�ٱ��� ����� �ӱ�̫�л�е��ҵ��˾
���ĵ�����˼����������ɴ���ķ�չ���ɴ����֮��������Ʒ�չ��ɴ��еΨһ�������Ƿ�ɴ���գ�Ŀ���dz�ɴ����������Ч�����Ч�����
����ʮ���������ر��ǽ�ʮ�꣬�������֯��е��չ���ٶȷdz�֮�죬�����ǹ��ڵķ�չ�ٶȸ����������죬�������ȶ�����ɴ��еƷ�ֶ���վ��ͬһ���������ϣ���ϲ�ɺأ������Զ���ˮƽ�����в�С�IJ�࣬ͬ��������Ŭ����
1��ɴ���ķ�չ
��ɴ�����Ĺ����е���Ҫ�����е֮һ���ڻ�����ɴϵ�����Dz���ȱ�ٵĹ���ɴ������ʱ����ǰ�������ϵĸ��·�չ�����ڵ��ж�ʽ��е�ṹ��ɴ����չΪ����ʽ��е�ṹ��ɴ�������ɴ�ٶȡ���ɴ��װ�����Ⱦ��нϴ����ߣ��Ӷ���������ĸ�Ч�ʺʹ�ɴ��ɴ�ĸ��������л�ʱ�������塣�����Ͻ��������Ч��Լ30����40������ɴ����Լ���1��2������������ʮ����������������ƵĴ�ɴ��������������ʹ���ѻ������죬�ܹ���������Ͷ��ɴ��ʹ�ã�ʹ��ɴ���Ļ���һ�廯ˮƽ�л�ʱ���Ľ�����
�����Ƕ����ֻ��͵�������
1��1����ʽ��е��ɴ��
1��1��1��ɴ���Ĵ����˶���
�Ĵ����˶���ǣ���˶���������ת�˶������������˶�(ɴ������)Ͳ����ת�˶�(Ͳ�ܾ���)��ͨ����ϵͳ�����λ�������ǣ�졢���ȡ����Ƶ�6-8���任���֣�ʹ���Ĵ����˶����������������ƥ�䣬���ƴ�ɴ������������������ʵ�ʷ�ɴ�������������������ȱ仯�Dz�����ʱ����Ҫ��ģ����ǻ�е���ƵĴ�ɴ�����������ġ�
1��1��2���ڲ�һ��ϵ����˼��
Ŀǰ��е�������ƵĴ�ɴ����һ��ϵ�������ò���һ�£�����ϴ��еĻ��Ͳ�һ��ϵ�������㣬�е�Ϊ��ֵ���е�Ϊ��ֵ�������ֵ��������O��5����ʵ�ʿ��������з��ֲ�һ��ϵ����ѡȡ��������ػ�����������ƥ��֮���������������ߡ���Ƥ����λ�����ȵȡ�
1��1��3�ֻ�������������
�ֻ����Ǵ�ɴ������Ҫ�������Ǵ�ɴ���Ĵ����˶��ƥ�����еĹؼ������������ߵ�����Ǻܸ��ӵģ�Ŀǰ��ɴ�������߸�����Ƶ��нϴ�IJ�ͬ���еIJ���ֱ���֣��еIJ�������������֣���������Ƶ��Dz��þ���������ķ�����˫�����֣���������������ʵ�ʷ�ɴ����Ҫ������������Ҳֻ����������������ֶ��ԡ������ӽ�����Ʒ�ɴ��ʵ�������ߣ���е�ṹ���������Դﵽ�ģ������Dz��ܴﵽ�ģ���ԭ����������������ڻ�е��ʵ�������֣���֮��Ƥ������λ�����ľ�������֤��Ƥ��ʵ��Ŀ��������������������ƶ����ľ��ȣ������һ�����������˷���ȱ�ݾ���Ƥ���Ļ��ƣ������̶ֹ�������ɻ�е���ڴ����ٶ��ϣ��ܴ��Ե�����ʵ�ʷ�ɴ֮Ҫ��������˵�Ĵ��Եij���ֻ��ʵ��һЩ�����������������в�����������ʱ�仯���ض���ɵ����������Լ���������ȷ˵���Ĵ�ɴɴ�ŵ�ʵ�壬�����Ǹ�����ǹ���ĵ����壬���ԭ��ٳ�����һ������İ뵯���壬������ȷ����ѧʽ��ʾ��
1��1��4���λ�������ɴ������γɣ�
��ɴ���ij��λ���������Ƿdz����Ͷ��ɹ��Ļ��������Ҹ��ֻ��͵ij��λ����Ľṹ����һ�£��ޱ����ϵ����𡣳��λ���ͨ������������Ƥ����ʼλ�ú��ƶ�����ͨ���м����˺ͻ�����������������������������̵ı仯����ɴ�ɴ�ų��Ρ������ڻ�е���Ƶ����������ޣ����Դ�ɴ����״�仯��Χ���ޡ�
1��2��������ƵĴ�ɴ��
��������ƵĴ�ɴ���ϻ�еʽ�Ĵ�ɴ�����书�ܺͳ�ɴ����������Ч�ʵȾ��нϴ�ĸ��ƺ���ߣ����в��ֹ����ǻ�еʽ��ɴ�����ﵽ�ġ�Ŀǰ�������ж��ֻ��ͣ�����ʹ�õ�����ٶ����������������������ĵ���������ļ�������ƵĴ�ɴ������ʹ�á�ά�ޡ��ɱ�����ɿ��������ǣ�����Ϊ��������ĵ�������Ĵ�ɴ����Ϊ���롣������ṹ(ʵ�����������)��������ṹ��ȴ���ת���ȡ��ɿ��ԺͿ��Ƶķ����Զ�����Խ���࣬�ĵ���ṹ����������ѡ����Ӧ���Ǵ��в������Ϊ��ѡ�����������¸��㣺һ�ǽ��ͼ������Ԫ����ƥ�侫��Ҫ���������˴ָ������������������������еĿɿ����ر��������������Ŀɿ��ԣ����ǽ��������ɱ�(���ز����ŷ��������)��
1��2��1��������ƵĴ�ɴ������ƻ���
��������ƵĴ�ɴ��������ǻ�е�ʹ�ɴ���̳кͷ�չ���ر��ǻ�е��������ȫ�����ݣ���Щ�������з�ɴ�����������۽ᾧ�����ģ�����ֻ���ڴ˻����ϼ���ϸ���ͷ�չ��ʹ����������ִ���ɴ��ʵ��֮�衣
��еʽ��ɴ��������ѧ��ϵʽ����ǣ��;��������˶���ƥ�����ѧ��ϵʽ��������ѧ��ϵʽ��Ϊ��ͨ�������任���ֺ������ʵ�ֵģ������������ģ������Ǵ��Եġ������ǿ��Է�ɴ�ġ�һ����ɴ�ﲻ��Ҫ���п�ͨ���˹�������ʽ�����任�����������ɴ�Ĵ���Ҫ��
��ʵ�ʷ�ɴ�У���������ص�Ӱ����Ҫ����������˲ʱ֮���ǣ��;�����ƥ��ķ�ɴ���ߣ����ǻ�е�����Ĵ�ɴ����ʵ�֡�������ġ��������˼��������Ƶ�����ɱ�̿���������ת��������һϵ�еĵ��ӵ�������Ԫ���Ĵ��ڣ���ͨ����������Ŀ��ƣ��ܹ���Ƴ���ʱ�����ɴʵ��֮��������ǣ��;�����ƥ������ߡ�
1��2��2��ѧϰ����ʵ�ַ�ɴ������������ߣ�
��������������ɴ����֮ǰ��ʵ��������������������������һ�����������(��ʼ������ǻ�е�Ļ�����)��һ��������������ѧϰ�Ĺ������ߣ�һ������������ķ�ɴ���ߡ������������ߵ��γɺ���������������ͷ�չ���Ǽ�������ƵĴ�ɴ�����������������ĺ��ġ�
��ʼ���ߣ��Ի�е����Ϊ�����Ľ�������ѧģ�͵����ߣ�ʵ������ȫ�̳л�е��������ʼ������ȫ������֮�ɹ�����Ȼ���������л�е���������������ȱ�ݡ�
�������ߣ������������Գ�ʼ����Ϊ����������ѧϰ�������ڷ�ɴ�����ж�Ӱ���ɴ�ĸ��ֱ������ϵؽ���������ʹ����Ӧ��ɴ��Ҫ���������һ������ķ�ɴ���ߡ�
�������ߣ���������ʵ�ʷ�ɴ���ߣ��������������Dz��ü����ѧϰ�����ڳ�ʼ���ߵĻ�����ͨ����ɴ���̶���Ӱ���ɴ�ĸ��ֱ��������������������һ������ķ�ɴ���ߣ����������߿����µĴ�ɴ�����Ƴ����ʴ�ɴ��
1��2��3 CCD�������������Ӧ�ã�
