ժ Ҫ�����ĸ��ݴ���ͨѶ�Ļ���ԭ������̨��PLC�����±�Ƶ��ͨѶΪ��������ϸ����̨��PLC�Ĵ���ͨѸ���ܼ�����Ŀ��ʵ��Ӧ�á���Ҫ�������ʹ��̨��PLC���Ƶ�ͨѶ������ɸ���ʵ��Ӧ�ã�������̨��PLCǿ���ͨѶ�������ԡ�
�ؼ��ʣ�����ͨѶ PLC RS485 MODBUSЭ�� ��Ƶ�������ɿ�ͨѶ EASY LINK
1����
���ż����������ķ�չ��ͨѶ�����ڹ�ҵ�Զ�����������õ�Խ��Խ�㷺��Ӧ�á����ڴ���ͨѶ��ʽ����ʹ����·�١��ɱ��͡������ã��ر�����Զ�̴���ʱ�������˶�����·���ԵIJ�һ�¶����㷺���á����ڸ�PLC�������Ҷ���������ͨѶ��PLC�ƹ��е�Ӧ�ã����Ҹ����������ص㣬��������PLC����ͨѶ���ܽ�����Ľ����Զ�����Ŀ�ɱ�����߲�Ʒ��������
2 ����ͨѶ���
�����ͨѶ���Dz�ͬ���豸ͨ����·���ཻ���������ݣ�����ҪĿ�����ڽ����ݴ�ij�˴��͵���һ�ˣ�ʵ����Ϣ�Ľ�����ͨѶͨ���в��кʹ������ַ�ʽ�����ڲ��д��䷽ʽ�����ݵ�ѹ���͵Ĺ���������˥�����ţ�������·���̷��ýϸߣ�������ͨѶ��ʽ���ܺܺõĽ����Щ���⣬����ڹ�ҵӦ���о������ʹ�ô���ͨѶ��
����ͨѶ�Ļ����ӿڷ�ʽ��ΪRS-232��RS-485���ֱ���
2.1 RS-232�ӿ�
(1) RS-232-C�ӿ�������һ��ʹ���ͺ�ΪDB-9��9о��ͷ��,ֻ�������ӿ���,�����������ݡ������������ݡ��͡��źŵء����ɴ������ݣ���9֧��λ�Ķ������±�1��ʾ��
��1 RS-232-C�ӿ�����������

(2) ��RS232�Ĺ淶�У���ѹ��ֵ��+3V---+15V��һ��ʹ��+6V��֮���Ϊ��0����ON������ѹ��-3V----15V��һ��ʹ��-6V��֮���Ϊ��1����OFF����������ϵ�RS-232���ߵ�λ��Լ9V�������͵�λ����Լ-9V��
(3) RS-232Ϊȫ˫������ģʽ����Ѷ��λ�Dzο����߶��ã��ֱ���Ϊ���ݵĴ��ͺͽ��գ�ʵ��Ӧ�����䴫�������Դﵽ15�ס�ֻ���е�վ���ܣ���һ��һͨѶ��
2.2 RS485�ӿ�
��1���������������ź�����Ϊ������·��
��2��RS-485�ĵ������ԣ�����1��������ĵ�ѹ��Ϊ+��2��6�� V��ʾ������0��������ĵ�ѹ��Ϊ-��2��6��V��ʾ��
��3��RS485Ϊ��˫������ģʽ����Ѷ��������������·Ѷ��λ������ã��Dzʽ���뷽ʽ������ģ��������ǿ���������������Ժã�ʵ��Ӧ�����䴫�����ɴ�1200�ס����ж�վ��������һ�Զ������ͨѶ��
3 ̨��PLC�Ĵ���ͨѶ����
̨��DVPϵ��PLC�����������ڽ�2��ͨѶ�ڵı����ã���һ��RS232��һ��RS485ͨѶ�ڣ���RS232����Ҫ���������س������Ϊ����λ����������ͨѶ����RS485����Ҫ�����齨485���磬ʵ��ͨѶ���ơ�����ֵ��һ�����EH���Ϳ�ͨ��ͨѶ���ܿ�����һ��RS232��RS485ͨѶ�ڣ�ʹ�����齨����ͨѶ������ӷ��㡣
�����ͨѶ�ڵ�Ӳ�����ã�̨��PLC������ָ���϶�ͨѶ��֧��Ҳ���൱�ḻ�ͱ�������Ҫͨ���������ַ�ʽ���485ͨѶ���ܣ�
3.1 ����ͨѶ��ʽ
�÷�ʽͨ���������ݴ���ָ��RS�������վ���վ֮������ݽ���������ʵ����Э�������ͨѶ������ӿ��豸���Ƶ�����DZ��ȡ����䱸RS-485����ͨѶ���Ҹ��豸֮ͨѶ��ʽҲ�й���������PLCʹ������RSָ����Ƴ���������PLC��ӿ��豸֮�����ݡ�
3.2 MODBUSͨѶ��ʽ��GB/Z 19582��
MODBUSЭ����Ŀǰ�����Ϲ����ı�����ͨѸЭ�飬Ҳ���л��������ұ���ָ���Լ����ļ�GB/Z 19582������ModbusЭ��Ĺ�ҵ�Զ�������淶��̨��PLCͨѶ����MODBUSЭ�飬����̨��������Ʒ���Ƶ�����¿��ǡ�˾����������485ͨѶ������MODBUSЭ�飬���ڷ���MODBUS֮ͨѶ��ʽ�IJ�Ʒ��̨��PLC�ṩ�˸��ӱ�����ͨѶָ��MODRD ��MODWR��MODRW��ʵ�����ݵĶ�д�������д�в����ע���͵��ַ���У�����ת���ȵȣ�ֻ��Ҫȷ��ͨѶ��ַ��д����������ݼ��ɣ������ڶ�ָ���дʱ��Ҫ����ͨѶʱ�����⣬����ͨѶ��ͻ��
3.3 ̨��PLC������ɫ��ͨѶ����EASY LINK
����MODBUSͨѶЭ�飬̨��EP/EHϵ��PLC�����ṩ�˸�Ϊ�����ݵ�ͨѶ��ʽ����EASYLINK��EASY LINKͨѶ��̨��PLC������ɫ��ͨѶ��������ṩ��վ��32����վͨѶ��ÿ����վ��д��100�����ݵ��������Ҳ���Ҫ���ӱ�̼��ɸ��ٿ�ݵ����ͨѶ���ƣ���ʡ�����ı��ʱ�䡣
�ۺϱȽ���������ͨѶ��ʽ������ͨѶ��ʽ�ı����Ϊ���ӣ������������MODBUSЭ����豸ͨѶ���豸ѡ�������������ƣ�MODBUSͨѶ��ʽ�ı����Ķ࣬��Ҳ����һ���ı������ԣ����������ij����վͨѶ����EASY LINKͨѶ��ʽ����Է���MODBUSЭ�黥���豸���ͨѶ��ʽ����������Ҫ��̼�����ɣ�����Ҫ���ǰ�˫��ͨѶ��ʽ��ͨѶʱ�����⣬ֻ��Ҫָ������д�����ݵļĴ�������������������LINK���Ӽ�������豸֮�������ͨѶ����˶��ڷ���MODBUSЭ����豸�������LINKͨѶ��ʽ��
3.4����ͨѶ����Ҫ������
�ڹ�ҵ�Զ��������У������������ź���Ҫ�ɼ����������ر����Զ������豸��һ��Ĵ�������ѹѶ�������������Զ�Ļ��������Ѷ�ŵ�˥�������һ�������ò�����ȷ�Ľ������ˣ����ô�����Ѷ�ž͵ش����������ݴ���ͨ������ͨѶ��ʽ�ܹ���Ч�Ľ����һ���⣬��֤���ݵ���ȷ����ȷ�ԣ���ͨѶͬ��Ҳ���ܵ����ĸ��ţ�ʹ��ͨѶ�����½�����������������ͨѶ��Ҫ��֤ͨѶ���������齨ͨѶ����ʱӦ��ע�����¼��㣺
��1����֤ͨѶЭ��һ�£���������֮��վ�ӿ��豸�����ʼ�ͨѶ��ʽ������վ��ͬ�������������վ��վ��ַ�������ַ��ͻ��
��2���������ߣ����������Ŷ�ͨѶ��Ӱ�졣�����ߵúã����Ժܴ�̶ȼ��ٸ��ŵ�Ӱ�죬���ͨѶ�Ŀɿ��ԣ�����Ӧ��ѭ����ԭ��Զ���Դ�ߣ���Ƶ���ȸ���Դ�������߲������Դ�ߵȸ���Դ�ܿ�ʱӦ���Դ�ߴ�ֱ������ƽ�У������������ߵ�˫��������
��3��ͨѶ���ʵ�ѡ��һ����˵���ͨѶ�������ܹ����ͨѶЧ�ʣ�������һζ����߾Ϳ϶��ã��������ʵ����ͬʱ�Ӵ��˴�������ʣ�ʹ���������½����ر����ڹ�ҵ���Ƴ��������űȽϴ������£���ʱ�ʵ����ʹ������ʻ�õ����õĴ���Ч�ʡ�
��4����ȷ����ͨѶ����PLCͨѶ����ı�����ʵ�ִ���ͨѶ��Ҳ�Ƿdz��ؼ���һ����һ��������ͨѶ�����ܹ����ͨѶЧ�ʣ��������Ƶ�ͨѶ������ᵼ��ͨѶЧ���½�������ͨѶʧ�ܣ�ʹPLC�������д�������RS485ͨѶ���ð�˫���Ĺ���ģʽ�����ͨѶ����ı�д��Ҫ�Ƕ�ͨѶָ��ķ�ʱ���������ڴ�����������ͨѶ������������κ�������PLCͨѶ��������Ҫ��PLCͨ��485ͨѶ��ʽ��д��̨��Ƶ����Ƶ�ʣ���ʵ�ʲ������й���
