������ѧ��֯ѧԺ ����Ԫ ���� �ź�ϼ ��ѡ�ԡ�����ɴ�ӹ��������о�����״�뷢չ��
1���ڵ���ɴ�ߵķ�ɴԭ������Ҫ����
1��1 ���ڵ���ɴ�ߵ����ͼ����ص�
ĿǰӦ����Ϊ�㷺�İ��ڵ���ɴ����Ҫ��3����ʽ����оɴ������ɴ�ͺ����ߡ�3�ֵ���ɴ�߶��ǰ���˿����ӹ���Ʒ���䲻ͬ�ļӹ�ԭ���γ��˲�ͬ��ɴ�߷��
1��1��1���ڰ�оɴ
������˿Ϊɴо�����һ�ֻ��ַǵ����Ķ���ά�ijɵ�ɴ�ߡ����ڰ�оɴ�ɻ�����õ��ָ�����ۣ�����Ȼ��άΪ�����ά��ɴ����ʪ�Ժã��ɸ��ݲ�Ʒ����;ѡ��ͬ�ĵ���ֵ�����ڰ�оɴ����������ɴ����ȵ������ص���ɴ��������״̬��о˿����¶�����ȾɫЧ���ã�����������ɫ���ڵĸ�����ɫ�IJ�Ʒ�����������͵ĵ���ɴ����ȣ���оɴǿ���ϵͣ�һ�㵥ɴǿ��ֻ�൱��ͬ��������ά������ɴ��80����90����
1��1��2���ڰ���ɴ
������˿Ϊо�����Եij�˿�����άɴ�߰������εķ�ʽ���쳤״̬�İ���˿���������γɵĵ���ɴ�����ڰ���ɴ���ھ��п��Ķ��ӵ�ר���豸�ϼӹ��ģ�ȫ����Ϊ����ɴоι��������������ɳھ�ȡ��3���֡�����ɴ����������ɴ�ߵ�����������֮һ��о˿�����ȡ�����ɴ�а���˿�������֮���о�ʹ�ϵ���ԣ�о˿�������֮��ı��ϳ̶����Ե��ڰ�оɴ�ͺ����ߣ�����䵯�Ը��ں����ߡ�����ɴ���Ž�״̬����¶о������˲�������ɫ��Ʒ������ɴ���ָнϰ�оɴӲ����ǿ��������㳤˿��ɴ�ߵ�ǿ������˱�ͬ����оɴ��ǿ���ߡ�����ɴΪ�ɳھ��ƣ����ݲ�ͬ����;���ȡ��һ��Ϊ60����95������һ���б��ڰ�оɴ�ͺ����ߣ���֯�칤�ղ�����Ӱ��ϴ�
1��1��3���ں�����(�ֳƺϹ���)
�����ڱ���������������Ե�����ɴ���ϼ������ɣ�һ���ڼ�װ������ιɴװ�õĻ�������������������˿�������ɴ��˿����������������ߣ����ʺ�С������Ʒ������������һ̨������ͬʱ�ӹ�����Ʒ�֡����Ž�״̬�£�����˿������ɴ֮���ǻ������ƵĹ�ϵ�����ɴ�����Ž�״̬�°���˿��¶��Ⱦɫʱ�����ɫ��ɫ���������ɫ��Ʒ�����ں����ߵ�ǿ��������֮��ϵķǵ���ɴ�ߵ�ǿ������˽�ͬ����ڰ�оɴ��ǿ���ߡ����ں������а���˿�������ǵ���ɴ��֮��ı��ϳ̶ȵ��ڰ��ڰ�оɴ������Ϊ����˿�Ļ����̶ȸ��ڰ�оɴ����˺����ߵĵ��Ը��ڰ�оɴ��
1��2 ���ڰ�оɴ�ķ�ɴԭ��
1��2��1�����İ��ڰ�оɴ
���ڰ�оɴ�ɲ��û����ġ�ת���ġ�����ġ������ġ�����ĵȷ������ƣ�ʹ����㷺���ǻ����ģ����ɴԭ����ͼ2��ʾ��

�ڻ���ϸɴ���ϳ�ԭ�е�ǣ�����֮�⣬�ټ�װһ�װ���˿ι�������Ԥǣ����������û�����ʽ����ǣ����������ά�����Ͱ���˿�ֱ�ǣ���ͬʱ��ϸɴ����ǰǯ��ι�벢�ϣ�������ɴ�����پ������졢��˿Ȧ�ļ������������γɰ��ڰ�оɴ������پ���������������Ͳ�����ڰ�оɴ�Ĺ������̸���Ϊ��
һ���ޣ����ڰ�оɴ��60��80�桢15��20 min�������������������Ϊ�ˣ�ë�����ڰ�оɴ��80�桢40 min�Ķ�������Ϊ�ˡ�
1��2��2ת���İ��ڰ�оɴ
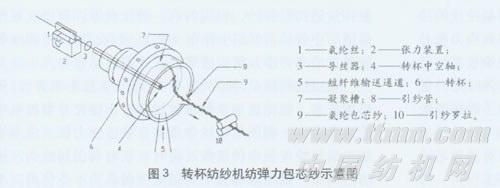
