����ʡ�����ǿ��֯����˾ ������ ������
����2001���°����������ҹ�˾���ŷ���Ʒ�֣����ı仯�ͷ�ɴ���յĵ�����ϸɴ�������ճ����������У�����ǣ�첻���������������أ�ֱ��Ӱ����ϸɴ������������У��������״̬���ȶ�����Լ�Ų�Ʒ��������ߡ�
1 ϸɴǣ�첻���ij������
1��1��A��C 16��2 tex
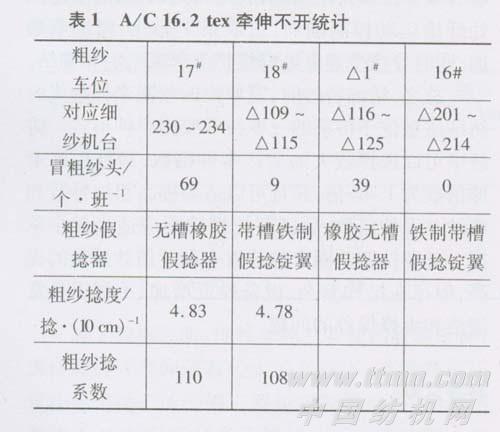
2001��8��11��A��C 16��2 tex��̨ð��ɴͷ�����Ϊͻ����Ϊ���ҹ�˾�����ֳ����飬��ͳ���������l��ʾ��
�ӱ�l���Կ�����17#��ɴ����Ӧ230#��234#5̨
ϸɴ����ð��ɴ69�����ࣻ16#����Ӧϸɴ201#����214#��λ����������ӳû��ð��ɴͷ����Ϊ�ˣ���ǰ�ĵ�����������Ϊ���۵����ϼ�������2001��8��11�ս���l#��ɴ����ɴ���������е�������2001��8��13����ϸɴ��������ӳ��116#����125#��λ��ð��ɴͷ��ԭ����39�������½���1�����࣬�������ϴ��ۼ��������ƹ㣬��8��18��ֹ��ϸɴð��ɴͷ����õ����ƣ������ָ���������������ӳ����״̬�ȶ���
��ɴ���������ڱ�������Ħ����������������ɴ���붧�������Ħ������ʹɴ���ڶ��˹��������������������ӷ�ɴ�ε�ǿ�������ٴ�ɴ�����쳤�����ʹ�ɴ��ͷ����߳�ɴ��������ʹ�ù����У�����ѡ�����ۼ��������ڼ��������У���������ĥ�����������ɽ���һ����������ά��ı��������ںܴ�IJ���������ϸɴ�������ǣ��ʱ������������ǣ���Ա���һ�������ض�����ǣ������������������£�����������ǰ���鳤��ϸ�����У�������ά�ʱ������IJ������Ա�Ȼ����ǣ�����ĺ����С��
���ճ������������£�ǣ�����Ĵ�СӦ����ǣ�����������ܽӽ�������ǯ�ڵ��ճ���������ճ���С��ǣ��������������������ǯ�ڴ������ܱ��鳤��ϸ������ǣ�첻��������ð��ɴͷ�����������ı���������һ�������⣬����һ��ԭ����ǵ�ϸɴ��ɴ���̵��ƶ�������������������ͬʱ��ǣ��������ճ���С��ǣ��������ð��ɴ���������������붯���ƶ������෴ʱ��ǣ������С���Լ���ð��ɴ����������
1��2��cJ 18��2 tex
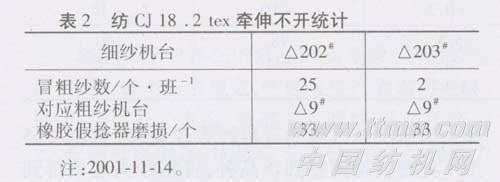
��CJ 18��2 tex��������2��ʾ���ӱ�2���Կ�����A9"��ɴ����Ӧ��202#����203#ϸɴ������ð��ɴ27�����࣬����Ӧ��9#��ɴ����������ĥ�������������33����Ϊ�������202#ϸɴ��388#����ð��ɴ�������388#���Ӵ�ɴ��������202#һ406#ϸɴ�������ϣ������۲�ð��ɴ�����Ǵ��ڡ�ΪЩ����202#��38l#��403#ϸɴ������ð��ɴ�Ķ��Ӹ���Ϊ��204#ϸɴ��̨��ð��ɴ�Ķ��ӣ�����7 h�Ĺ۲죬��������ӳһ����û�з���ð��ɴ����������һ̨�����ϼ�����û�б�������û�и�����ͨ������֤������ɴ������������״��״̬��ϸɴ����״̬Ӱ��ܴ�
1��3��Сƽ��������
2001��11��14�գ���317#ϸɴ����λƽ�����½�Ȧ��Ϊ�½�Ȧ��������ð��ɴ����������Ϊ�½�Ȧ���½�Ȧ����Ħ��������С��������ǣ������У��½�Ȧ����������������������������������ٶ��˶��������������ǣ����������ά������תΪ���ٵĹ����У�ɴ���Ĵ�ϸ�ṹ���ڲ��ȣ�����ʹǯ�ڴ�ѹ�������仯����ɶ���ά�Ŀ��Ʋ��ȶ������ǣ���������ʽϴ��������ײ��������������������ǣ���������ɴͷ����
1��4��A��C 18��2 tex
2001��12��4�գ���118#�͡�10l#ϸɴ����A��c 18��2 tex����������̨��ð��ɴͷ����NFC-878��Ϳ�Ͻ�������Ϊ��NFCһ878�ͽ�����ð��ɴ����������������������Կ������½����ϳ�����Ϳ�ϲ�Ϻ��������ճ�����������������ǣ������У������ʽϸߣ�ʹɴ���ò�����Ч���ƣ�������Ϊ�ɽ��������ڽ�������Ϳ�ϲ�ϱ���������Ħ�������ϴ�����ɴ�����ճ�������ɴ����ǣ��������ˣ��ܹ��õ�����ǣ�졣
1��5��ɴ������ð��ɴͷ��Ӱ��
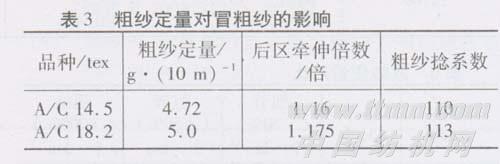
�����������У����۶�A 68��Ϳ�Ͻ�����A��c 14��3 tex��������ð��ɴ�����۶�A 68��Ϳ�Ͻ�����A��c 18��2 tex�ʹ���ð��ɴ����ΪѰ��ԭ�����ǶԴ�ɴ�����ʹ�ɴ��ϵ��������ϸ����(����3)��
�ӱ�3���Կ�����A��C 18��2 tex��ɴ����Ϊ5��0 g��10 m����A��C 14��5 texΪ4��72 g��10 m����ϸɴ�����Ϊ2��5 mill����£���ɴ��������O��28g/10 m������ζ��ϸɴǣ��ʱ��ǣ�������ӣ���ͬ������״̬�ºͺ���ǣ�챶������ɴ��ϵ��һ������£�A��c 18��2 tex����Ҫ���ճ���Ҫ����A��C 14��5 tex����Ҫ���ճ��������Դ�ɴ������ϸɴǣ����ճ����нϸߵ�Ҫ���������У���A��C 18��2 tex����ð��ɴͷ�Ķ��Ӹ���Ϊ2��8 mm����飬ð��ɴͷ����������������п��Եó���ɴ�Ķ���Ӧ��ǯ�ڵĸ�������Ӧ������ϸɴǣ������У�ɴ����ǯ�ڴ�����ǣ�����ľ��Ҳ�������Ӱ��ϸɴ������ǣ�졣
1��6����ǣ�챶����ð��ɴͷ��Ӱ��
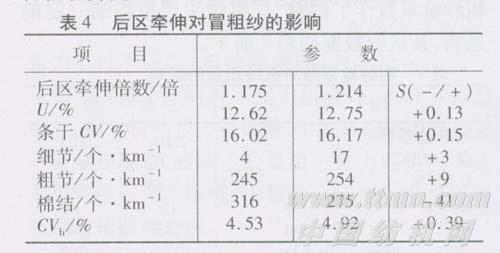
2001��12��6�ڣ��ԡ�120#ϸɴ����A��C18��2 tex����ǣ�챶�����˵�������1��175������Ϊ1��263����ԭ��ð��ɴ��30�����࣬��������ð��ɴ��Ϊ2�����ࡣ��ɴ����ָ�����4��ʾ��
�ӱ�4���Կ�����ϸɴ����ǣ�챶�����Ӻ�����CV��0��15���ٷֵ㣬ϸ������3����km���ֽ�����9����km��CVb����0��39���ٷֵ㣬���½�41����km���ܵ���˵�Գ�ɴ����������
1��7ǯ�ڸ����Գ�ɴ������Ӱ��
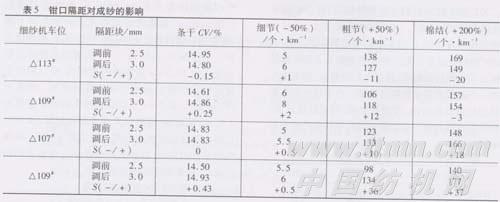
�����������Լ���ð��ɴͷ�����Գ�ɴ��������һ��Ӱ��(����5)��
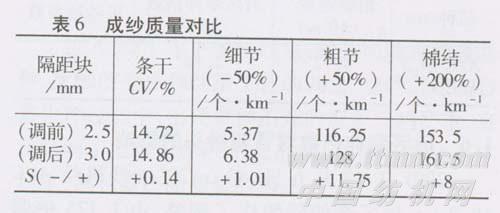
��������ƽ����ɴ�����Ա����6��ʾ��
�ӱ�6���Կ�����ϸɴ�����ھ����������CV��0��14���ٷֵ㣬ϸ�ڶ�1����km���ֽڶ�12����km�����8����km����Ȼð��ɴͷ�����������������ɴ�����Ķ���ԭ���ǿھ�Ϊ2��5 mm����������ڼ�ǿ��Ȧǯ�ںͶ�ǣ��ɴ���Ŀ�������������ά����ʱ�������ı�Ե��ά���ƽϺã��Ӷ������˳�ɴ���ɡ�
1��8��ɴ��ϵ����ð��ɴͷ��Ӱ��
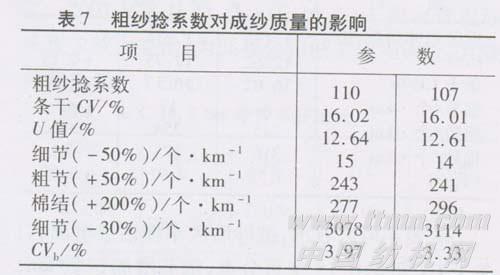
Ϊ����A��C 18��2 texð��ɴͷ�������ǶԴ�ɴ��ϵ�����˵�����ð��ɴͷ����õ�һ���Ķ��ƣ��������������7��ʾ��
�ӱ�7���Կ�������ɴ��ϵ�����ͺ�����cV����0��01���ٷֵ㣬��ϸ�ڸ��Ʋ�������ϸ��(һ30��)��36����km��cV������0��64���ٷֵ㡣��������������ɴ��������ͬһˮƽ����ɴ��ϵ��С���ڣ��Գ�ɴ����Ӱ�첻����ɴ��ϵ���Ľ��Ϳ�������ϸ��(һ30�� )�����ߡ�
1��9ԭ����ȶ�ð��ɴͷ��Ӱ��
2001��12��10�գ�һ��129#ϸɴ����λ�ɹ�ȥ��C 14��5 tex����ɴ�ķİ뾫��(2����������6��������)14��5 tex֮�û�̨����ð��ɴͷ�ﵽ48�����࣬��������������������������������άƷ�ʳ��ȼӳ����������������������£�ǣ�������Ӳ��ܵõ�����ǣ�������ð��ɴͷ����Ϊ����������ð��ɴͷ����wRc��965�Ͳ�����������������Ʒ�֣�ð��ɴͷ����õ��������ơ���ԭ�����ڲ������������ڱ���û�л�ѧ���������������ܹ�������ֱ�ӽӴ���ͬʱ�ý������нϴ���ճ����ܹ��˷��ϴ��ǣ��������ˣ������������ǽ��ð��ɴͷ�������Ч;�����ڲ���������û�б�֤������£��Ӵ�Ϳ�����Ũ�ȣ�ͬ��������ǿ�������ճ�����
1��10��ʪ�ȶ�ð��ɴͷ��Ӱ��
2002��1��30�ա�ll l#����125#ϸɴ����λA��c 18��2 tex���������ð��ɴͷ����ʱ���������ʪ��Ϊ67�������ڳ���ʪ�����ӣ���������ά���Ħ��������Ӧ���ӣ�����������������ǣ��������ʹ�����ò�����Ч�Ľ�������ʪ��������ð��ɴͷ�������ȸ��ơ�
2Ԥ����ʩ
ð��ɴͷ���ɴ�������IJ��ϡ���״�йأ�Ӧ�����ƹ����Ϻ;۰�֬��ĥ�ԽϺõĴ��ۼ���������Ȧ�Ĵ������¾ɴ���Ϊ�����Լ��ٽ�Ȧ�������ٶȲ��ȡ�ð��ɴͷ����IJ������ڷ�ɴ�������÷��棬Ӧ�����ƹ������ײ��������������ٴ�ͳ��Ϳ�Ͻ����ճ�����С�ıˡ�Ӧ����������ɴ������ϸɴǯ�ڸ����Ŀھ���ϸ����ǯ�����ķ������������ǣ�챶��������������ð��ɴͷ����ĸ��ƣ��������ڳ�ɴ��������ߣ��ڳ�ɴ���ɲ�������£�Ҫѡ������ĺ���ǣ�챶����ǯ�ڸ������������ð��ɴͷ����Ľ�������Գ�ɴ����CV�ʹ�ϸ����һ���Ķ����ã������ù��չ����в��ܡ�һ���С�����ɴ��ϵ���Ľ���������ð��ɴͷ����ĸ��ƣ��ڹ��յ���ʱҪ������ϸ������Ϳ�ϵ���ȱ仯��ǣ�첨����Ϊ������Ϊ����������ȶ�������Ҫ���Ƚ��ķ�ר���Ľ���ƥ�䡣��ʪ�ȶ�ð��ɴͷ�����Ϊ���У��ڷ�ɴ����һ���������£�Ҫ������ʪ�ȵľ�ϸ������ϸɴ�������ʪ��Ӧ������55����60�� �ķ�Χ�ڡ�
3 ������
ϸɴ�����д��ڵ�ð��ɴͷ�����Ƿ�ɴ�����е�һ�ֲ������������漰����Ҫ����ԭ�ϡ������������������棬ͨ�����յ����� �Ż��������գ����ƺ���ʪ�ȣ���ѡ��ר���ģ��ܹ�ʹ�ճ��������ֵ����ǣ��������Сֵʱ������ʹ�����õ���Ч��������ǣ�죬ð��ɴ