ħ����ɴ����ͼƬ�����չʮ��Ѹ�١�
�����µ������չ�˾��DREF2�ͺ�DREF3��Ħ����ɴ����Ͷ���г�����DREF2����ȣ�DREF3��Ħ����ɴ��Ϊ�����ɶ˷�ɴ��������оɴ�������������ṹɴ����һι����������ǣ��װ��ǣ���ι�볾���γ�оɴ�����ڶ�ι����ι�����ά����оɴ���γɰ�оɴ���ù�˾������DREF
2000�ͻ��������������ޡ��ޣ����˻��ɴ�Լ�50 mm���µĴ����˶���ɴ��2005��ù�˾��Ͷ���г���DREF
3000��Ħ����ɴ�����������Ļ�����Ⱦ��и��������ԣ�����Ƶ�����оɴ����ͨ��ǣ��װ�ÿ��Լӹ�����ǣ�з�ë���ĸ�����ά��
����Ӣ��������������������˾��PSL Master SpinnerĦ����ɴ��Ҳ��Ͷ���������û����˼ӹ�����Ϊ40
mm�Ĵ��ޡ����˼�����ɴ�ߡ��ɷ�ɴ������Ϊ14.5 �� 58.3tex����߳����ٶ�300
m/min�����ص���δ��������ʽǣ��װ�ã����ǽ�����ι�����������ɵ�����ά�����͵�������������ɴ��������������һ��������һ��ͬ������ʵ��Ħ������ɡ�������������ά�Ĺܵ��볾�����ߵļн����Ϊ25°��
28°��Ŀ����ʹ��ά�Խ�ƽ���ڳ������ߵķ�ʽ�������״̬��ʹ��άƽ����ֱ�ȵ�����ߣ��Ӷ����ɴ��ǿ�������ͬʱ�����¡��������ձ�����ʿ���ݿ�˹�工�˵ȹ�Ҳ��̿����˲�ͬ��ʽ��Ħ����ɴ����
�������ں��ݷ�֯�����������������˹���Ħ����ɴ���Ļ����ϣ����Ƴ���FS2��Ħ����ɴ�����û��Ļ���ԭ���Dz�������б������ͨ����С���������ͽǶ�������ɴ�ߵ�������
����2 ����Ħ����ɴ������������װ�ô��ڵ�����
����2.1 ��ά�����ͷ�����ڵ�����
������ͳ��Ħ����ɴװ��һ�������ά��“ֱ������”��ʽ�������ǰ���ǣ���ά�Ǹ��壬���������е��˶����ϸ�����˶����ɡ�����ʵ������ά�������壬���˶������м��ױ��Σ��ر����������Σ���������ά�����ֹ������ԣ�����“ֱ������”����ʹ��ά��������������ֱƽ�У��õ���ά��ɴ��ȡ���ɴ�ߡ�
����2.2 ��ά�����۷�����ڵ�����
������������ķ�֯������Ϊ��ʹ�����ͳ�������ά�ܹ��ı䷽������������ƽ�У���������̽���Ե��о���������չ�˾��DREF2�ͣ�����ƽ��צʽԲ�̣���ͼ����ά�ɴ�ֱ�������Ͳ���ƽ�з������ͣ��Ӷ�ʹ��άƽ�����ۣ���ɴ�е���ά�ܹ�ƽ����ֱ�����������û���ƹ��ز���ˣ���Ϊ���ֻ�еʽ��װ�ò�����ʹ��άת���෴��ȴʹ��ά�������ҡ�
�ı����ܵ�����б�Ƕȣ����Ľ���ά�����۷�����ʧΪ��1����άƽ�жȵ�һ����Ч�ֶΡ���Ӣ����Masterspinner����б���ܣ��ҹ���FS2����б��������ͨ����С���������ͽǶ�������ɴ�ߵ�����,���ܵ���б�Ƕȿ�����10°��
45°���ȡ������о��Ľ�����ƽ�Ϊ��������ܵ���ͼ1��ʾ��
��Ȼ�������Ľ����һ���̶��ϸ�������ά��ɴ���ƽ�г̶ȣ����ǵ�ĿǰΪֹ�����õ�������ɴ��Ч�����������롣
ͼ1 �������Ƴ����������ܵ�
3 �¼����Ľ�Ҫ��
����Ϊ�˿˷�����Ħ����ɴװ������ά���ͺ����۷����ȱ�㣬���������һ����“��������”��“ƽ������”��Ħ����ɴ��������װ�á���װ�õ���Ҫ˼·�ǣ��ڷ���������������ط��������IJ���ڣ�������������������������ϳɣ���ǰ���Ľ��������γ���ת������ʹ��ά������ֱ��������Ϊƽ�а塢����������ʽ�ṹ����ʹ��ά������֮ǰ�ﵽ��ȫ��ɴ��ƽ�С����ֽṹ����������ʹ��ά������������ֱ����ɴ��ƽ�У�ʹ����ɴ�߹⻬��ǿ���ߣ��ʺϷij��ϸ�֧����Ħ��ɴ��Ŀǰ�������ø��豸�ɷĵ�28Ӣ֧������ɺ���Լ15.34����ɴ����ʹ�ͳ��ɴװ��������˺ܴ����ߡ�
3.1 ����ڵĸĽ�
ԭ���豸���÷�������緽ʽ��ʵ��֤�������ֲ��緽ʽ�����ܱ�֤�������ά��ȫ������ֱ״̬��������ά֮��Ҳ��������ƴ�ڣ����ײ�����ͷ��Ӱ���ɴ��������
“��������”��ԭ���ǽ�ԭ�еIJ��緽ʽ��Ϊ���������ķ�ʽ���ط������������ڽ�������˵������硣��ˣ����ڷ������ת��ɵĽ��������������벹������������ĺϳɣ��ڽ��������γ�������������ͼ2��ʾ�����У�VT��VL�ֱ�Ϊ���������������������ɲ�����γɵ��������ͽ��������������������ɷ������ת��ɵ���������VΪ���������ϳɵ���������������Ƹ�ֱ������Ϊ�������ͣ���������ά��ֱ�ռ䡣
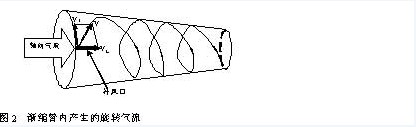
ͼ2 �������ڲ�������ת����
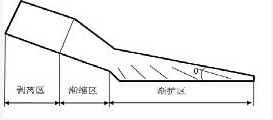
3.2 �����ܵĸĽ�
Ϊ�˴ﵽ���õ���ά��ֱ�ȣ����˸Ľ����������Ч���⣬��Ҫ�����ܵ���״���ṹ���иĽ�����Ƴ���Բ���������ܵ�����״��ͼ3�����������ּ��ʹ��ά�ڽ������������������˶���ʹ��ά����ֱ����ͨ���ӳ����Ӷ��ӳ���ֱʱ�䣬��������ά����ֱ�ȡ�
3.3 ƽ�а�����
&n