CCD����������һ�����Ԫ������һ��ָ��Ԫ����ccD��������Ҫ�Ǽ���ɴʵ��λ�øߵͣ�һ��˵���Ǵ�ɴ�����Ĵ�С��ɴ�ߵ��ɽ�����⾫�ȿɴ�0��1mm��
��ɴ�����Ĵ�С�����ڳ�ɴ�������нϴ�Ӱ��ģ�Ӱ���ɴ������С�������Ƕ��ֵģ���ɴ������������������ɵģ���������������������������ģ��ǻ�е�����Ĵ�ɴ������Ӧ�Եġ���ҪӰ���ɴ����������(��е����)�������ߵ�ѡ�á���Ƥ����ѡ�á���Ħ��ϵ���ı仯�������ܶȡ����ȵı仯���˶�����ĸ��ء�������������ԡ������������¶Ⱥ�ʪ�ȵ���ʱ�仯���������Ӱ�����أ���άƷ�֡���ɴ�����Ĵ�С�ȵȡ��ۺ��������Ӱ���ɴ�������������������ʾ����ǣ��ǯ������������֮��Ĵ�ɴ�ε��´�����װ�ڴ˴���CCD�������ܹ�ȷ����ɴ�´����Ķ��١���ɴ�����ı仯������ģ���е������ɴ��������ɴ������ͨ������������������Ƥ��������λ������ʵ�֣����ֵ������Ǵ��Եĺ�������������ԭ���������ֵļ����������ޣ��ϼ��������侫�ȸ�������ȵġ�������Ƥ�������ƶ���������������Ծ�ȷ��0��05mm���£�Ƥ�������Ǿ�����ʵ�ֵġ��������CCD����������Ͽ������˲ʱ��ɴ�ɴ�����ĵ�������һ�����ǻ�е������ɴ������������ʵ�ֵģ�û��CCD���������ͽ����������ȷ�ط���������������ͼ����������Ҳ�Ǹ�����ʵ�ֵġ�����CCD��������Ψһ�������ߣ���֮�������Ӧ����������������Ԫ������Ӧ�ã�������Ե�ʵ�ֺ�������ɴ��
CCD�������������Ҫ��Ҫ����������ߵĿ��Ƽ��������߱���λ�ÿ��ƣ�����������λ�ߵ�λ�õ��趨λ������������ָ�Ĵ�ɴ��̨����������ɴ�߶Ρ���һ�߶��Ƿ�ɴȫ����Ψһ�ܹ�����ɴ����֮�������߶ο�����ͼ��ʾ��
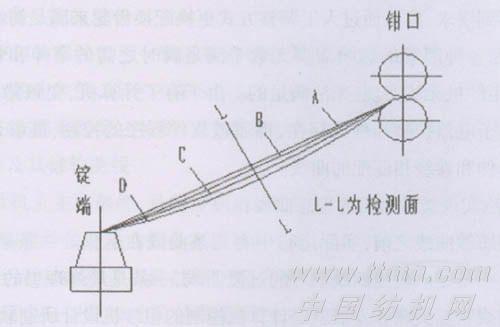
A��Ϊǯ������������ֱ�ߣ�B��Ϊ����λ�ߣ�C�����������ߣ�D��Ϊ��������λ�ߣ�L-LΪ�����ƽ��棬CCD��ⷶΧ��B-D��֮�䣬��ɴ�߳����˷�Χ���쳣��CCD����������Զ��������������ֵ��˵�������������㣬һ��������λB�ߵ��趨��������ֱ��A������һ�����´���������������һ���������Ƶ����ٶ�����ǣ������ٶ�ʱ���ͻ����ϸ�ڣ�Ϊ�ž���ɴ�е�ϸ�ڲ���(ǣ������Ʋ�ƥ�䷢����)���뱣֤ȫ���̷�ɴ�д�ɴ�������ɷ��ɣ����ǵ����������ۻ���������ɣ�Ҳ����˵��ɴ��������С�ˣ�Ҫ�����ﵽ����λ��Ҳ����������ɣ��佥����Ϊ0��1mm������������λ��ʱ�Զ�������ɣ��ϸ��˵�Զ�������ɴ�������ڲ��ϵؽ��У�������ͣ�����ԣ��Զ������������ڳ�ʼ�����ֶ�������ɵĻ����Ͻ��еģ��������Դ��������Զ�������ʱ�䣬��ν�ֶ���������ͨ����������CCD������ɵġ������˵���ǵ�����Ƥ����ʼλ�ã��Զ��������Ǹ������������������֣���ͬ����CCD���������Զ�����������Ӧ���������仯������е�������˹����Ĵ��Եļ�����������ȫ��������ַ�ɴ�����ı仯��
CCD������Ӧ�÷�ɴЧ����������