3.5 ̨��PLCͨѶ����Ҫ��
��1�����̶�ʱ��ͨѶ������̨��PLCͨѶ�������̴���ͨѶ���÷��������ù̶���ʱ�ķ�����ʵ�ַ�ʱͨѶ��������д���Ƚ��������ͨѶʱ���ϵ����⡣Modbus ͨѶ����Dz�����/��ģʽ��Ҳ������վ��ͨѶ�������վ����վ�յ�֮���ٻ�Ӧ��վ����һ��һ�ز������һ��������ͨѶ���Ͻ������ó�����ʹ�õ�M1127���жϣ����Ǿ�����һ��ͨѶָ���Ƿ����еĽӵ㿪��ȴ������ͨѶ�����������������100ms �� timer���������������������������ɣ���ΪͨѶ������ʱ�����ͨѶ���������ϴ����ʱ�����ͨѶ��������/��վ������ʱ�䣬����ʱ�䳬��100ms���Ǿͺ�������ɴ�վ�ش�������վ�����ϳ�ȥ�����������������ײ�����Ӱ�촫�����ȷ�ԣ������timerʱ���ӳ������ǻ����������⣬��Ϊ����д����ͨѶ���Ķ�����������͵���걾����δͬ�����������ʱ��������ϲ���ȷ���ó�����EH�����ϲ��ԣ�����ͨѶ�ٶȱȽ������Ҷ�������������ʱ�ᷢ�������������վ2��Ƶ�ʶ�����վ4�ļĴ����ϣ������д������ɼ�ͼһ��ʹ�����ֱ�̷�����ͨѶ����ʱû�����⣬һ����ͨѶ���ݴ���ʱ���ͻ�������ݴ��ʹ�������ʱ��������PLC�������μ�ͼ1��
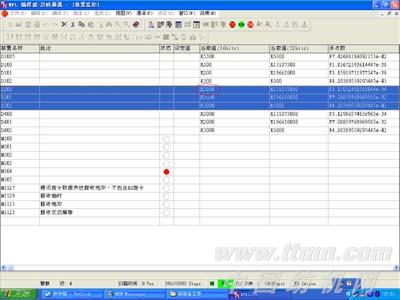
ͼ1 �����д����Ȧ�����ŵ�D200���ݱ�ΪK3000��Ӧ����K1000
��2����ͨѶ��귽ʽ�����ǵ�����ij����ԱȽ�һ�£�����Ҫ��������Modbus Read/Write ָ���ڳ���ʹ���ϴ���M1127, M1129, M1140, M1141 ���жϣ����⼸������״̬��������һ��ͨѶָ�������ʱ�䣬�ܹ��ܺõĴ�������ͨѶ��ʱ�����⣬��֤ͨѶ�Ŀɿ���Ч�ʣ�����ͨѶ��ػ�����ͼ�������ù̶�ʱ��ͨѶ�У���ʹͨѶ������ɣ���ĩҲҪ�ȵ�100MS�Ժ�����һ��ͨѶ������дָ��ͨѶ��ɺ�ʱ20MS������Ҫ�ȴ�80MS��������ͨѶЧ�ʣ�������ͨѶ������ͨѶ��ɻ���ִ���������ת��ִ����һ��ͨѶָ���Ч������ʱ�䣬�μ�ͼ2��
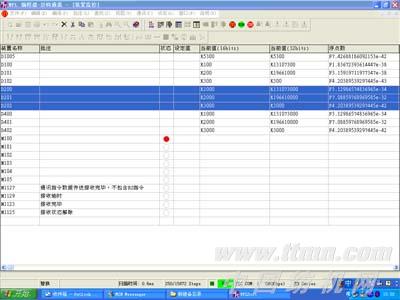
ͼ2 ����ͨѶ��ػ���
4 ̨��PLC�����±�Ƶ��ͨѶ����
����̨��ESϵ��PLC����ͨѶ��ʽ���ı�����VF0Cϵ�б�Ƶ�����趨Ƶ�ʣ�PLC��ʹ��485�ڣ���Э�鷽ʽ��ģ��VF0C��Ƶ����ͨѶЭ�顣
4.1ͨѶЭ��
VF0Cϵ�б�Ƶ������485ͨѶ�ڣ����ṩ�ڲ�ͨѶЭ�����£�
д��% [վ��] #WD [���ܺ�] [��ʼ��ַ] [������ַ] [����] [BCC] \CR
����% [վ��] #RD [���ܺ�] [��ʼ��ַ] [������ַ] [BCC] \CR
���д��ȷ�����أ�%01$WD BCC\CR
�������ȷ�����أ�%01$RD [����] BCC\CR
��ʼ�� վ�� ��� ���� ���ܺ� ��ʼ ���� ���� У���� ������
% 01~31 # WD D 00000 00000 0000 BCC \CR
1 2 1 2 1 5 5 4���� 2 1
�ֱ�涨���ֽ����������±�����д����Ϊ������ϸ˵����
������VF0Cϵ�б�Ƶ���У�վ��Ĭ��Ϊ01��ͨѶ��ʽΪ9600��N