ת���ķ��ư��ڰ�оɴ�ķ�ɴԭ����ͼ3��ʾ��
��ת�������Ŀ��ף�����˿����ת�����п���ת����ͨ����������˿��������������оɴ��
1��2��3����İ��ڰ�оɴ
��ϸɴ���ϼ�װ�ʵ�װ�ú�ɷ�������ĵ���оɴ������ɴ���˾��������ɴ�Ͱ��ڰ�оɴ���ŵ�֮�⣬���ɱ����оɴ�������������ڹ���ȱ�ݻ��豸״̬��������ɵ�¶о�����ʵ�����ɴ�á������Ƶ�ɴ��о˿����Ч���ã�ë���٣�����⻬����ĥ���ܺã���ɴ�����ߡ�
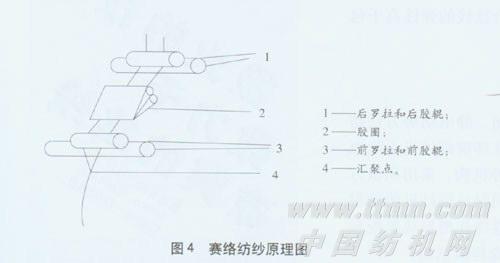
����ĵķ�ɴԭ����ͼ4��ʾ��
����ƽ�еĴ�ɴ����ǣ�������ֱ�ǣ����ϸɴ��ǰ����ǯ�ڴ�������ϣ����Ӻ�˿Ȧ�Ļ�ת��ɴ�������������¶��ϵش���ֱ��ǰ�����ճִ����ڻ㼯���Ϸ���������ɴ������·�����������ͬ�������������¶ࡣ
��������İ�оɴʱ�����ڳ�˿��о˿����װ�ÿ����£�ͨ����ǰ�������ٶȲ����о˿һ����Ԥǣ�챶����������˿�ִ�ǰ����ι�룻������ɴͨ��һ������Ĵ�ɴι�����Ӻ�����ι�룬��һ��������ǣ�����ǰ�������ڴ��백��о˿���ϣ��Ӷ��γɾ���һ�����Ե�����İ��ڰ�оɴ���ڴ˹����У�ǰ�������ڴ�����о˿��������ǣ����Ĵ�ɴ����ʱҪ���ƺ�о˿λ�ã�ʹ��λ��ɴо���У����²���¶о�Ϳ��ʵ�ɴ�á�
1��3���ڰ�оɴ����ѧ����
���ڰ�оɴ����ѧ����(����ǿ�����쳤�͵���)��Ӱ�쵯��֯�����Ҫ����������Ӱ���оɴǿ�������Ե����أ���оɴ�͵���֯���ԭ��ѡ����ơ��������Լ����ⵯ��ɴ�ߺ�֯��ı��λ����Ⱦ��вο����塣
1��3��1���ڰ�оɴ����������
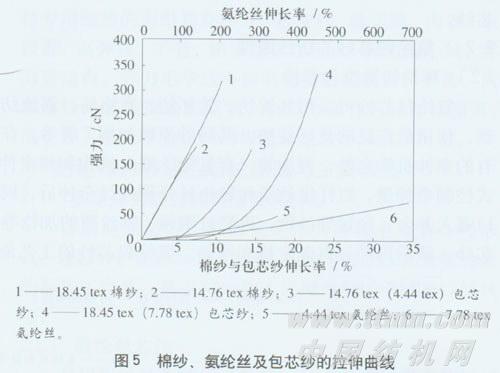
���ڰ�оɴ���������߾�Ϊ�ϰ�����(ͼ5)��
�ǵ����������������ϸ���ĵ���(�����ϸ������ߵ�б��)ҲΪ�����������������ϴ���б�ʵ���l������㣬��һ����ߵ����ߣ����������ߵĵ�Ӧ�����ֺͰ���˿������������������ұߵ����ߣ����������ߵĸ�Ӧ�����ֺ������ά��ɴ�����������������˵�����ڰ�оɴ����������ʱ��Ҫ��о˿�����ã�������������ʱ�������ά�����á��õ�����Ӧ��Ӧ����Χ����ɴ�ķ�ɴ������Χһ�£��ݲⶨ��20��40 cN�ڣ�������ɴ�����ܶ��йء����⣬��Ӧ��������Ӧ���쳤��(���ް�оɴ�ĸ���������һ����7����9��֮��)������10��������ͨ��ɴ�Ķ����쳤��һ�¡�����Ӧ���ε��쳤�����ö࣬���Ҹ�����֮��IJ���Ҳ������������е���ɴ�����ֳ��ĵ��ԣ�ʵ���ǵ�����������Ӧ�ı������������ڵ�����װ�������õ�Ҳ�����ⲿ�ֵĵ��ԡ�
��ˣ����ѵ���ɴ��������̷�Ϊ�����Σ�����Ӧ�����쳤�κ�Ӧ�����쳤�Ρ����εķֽ������Ӧ��������Χ�ͷ�ɴ�����Ĵ�С��Χ�dz�һ�¡�Ҫʹ����֯����нϴ����������������ɴ�����������ֳ��ĵ���һ��λ�ڵ�Ӧ���Σ�����о��Ƚϵ�����оɴ�ĵ������ܣ���ҪӦ���о��������Ӧ���ε���ѧ���ܡ�
1.3��2���ڰ�оɴ�ĵ���
����֯����ڰ�оɴ��������һ����Ҫ������ͨɴ����Ҫ�����ǿ�������ɾ��ȶȡ����ӡ�ɴ�õ�ָ���⣬�Ե������ܺͰ���Ч����Ӱ�쵽����֯����Ҫ�����Ͳ���������ָ�꣬Ҳ����ӦҪ���˵�����оɴ�ĵ��ԣ�ͨ���������¼���������ݣ�������쳤�ʣ���κ͵������쵯���쳤����������Ա����ʣ������쳤�ʵIJ����ʡ�
���ڰ�оɴ�ĵ�����Ҫȡ���ڰ���˿��ϸ�ȡ�Ԥǣ�챶���Ͱ���˿�ĺ���������˿Խ���䵯��Խ��Ŀǰ���ڰ�оɴ������Ӧ�����İ���˿ϸ����Ҫ��44��77��155 dtex��3�֣������Ķ������İ���ɴ������44 dtex����˿�ʷĵ͵�ɴ����֯���¡���Ӿ�µȣ�77 dtex����˿�ʷ��е�ɴ����֯ţ�в������ӡ����µȣ�155 dtex����˿�ʷĸߵ�ɴ����֯�������������Ӳ��ֵȡ�
����˿��Ԥǣ��������Ҫ��������ֱ��Ӱ�쵯�ԣ���Ӱ��ɱ�������˿Ԥǣ�챶������ʱ���ܳ�ַ��Ӱ��ڵ�DZ�ڵ��ԣ������谱�ں����ߣ���ɴǿ���ͣ��ɱ����ӡ�������˿Ԥǣ�챶������ʱ�������������ͷ��ʹ��ɴ���ѡ�����˿��Ԥǣ�챶��һ����3��5���ڡ���ͬ���İ���˿Ԥǣ�챶����ͬ��44 dtex����˿Ԥǣ�챶��һ��Ϊ3��4����77 dtex����˿һ��Ϊ3��5��4��5����155 dtex����˿һ��Ϊ4��5����
����˿�����ߣ���ɴ�ĵ��Դ����ڰ���˿�Ƚϰ����Ұ���˿������Ӱ���ɴǿ���������ڱ�֤������֯�����ܵ�����£������ϸ�����京���Խ��ͳɱ�������֤��ɴǿ��������ɴ�߹�����;������˿����һ�������3����15����Χ�ڽϺã���ͨ���ڵ�����оɴ�а���˿�ĺ���һ�㲻����10����
1��4���ڰ�оɴ�İ���Ч��������ɴ�ú�������ʩ
1��4��1���ڰ�оɴ�İ���Ч��������ɴ��
���ڰ�оɴ�İ���Ч����ָ���������ά�Ƿ���ȡ������طֲ���о˿����Χ������������ȣ�������¶о����Ʒ����Ⱦ�������в��������õ㡣���ڰ�оɴ������������������ɴ����Ҫ�п�о��¶о�����ʡ��黨ɴ�͵��Բ����ȵȡ�
��оɴ�õij�����Ҫ�����¼������棺���ȣ�������˿��ͷ�������ά���ϣ�������ɴ��������δ���ֻ�δ��ʱ���֣����½�ͷ����оɴû�������������ף��Ӷ��γɽϳ�Ƭ�λ��Ƭ�ο�оɴ�����⣬���ڸ������˿Ȧ���ò�����ʹ�����ڹ�������˿Ȧ���Ȼ��˿Ȧ��ĥ�����У��Ѱ���˿��ϣ�����˿�������γɶ�Ƭ�ο�о���ر��ǰ���Ч������ʱ��������ά���ܰѰ���˿��ȫ��ס���γ��黨ɴ������£�������������������գ����ֿ�о�������ܼ����������֣�����ɴ����ʧȥ���ԡ�
¶о���黨ɴ�����������ά��о˿�����������¡���Ҫԭ���ǹ������ò������簱��˿������˿ǣ�챶��ѡ����о˿����ƫ�ߣ�����˿�����ά���������λ�ò�������˿����ʽ��Ʋ�������˿��λ�ð�װ���ڲ��ʵ��ȡ����⣬��ɴ���������ڸ���ԭ���ͷ�����½�ͷʱ�����ͷ�������ղ��ã�ʹ����˿β�˱�¶��ɴ��֮����γɡ���оβ�͡���
�������ʵ�ԭ��������������Ĵ�ɴ������ǣ�첿λ��ͷ��������Ȼ��ʱ���䣬���������뵽���ܣ���ʣ���ް�����о˿����һ��ɴ�ĵ��Դ���������оɴ������ȱ���ڷ��Ƶ����ܶ�ɴ��о˿�ϴ�ʱ����