���꿡
0 ����
Ŀǰ�ҹ�������ǣ���ѹ������SKF��R2P��HP��INA - V�ȣ����������չ��⼼���Ļ����ϣ�������ƻ�����ǣ���ѹ��ʽ�з�SKF - PK225��YJ2- 142����INA - V��QVX�ͺͲο�R2P��INA-V�͵�R2V�͵ȣ����Ƕ�������ɫ��
1 ǣ����ʽ
����ϸɴ��ǣ����ʽ�����࣬һ����������˫��ֱ��ǣ�죬һ����������˫������ǣ�죬Ϊ�˸��õؿ�����ά�˶�����������˫��ǣ��������˫ƤȦ�ṹ��SKF��R2P��INA - V������YJ2��QVX��R2V����ǰ�������϶��³���˫ƤȦ����QVX��R2V��ǰ��ǣ����������Ľ���ʹǰ���������ľ༰��������Ӧ��С���¹�HPǰ��Ϊ˫��ƤȦʽ���������ͽ���������������������̡�
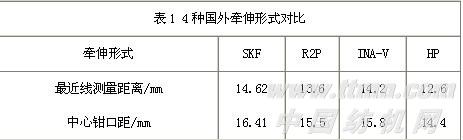
ǰ��ǣ������Ҫ��С����ǰ���������ľ�С��������С��ƤȦǯ�ڸ���С��������˫��ƤȦ���dz���ƤȦ���ϡ�����ƤȦ�ܵ���ƶ���ͼ�ﵽ��СҪ��SKF��R2P��INA - V��HP�� 4�ֹ���ǣ����ʽ�ĶԱȱ�������1����HP���ľ���С��Ϊ14.4 mm��
SKF��R2P������YJ2ϵ�еĺ���ǣ������������˫��ֱ��ǣ�죬����ͬ�����е�ǣ���������ľ�ϳ�����R2Pǣ�������������ľ����INA - V��QVX��R2V��ǣ������������˫������ǣ�죬�Ϻ�����̧��25 �� 28 �㣬ʹ�������ճֵ�ǰ�ƣ��������к��������ľ࣬�Ӷ�������õ�Ħ�����磬 ����ǣ���Ǹ��ƺ���ǣ�����ά���Ƶļ�����ʩ��
ǣ������й������õ�Ŀ����ͨ��ǰ���ﵽ��СҪ������Ч������ǣ����������ά���ƶ����������ɡ�ɴ�á���ϸ�ڡ��ᣬ��߷�ɴ����������ҪΪǰ����ǣ���ṩ�����������ṹ���������õ�ǣ��������������˫ƤȦ˫������ǣ��ĺ�����Ħ�������ֱ��ʽ�ã�ʹ�����ܵ����ÿ��ƣ��ʷĽϸ�ɴ֧��
�ҹ���SKF��YJ2- 142����ҡ�ܼ�ѹ��R2P˫ƤȦ˫��ֱ��ǣ������У�����ʵ�ж����С��֯ɴ����ԭ����������ǯ�ھ��ɴ��ϵ������ǣ��С����ɴСǣ�죩��Ϊǰ����ǣ���ṩ���������������г��Ի�֯�����Ҫ���������ߣ������С�����Ѳ�������֯ɴ��ר�Ź��գ������ձ���������������֯����֯ɴ��
Ϊ�˼�ǿ����ǣ����������ά�Ŀ��ƣ�����ǰ����֮���䱸���õ�ƤȦ����ϵͳ��ĿǰӦ�õ���˫��ƤȦʽ������ƤȦʽ��SKF��R2P��INA - V�Ͷ����ó���ƤȦʽ��HP��˫��ƤȦʽ������ƤȦ�У���ƤȦ�ڲ�Ҫ�������õ�Ħ��ϵ�����Ա���������ȷ����ƤȦ���������ٶ�ȷ����ƤȦ��ǰ����֮����Ҫ��������Ϊ�������Ѹ�ΪͿ�ķ���ϩͿ�㣬�Ľ�������ƤȦ�Ļ�����
�ڳ���ƤȦϵͳ�У���ƤȦ��������װ�ã���ˣ��³�ƤȦ�˶��Ƚ�ȷ����˫��ƤȦ�ж��¶�ƤȦ�����켰�����ȳߴ羫��Ҫ��ϸߣ�ƤȦ��Ⱦ��ȣ�Ҫ�߱����ʵ���Ӳ�ȼ����ԡ�������ƤȦ�ڲ����л���ʽ��������������������ȷ��Ħ��ϵ���ߣ���������ǰ������Ͼ�ȷ�������á�
Rieter�������˾������P3 - 1������ѹ����������˫������ƤȦ��ʽ������ƤȦ����Ϊ�ǶԳ�ʽ����һ����С�˸��������룬��ǿ�˶���ά�Ŀ��ơ�
��������ǣ��ϵͳ�ж���Ӧ������������Ƥ�����ҹ��涨Ƥ��Ӳ������65������Ϊ����������ǰ��Ƥ��Ҫ��ϸߣ�Ҫ��ĥ�����Ժá����о����������ܡ�����Ƥ����Ӧ��ʹ��ѹ��Ƥ�������������γ���Ӵ���ʹ�ճ�ǯ��λ�ƣ���С���������룬�����˷�ɴ������
��ʿMA 66T������ME 666��MB 670��Ƥ�����ܺã���ɴ��Ӧ�Ժã����������ܺã�������ĥ���ҹ����������Ľ���ijЩ����Ҳ�ﵽ�����Ƚ�ˮƽ������ĥ�����̣��������ȣ����ϴ���õĽ������������ȹ��ڳ�2 �� 3�꣬3���ĥһ�Σ�����������1���ĥ1�Ρ�
2 ��ѹ��ʽ
���������ά����ϸɴ���ļ�ѹ�����е���ҡ�ܼ�ѹ������ҡ�ܼ�ѹ�����ࡣ����ҡ�ܼ�ѹ�ַ�ΪSKFȦ�ɼ�ѹ�� HP ��ɼ�ѹ���֣���˶���ά����ϸɴ����ѹ�ֿɷ�Ϊ����ҡ�ܼ�ѹ��Ȧ��ҡ�ܼ�ѹ�����ҡ�ܼ�ѹ�� 3�֡��Ը�ʽҡ�ܼ�ѹ���ܵ�Ҫ����ͨ����ѹ������ʵʩ��ʵ�ֶ���ά�˶��ؼ�ѹ��ǿ���ƣ���ѹװ��ʹ������ǯ�ڵ���ά���㹻�ȶ����ճּ�ǣ����������ɺ�����Ħ�����磬ʵ��ѹ���ȶ������Ӷ���ά�˶��Ŀ��ơ�
�ֶ��ҹ����õĸ����ѹ�����й�����������ۡ�
2.1 SKF��Ȧ��ʽҡ�ܼ�ѹ
SKF��Ȧ��ʽҡ�ܼ�ѹ�ǵ¹��Ļ������� 20 ����50����Ƴ��ļ�ѹ��ʽ������������͵IJ��ϸĽ�����ѹ�����Ѳ������ƣ���Ŀǰ������Ӧ������㡢Ӧ��ʱ����ļ�ѹϵͳ��Ȧ�ɼ�ѹԪ����PK 220ϵ�У�������ΪOHʽ�����������Ϊ�������ϣ�����ΪT�ͽ�������������֮���γɰڶ�ǯ�ڣ���ǣ��20 �� 60����
�ҹ�FAϵ��YJ2 - 142ϵ�е�ҡ�ܣ���������SKF��ͬ����ѹ�ض��ȣ�ǣ��Ҳ�ﵽ20 �� 60����ǰ������ѹֵΪ10��14��18 kg / ˫�����ɵ��ڣ�������Ϊ10��14 kg /˫����������Ϊ14��18 kg /˫�����̶�ʽ��
�����������������Σ��е��Ա��Ρ������Ա��μ������Ա��Σ����Ա��Σ���3�ࡣȦ��ʽ��ѹ�ĵ��Ա��γ־����ж�ö�����������Ա��λ��Ա�����SKF��ѹҡ�����ܵĹؼ����ݹ��ⱨ����Ȧ��ʽҡ������ʹ��4���ϸɴ����CVֵ������1 %��ϸ��ɴ������20 %����˵��Ȧ��ҡ�ܼ�ѹ���ij־��ȶ��Ի��������⣬Ȧ�ɵ��Ա�����ʱ�����Ӷ�����˥�ˣ��γɻ����Ա��λ������Ա��Ρ�
SKFȦ��ҡ�ܼ�ѹ�������ڵ���һ�������ڹ��ڷ�ӳ��Ϊ�ձ飬��Ҫ�� 3��������ѹǯ�ڵ�ƽ�жȲ��ܺܺñ�֤�����ڲ����Ե�ƽ�е�ԭ����ǰ����Ƥ������ƤȦ���ȶ�����ҡ��Ϊ֧�ŵ㷢��ǰ��ڶ���ʹһ��ҡ��������������ѹ��ǰ�к� 3 ��ǯ���߲���ʼ�ձ���ƽ�У�������3��������ǯ�ڸ����С�����仯ʹǣ�칤�ղ���������λ����ɴ�����ﲻ��Ӧ�е�ˮƽ������������ϸɴ�������ڴ�ɴ����������ļ�ѹҡ��Ҳ���ڣ�SKFҡ�ܵ��Ե�ƽ��������ʵ���в������룬����һЩ�����ã�����������Ҫȱ�ݡ�
2.2 HP���ҡ�ܼ�ѹ
HP��ɼ�ѹҡ���ǵ¹�Suessen����ɭ����˾20����80����Ƴ������ͼ�ѹҡ�ܣ���������˫��ƤȦ˫��ǣ���У�˫��ƤȦ��ʹǯ�ڳ��ǰ�ƣ������˸��������룬������ǣ���ѹϵͳ�и�����������С��һ�֣�Suessen HP - A - 320�Ͱ��ҡ�ܼ�ѹ���������쾫�ȱ�SKF�Ľ������࣬��ʵ�İ��Ϊ��ѹԪ�����������Ҽ�����ã��ݲ⣬�ڴﵽͬ��ѹ�������£���ɵĵ��Ա��ν���Ȧ�ɵ��Ա��ε�8.7 %���ҡ�
HP - A - 320���ҡ�ܣ��ֱ��ǰ���С�������ʩ��3����ɼ�ѹ������ϸ˨�̶���ҡ�ܲ��ڣ����ڼ�ѹ״̬�µ������������ľ࣬���ȷ�������Ƥ���ճ�צ�ѵĶ���̶������ڶ�λ���ϣ�װ���Ͻ�����λ���ɣ�������Ϊһ�壬�ճ�צ��������������������ƽ�С����ճ�צ��λ���ٽ�����ĥ�ӹ������ȸߣ���֤�ڼ�ѹ״̬���ȶ��ɿ���Ƥ���ӹ����ȸߣ�Ƥ��о����ҡ���ճ�צ�ѵĿ��ȱ�SKF��3 mm����Ƥ����������ƽ�ж��Լӹ���������֤�����HP��3��ǯ���ճ�ƽ�ж��Ǽ���ҡ������õġ�
����һЩ����ҵӦ�� HP ������� HP ��ɴ�����á�������㡢���ڹ���ά������ѹ��ȷ��Ŀǰ����һЩ���ʹ�ɴ�����ѿ�ʼʹ��HPҡ�ܡ����ϣ�HP��ɼ�ѹҡ�ܾ��кܺõķ�չDZ����HPǰ��������ѹΪ12��16 kg /˫��������ѡ�ã�������Ϊ14 kg /˫����
2.3 ������ѹ
��������20����80����������ڶ���ά������ɴ�����ƹ�Ӧ��������ѹҡ�ܡ�������ѹҡ���������ڵ���ҡ�ܣ���Ҫ�����ڣ�ѹ���ȶ������������ѹ������ʱ���ӳ���������˥�ˣ������ؼ�ѹ��ǿ���Ƶ��ŵ㣬ѹ����С���ڻ�����ת�����������ڣ�������㣻ϸɴ��ͣ��ʱ����������ѹ��ȫ��ѹ������ѹ״̬�²�Ӱ����ά�����ķֲ�״̬����˿���ʱ�������ϸ�ڼ���ͷ���е�������ѹϵͳ������Ƿѹ��ѹ�Զ�����ϵͳ��������ѹҡ���ܽϺñ�֤����������֮�估3���ճ��ߵ�ƽ�У�������༰ά������Ӧ�����������С�
��1��INA - V��ǣ���ѹ�����ǵ¹����죬������������ƤȦ˫��ǣ�죬����Ϊ����ǣ�죬������ѹ��ѹ����������������ѹ18 kg����������ǰ������ͬ�����ؼ�ѹ�ﵽ�ȶ���ǯ�ڼ�ǿ���ƣ���ֹɴ���ں�ǯ�ڻ���Ӱ���ɴ���ȡ�INA - V��ǣ�죬�����߰�Χ����������Ħ������Ժ�����ά�Ļ������ƣ������ϸɴǣ�챶��30 % �� 50 %���ϣ���Ʒ�����á�
��2��R2Pҡ��ǰ�к��ѹֵΪ18��14��18 kg /˫��������ѹ��ѹ������ȶ�����ѹ��˥�ˣ�����С�����е�����Դ�����䣬�����Դ���������������ѹ��жѹ�������㣬�й�ѹ��Ƿѹ����ͣ������ȫ��ѹ������ѹ��ʹ�������ơ�������ͷ�٣�Ҳ�������ɴ�á�
R2Pǣ�칤�ղ�����֯�����С�����ǻ����ؼ�ѹ��ǿ�����������еġ�Ŀǰ��ν��֯ɴ�������ڻ�֯ɴ��Ӧ�ã�R2P�Ѳ�������֯ɴ��ɴ��
��3����ʿ������ϸɴ���ϲ���P3 - 1������ѹ�ۼ�����ƤȦ�ܶ������¼������ɶԸ���ѹ��ʵʩ��ȷ��ѹ���ֲ�����֤��������ά���õؿ����ճ֣���֤��ѹ�ȶ��ԣ�P3 - 1��ѹװ�û������˸���������С����ǣ�����������ľ��룬��ǰ����P3 - 1��ѹ�ۼ�ƤȦ�ܵĸĽ�����ʹ��߷�ɴǣ�챶���ﵽ60�����ϣ���ɴ�����Ա������ֵ��
��4��R2Vǣ���ѹ�������ҹ�����������R2P��INA - V��ǣ���ѹ�������������ƿ������й�ʽ������˫������ǣ��������ѹ��