ɽ��ʡ�����ŵ��ݺ���֯����˾ ������ �Ŵ���
0ǰ��
������������ˮƽ�IJ�����ߣ����ǶԷ�֯Ʒ�Ļ�ɫƷ�ֺ���������Ҫ��Խ��Խ�ߡ��ҹ�˾Ϊ����Ӧ�г��������Ż���Ʒ�ṹ���ڳ�ַ��ӱ�ɫɴ���ƵĻ����ϣ���ɫ�������������������˸��������߸���ֵ����Ч��IJ�Ʒ��ɫ��ɴ�ѳ�Ϊ�ҹ�˾����ɫ��Ʒ��
С����ɫ��ɴ(���ɴ)���ڷ�ɴ�����аѺ�ɫ��ά(��ɫ�ޡ���ɫ�ӻ��ɫճ����)�뱾ɫ��ά������־��ȵĻ�ͺ��Ƴɾ��ж��ػ�ɫЧ����ɫɴ����ɫ��ά�뱾ɫ��ά�����ɫ�����ϣ����ֳ�һ�֡��ռ��͡���Ч����ɫ�ʸ��в�α仯����������У����㷺Ӧ������֯��Ʒ�����ܵ������ߵ�ϲ����
С����ɫ��ɴ�IJ�Ʒ������������Ҫ�ﵽ��ɫɴ�ߵĸ��������������Ҹ���Ҫ����Ҫ��֤ɴ�ߵ������������Ȼ�е�С����ɫ��ɴ��������ָ�궼�ܴﵽ��Ҫ������Ϊ��ɴ�������������ɫ�������⣬�Ӷ�Ӱ�쵽�����ʵ������������˻��������⣬��������������˼���ľ�����ʧ����ˣ���η�ֹɫ����ٳ�ɴ�ᣬ��ɫ�ij��ҵ���Ҫ�������⡣��������С����ɫ��ɴʹ���˺�ɫ��ά�����в�����ɫ��ά�Ϳ��ܻ��뱾ɫɴ�в����õ㡣��η�ֹɫ��ά���뱾ɫɴҲ��Ϊ�ճ�������������Ҫ���ݡ�Ҫ������ʹ�û�����IJ�Ʒ��������ԭ�ϡ����ռ���������ȷ����ȡ��Ч��ʩ��
1��ɴ������ȷ��
������������Ҫ��֤С����ɫ��ɴ�к�ɫ��ά�����������Ҫ��С����ɫ��ɴ��ɫ����dz��Ҫȡ���ڳ�ɴ�к�ɫ��ά�����ĸߵ͡���ɫ��ά�����ͣ�С����ɫ��ɴ����ɫ��dz��ɫ����ɫ��ά�����ߣ�С����ɫ��ɴ����ɫ�ʻҺ�ɫ���ߺ�ɫ��С����ɫ��ɴ�еĺ�ɫ��ά����һ����1����50��֮�䣬ͨ���Ժ�ɫ��ά������10�����µ�Ʒ����Ϊ�����
��С����ɫ��ɴ�к�ɫ��ά�ĺ����Ƚϵͣ�һ�㲻ѡ��Բ�̻��ޡ�����������ֱ��Ƴɺ�ɫ���ͱ�ɫ����������������ֱ��Ƴ���������ͨ��������ͣ���ˣ�����������ȷ��С����ɫ��ɴ�к�ɫ��ά�����Ĺؼ�����ͨ����ɫ��ά�ĺ�����lO%���ϵ�Ʒ�֣���ɫ����ɫ�������Ȱ��ո��Եĸɶ�����ȷ���������Ȼ��ͨ��ͷ������һ�ξͿ���ʹ��ɫ��ά�ĺ����ﵽ���Ҫ��ɫ��ά�ĺ�����1����10����Ʒ�֣���ɫ����ɫ�������Ȱ��ո��Եĸɶ�����ȷ�����������Ԥ��һ�εõ�Ԥ������Ȼ�����Ԥ�����ͱ�ɫ�������ĸɶ���ȷ����������ٲ���һ�Σ�����ʹ��ɫ��ά�ĺ����ﵽ���Ҫ��ɫ��������Ԥ��������ɫ�������ڲ�����������ʱ��һ���ɫ����Ԥ�����������м䣬��ɫ���������������ߡ�ʵ��֤���������������ϵ�С����ɫ�����Ⱦ����������ϵ�С����ɫ������ά��͵ó�֣���ɫЧ���á�����Ҫ��ͬ��С����ɫ��ɴ��ѡ�ö���������������
2�������Ƽ���Ҫ��
2��1��ɴ��������
��ɫ�ޣ�A002c��ץ��-A006B�ͻ���-A034�Ϳ���-A036B�Ϳ���-A036C�Ϳ���-A092A����-A076C�ͳɾ���-A186D������-A272F�Ͳ�����-A191 B��������-A201 C�;����-A191 B��������-A201 C�;����
��ɫ�������ͱ�ɫ����������ͺ��ɴ��
2��2���ռ���Ҫ��
(1)�����������ں�ɫ����Ⱦɫ�ȴ�����ʹ����ά�γ�����״���߿�״������Ҫ���ö����ٴ�Ĺ���ԭ����߳���Ч�ʣ�������ά���ˣ���ɫ����Ҫ���ʹ����ٶȣ���ֹ������˿������ʱ���������ͨ������ֹ�һ���
(2)�����������豸�ĺû�ֱ��Ӱ����Ķ��١����ڷ�С����ɫ��ɴ������̨����������Ҫȷ�������֡����ǰ���벼���Ҫ�ϸ��飬�ﲻ������Ҫ����벼Ҫ��ʱ�������ٶ��ڷĺ�ɫ�����������ü�װ���̶ֹ�����壬ʹ�ü����ǰ��벼����ǿ����Ч�����Լ����ᣬ��С������Ĵ�С��ʹС����ɫ��ɴ�еĺ�ɫ���ڲ����ϲ��������֡��ڶ��ڷĺ�ɫ���˵����������ü����ǰ��벼����ǿ����Ч�����Ŵ�ǰ���ְ�������֮����Ͽڸ��࣬���ն��������������С©�ף��������ӡ��۶��ڷı�ɫ�����������ü�װ���̶ֹ�����壬��ǿ����Ч�������������ʣ���С������Ĵ�С��ʹС����ɫ��ɴ�еı�ɫ���ڲ����ϲ��������֡��ܶ��ڷı�ɫ���˵�����Ҫ�ϸ��飬��ɫ��ܳ����������Ʊ���
��ɫ���������ָ��Ϊ55����g(�̶��ǰ�)��46����g(�й̶��ǰ�)����ɫ���������ָ��Ϊ42����g(�ǰ��벼McH42)��28����g(�ǰ��벼MCH52)��
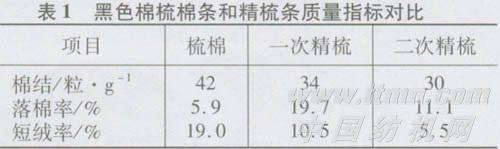
(3)���Ṥ��������������ˮƽ�IJ�����ߣ��û���С����ɫ��ɴ������Ҫ��Խ��Խ�ϸ�Ҫ�����С����ɫ��ɴ�����ϵĺ�ɫ�ᣬ�е��û�����Ҫ������û�к�ɫ�ᡣ�����ú�ɫ��ɫ�Ĵ����ɫ���뻯�˻�ĵ�����Ʒ�֣���ʹ���˺�ɫ��������������������һ���̶��ϼ����˲����ϵĺ�ɫ�ᣬ���û���Ȼ��ӳ�����ϵĺ�ɫ��϶ࡣΪ�����Dz�����˫���Ṥ�ա�˫���Ṥ����һ�ξ��Ṥ����ȶ����ʽ��ͣ���ɫ����٣����Һ�ɫ������dz�С��ʹ�ú�ɫ��˫���������������ɴ����ɫ���ȣ������ϵĺ�ɫ�Ἣ�١���ɫ�������С���û��Ƚ����⣬���������̺ܳ������Ṥ�����ж������ޣ���ɴ�������ܸߡ���ɫ�����������������1��
2��3ɫ���Ԥ����ʩ
(1)ԭ�ϵ�ѡ�䡣С����ɫ��ɴ�б�ɫ��ά��ѡ���뱾ɫ��ɴ��ͬ����ɫ��ά(��ɫ���ɫ����)��ѡ��Ҫע���������㣺һ��Ҫѡ��Ʒ�ֺ����ʲ����С��ԭ�ޣ���Ⱦɫ����ά��ɫ����С����ɫ��ҪȾ��Ⱦ�ȡ�ɫ�ζȺá�ͬ���ŵIJ�ƷҪʹ��ͬһ��Ⱦɫ�ĺ�ɫ�ޡ����Ǻ�ɫ����Ҫѡ��ڶ��ȶ���������ͬ��ԭ�ϣ��Ա��ڽ�����
(2)���չ�����ʩ���ٿ���������豸״̬Ҫ�ã����ղ���Ҫ�ʵ�����ɫ��Ҫע�ؿ��ɣ������ᶨ������ɫ����Ҫ��СV���������Ͷ������������˴���ɶ���ͨ�������ɾ�����������Ӧ����Ҫ���Ա�֤�������Ƭ�������������ڿ��Ʒ�Χ֮�ڣ��ȶ���ɫ��ά�ĺ�����ʹС����ɫ��ɴ����ɫ������ɫ������������������������ҪС����֤������������ȶ����۲�������Ҫ��֤С����ɫ��ɴ�к�ɫ��ά�ĺ�����ȷ����֤��ͣװ����������ֹȱ����������������������ι���������Լ���������֮���ɫ����졣
2��4������Ĵ�ʩ
ͨ�������Ͳ��ɴ���������ӳ�������������dz��ɫ��С����ɫ��ɴ�к�ɫ�Ἣ�����֣��ڻҺ�ɫ��С����ɫ��ɴ�к�ɫ��ͱ�ɫ���ͬʱ���֣��ں�ɫ��С����ɫ��ɴ�б�ɫ�Ἣ�����֣�˵��С����ɫ��ɴ�������������������������Ҫ��
Ϊ�����ᣬӦ��ȡ���´�ʩ��(1)Ӧѡ��Ʒ���ߣ�����Ⱥã�ϸ�����У��������ͣ������Ǵõ��١����ӵ͵�ԭ����Ⱦɫ��(2)��Ⱦɫ��������������άҪ���������ȴ�����ȥ����������������ά�Ŀɷ����ܣ���Ҫ����������ѧ�ͼ��������������ά�ں�ӹ������еĿɷ����ܣ�����������ã����������ɫ����ά���磬���������˷�ɴ�Ѷȶ���Ҳ���Ա�֤�����������õ�ɴ�ߣ�����Ӧѡ��Ⱦɫˮƽ�ߵij��Ҽӹ�ԭ�ޡ�(3)��ɫ�����еĴõ㺬��Ҫ�ͣ�ԭ���еĺ�ɫ�۳�Ҫ�١�(4)��ɫ���˵ĺ�����Ҫ�ʵ����������ʵͣ�����ʹ��ά�������磬Ӧ��ԭ���мӿ������������24 h��ʹ�á�(5)��ɫ���ɫ���˵Ļس���Ҫ�ʵ����س��ʹ������ײ�����س��ʹ�С�����ײ������磬Ӱ���������������С�
3����������ʩ
������ԱӦ��ǿ������ʶ���Ӷ���֤С����ɫ��ɴ���������������ɱ�ȫ��Ա�����豸������ͨ����ࡢ��ë�̣�������Ҫ���ò�������ɴ�ް��ϸɴ�����������������⣬��Ӧ����������������������(1)Ҫ�ص���ƺ����������ʪ�ȣ���֤��ɫ��ά��ɴ��˳�����С������Ҽ�ǿ������������ļ������ﲻ��Ҫ���ͣ�����ޣ����ϸ�Ļ�̨��������(2)��Ͳ������Ͳ��ɴ�ɰ�ʱ��������Ҫ���Ͳ�ӵ�����������������Ե���Ҫ���ƴ��������ֺ�ɫ������ʱ��Ҫ��ʱ������Ϣ��(3)�ػ�Ӧ����ʹ�á��Ժ�ɫ��ά����Ϊ100��������ͷ����β�����������Ա�֧���á�Ԥ������ͷ������ĩ��������ɴͷ��ϸɴ���仨�������á������������ڿ��ƻ�ıȣ����ܼ��ٺ�ɫ�ᡣ
Ϊ�˸��С����ɫ��ɴ����������֤��ɫɴ�ߵ��������������г���Ҫ�������Ա����������ʶ�⣬��Ӧ��ȡ���´�ʩ��(1)ԭ�����Ҫ������ţ����װ��ã�ԭ�ϳ�����ר�˸���(2)��Ϊû��ר�õ�ɫ���������䣬����Ҫ�ڸ�������������ɫ�ĸ�������������Ҫ��գ��������IJɹ⡢����Ҫ�ã����ڵ�����������(3)Ҫ�̶�ԭ�ϡ����Ʒ����Ʒ������·�ߣ�����ʱ��ר�õij�����ר�õIJ��ֺ�ר��������(4)ɫ���õ�����Ͳ����ɴ��ϸɴ��Ͳ��Ҫר�ã�����ǿ������(5)ɫ��ά������Ʒ�ͳ�Ʒ�ļ��飬Ҫ��ר�õĹ��ߣ�ע����ࡣ(6)���õĻػ���װ�ú�Ҫ��������ڰ�װ����ע�������ͺ�ɫ��ά�ĺ�����������ţ��ȴ�����С����ɫ��ר��ɴʱʹ�ã������õ��½�Ҫ�����ע��������������źú�ȴ�������(7)�������������Ա����Ʒ��������ע�����ͼ�顣ͨ����ȡ���ϴ�ʩ����Ч�ؿ�����ɫ��ά��ɵ�Σ������֤�˱�ɫɴ�ߵ�����������
4 ������
��С����ɫ��ɴ�����������У�Ҫ��֤ɴ�ߵ����������ﵽ������Ҫ�������ɴ�ߵ�����������ֻ�д�ԭ�ϡ����ա������ȷ����ȡ��Ч��ʩ�����ƺͼ�������Σ��С����ɫ��ɴ������ɫ���������⣬���ܲ�����߲�Ʒ���������������û�����IJ�Ʒ����߲�Ʒ���г��ϵľ���������߹�˾�ľ���Ч�档












