������ ����ʡ�������㻪�ڷ�֯��ҵ����˾
�ҹ�˾��1998��ͨ��������ѡ����ȷ����������շľ��ᴿ��ɴ�Ĺ���·��������֤��ʩ������һֱ���ô˹���·�ߺͷ����������ᴿ��ɴ����Ʒ����ʼ�ձ��������õ�Ч�����������������������Ч�ܾ���������Ե�������������FA506ϸɴ�������豸������£������ֽ�����������ѡ������������١��ֽ��й�����������Ĺ���λͬ�ʲο���
1��0 1998����ǰ��˾�������ᴿ��ɴ���ڵ���Ҫ����
1��1��ʱ�ҹ�˾�豸ȫ��Ϊ80��������豸�����Ե�����װ�ã���һֱ����ͳ�ľ������������Ĺ����������������Ҳ��ù������ѽ��ձ�ľ��������·�ߡ�
1��2�������ռ�����������ʩҲ������ͨƷ�ֵ����������˷����������á�ë����������ıײ����������ľ��ᴿ��ɴ����ë��ࡢ���ɾ��ȶ�Ƿ�ѡ���������г���ͬ��Ʒ����Ȳ�����������������ͻ���ϲ���ã����γ��ȶ�����������������������������˾����Ʒ��һ���Ը��ڱ�ͬ��ɴ�ļ۸����ۡ�
2��0�����豸��ѡ����
Ϊ�˲����������ᴿ��ɴ������ˮƽ����1998�������ҹ�˾�����֯����������Ա��������������Ծ����IJ��ϵ�������ɴ������ϸɴ�������ࡢ���������Ч�ܾ���������Ե�������������FA506ϸɴ���Ȳ�ͬ������������ͬ�豸���ܽ��з����Ա����飬��ȷ������������ղ���������·���豸���á��������鷽�����������1����6��
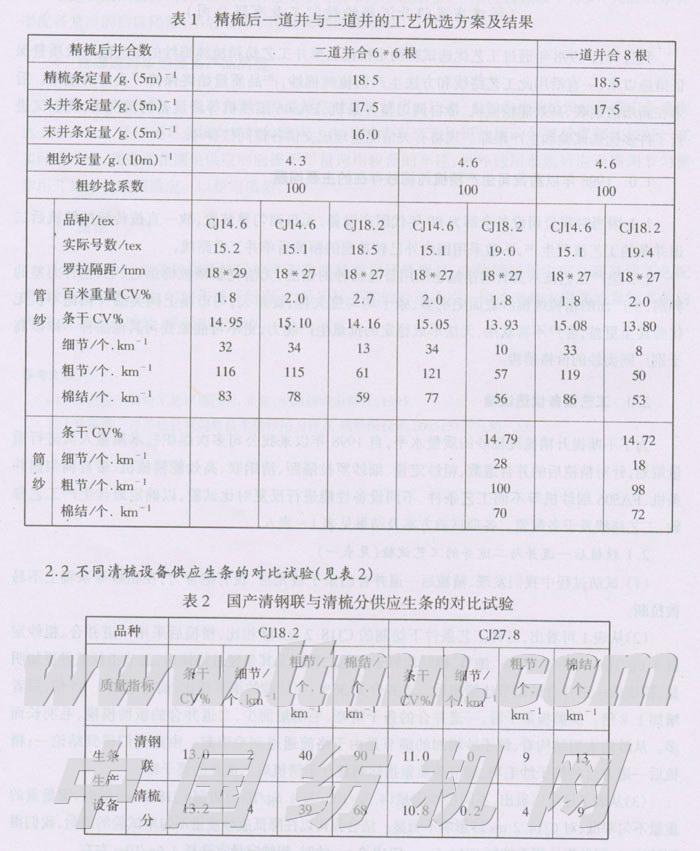
2��1�����һ������������Ĺ�������(����һ)
(1)�ԷĹ��������Ƿ��֣������һ�����ϵ����ӽϹ�ࡢ���б��������ڴ�ɴ�������ϲ��ױ����ϡ�
(2)�ӱ�1�ɿ��������ֹ��������·��Ƶ�CJ18��2 texɴ��ȣ���������һ�����ϡ���ɴ����4��6g��10mʱ����CV����ϸ�ڡ���������������֡������Ǿ�����Ͳ��ϸ��ָ�����������ԣ������һ�����ϵ�ϸ�ڱȾ�������������36�������ɴ��ϸ����ȣ�ǰ������1��25������������1��8�����Ӻڰ����ɿ���һ�����ϵ�����������ë��̶��٣��������ϵİ���ģ����ë���ࡣ��ɴ�ı���ṹ����Ͳ��ɴ���ӵ�ϸ����������Ͳͨ����ë�����ɴ����ǵõ�����һ�������һ�����ϵ�Ͳ��ɴë��ϸ�ڵ�����ָ�����Ժ��ھ�����������Ͳ��ɴ��
(3)�ӱ�1�����Կ�������ͬ��ɴ����(4��3g��10m��4��6g��10m)����CJ18��2 texɴʱ�������ص����������ʵͣ���CJ14��2 texɴӰ�첻���ԡ������˾�������ͳ�ɴ��������������ľ��飬���ǵõ����۶���ͬ�ִ�ɴ���ڷ���CJ14��6 tex��CJ18��2 texɴʱ����ɴ������ѡ��4��6g��10m���ҡ�
(4)�ӱ�1��ͬϸɴ��������������������������������ʹ�õķŴ�2mm��û�жԸ�������ָ���������Ӱ�죬������������ȴ�ܴﵽ�Ϻõ�ˮƽ�����Ŵ�ϸɴ�������࣬��Ϊ��ɴ�����ȡ�ϸɴ��������ǣ��С����֯ɴ�������ô����������ɴ����ǵõ���������ʵʩ��ɴ�����ȡ�ϸɴ��������ࡢϸɴ����Сǣ��Ĺ������ã��ܳ�ַ���ǰ����Ȧ�ճ�ǣ������Ƽ���С����ǣ��������߳�ɴ������ˮƽ��
�ӱ�2���Կ����������������Ӧ�������������Ӧ����CJ18��2 tex��CJ27��8texɴ����ɴǧ��������30���࣬ǧ��ϸ�ڼ���50���ࡣ
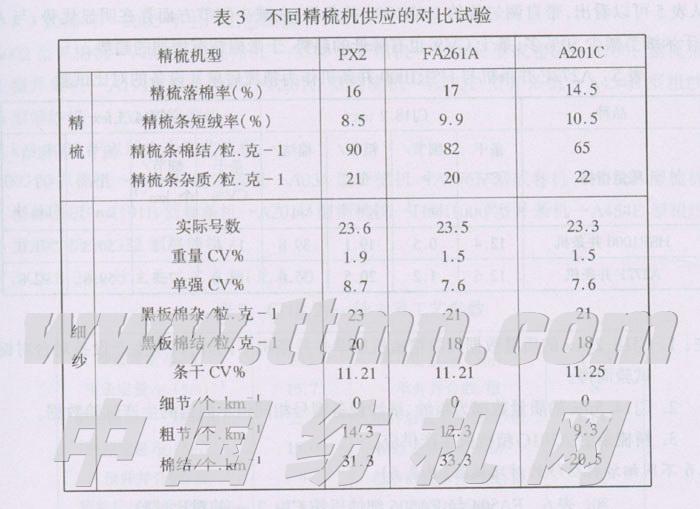
2��3��ͬ�������Ӧ�ĶԱ�����(����3)
�ӱ�3���Կ�����PX2��FA26lA��Ч�ܾ������A201C�������ȣ����ij�ɴ��ǧ��������50���࣬ǧ�״ֽ�����30���࣬������������30���ࡣ
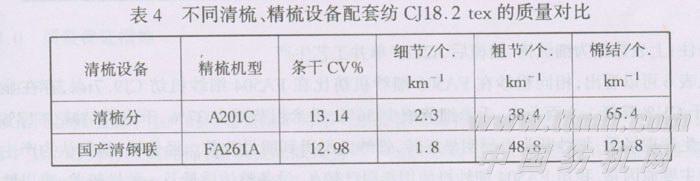
2��4��ͬ���ᡢ�����豸����CJ18��2 tex�������Ա�
�ڱ�2����3����Ļ����ϣ������ָ���������ֹ�A201C��������������FA261A������ķ�ɴ�����������(����4)
�ӱ�4��������������FA261A���������������CJ18��2 tex������ֹ�A201C�����������ȣ����ɴ��ǧ��������86����ǧ�״ֽ�����27����ǧ��ϸ�ڼ���22��������CV���Ժá�
�ӱ�2����3����4�������������������ǵõ����½��ۡ������ģ�������豸�������Ե���������ֻ������ã��ڼ��ٳ�ɴϸ�ڷ�������������ƣ������ڸ��ٴ������������ޡ�����������ӣ��Ӷ�ʹ��ɴ��������ӡ������壺PX2��FA261A�ȸ�Ч�ܾ��������߲�������ȷʵԾ����һ����A201C����60�����ϵIJ���������������ټ����ڻ�����������ӹ����ȵ����ޣ����ɱ���Ĵ�����һЩ�������ã��������ᡢ��ɴǧ���ᡢ��ɴǧ�״ֽھ�����ȵ����ӡ�������������������������Ч�ܾ�����������ʱ�����ɴ����ָ��ɵ������ƣ�����ͨ������豸��A201C�����������ȣ�ǧ����������80���࣬ǧ��ϸ�ڵ�����ȴ��������������Ϊ�����豸��ϲ�����������32S�����и�֧���ᴿ��ɴ��-
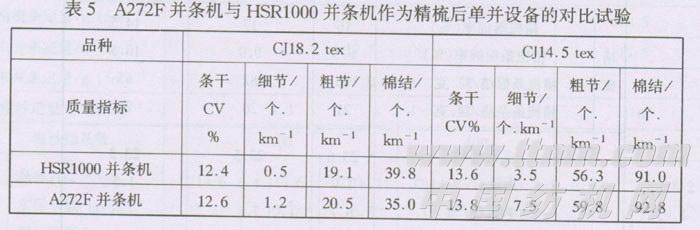
2��5��ͬ��������������豸�ĶԱ�����(����5)
�ӱ�5���Կ��������Ե�������HSR1000���������ڼ���ϸ�ڷ�������������ƣ���A272F����ȣ�ǧ��ϸ�ڼ���50���࣬����CV��Ҳ�н��͵����ƣ�ǧ���������ӵ����ơ�
ע��1��CJ18��2 tex����������Ϊ�����������������ͬ�⣬���������豸��̨�Զ�����������á�2��CJl4��5tex����������Ϊ��ɴ��ϸɴ�豸�ͺ���ͬ����̨ͬ�������������ݡ�3����������A201c�����������Ӧ��
2��6��ͬϸɴ����ɴ�ĶԱ�����(����6)
��ע���ϱ�����Ϊϸ���ޡ������A272F������������
�ӱ�6���Կ�������ͬ��ɴ��FA506ϸɴ���ı���FA504ϸɴ����C39��7tex�������������ƣ�����CV������1���ٷֵ㣬ǧ��ϸ�ڼ���56����ǧ�״ֽڼ���37����ǧ�������17���������Ǵ������ֳ�����ϸɴ��ͷ�õ����Ժ�ת����ɴë��õ����Ը��ơ���������������Ϊ�������ֽ������Ҫԭ���ǣ���˾FA504��ϸɴ��ʹ�������ѽϾã��豸����������һ���Խϲ����ʤ�η�CJ9��7tex�����ĸ�֧ɴ���������ͬʱҲ������������һ����FA506ϸɴ�����ɴ���������һ�����Σ������κ�����Ľ������죬������ϸ������������CJ9��7 tex��CJ8��3tex�ȸ�֧ɴ��
3��0�������ռ���
3��1������������
��������������Ļ����ϣ���˾��Ϲ�˾��ͬʱ�ڵ��豸���ã���ʱ�����뾫������������豸��ϣ������Ż�����߷ľ��ᴿ��32S�����и�֧ɴ�IJ�Ʒ������
3��1��1 1998��-2000��������������
A002��ץ��-A006B�ͻ���-A034�Ϳ���-A076E�ͳɾ���-A186F��������-A272F�Ͳ�����-A191B��������-A201C�;����-A272F�Ͳ�����-A454E�ʹ�ɴ��-FA504��ϸɴ��-1332����Ͳ��
3��1��2 2000��-2002��������������
A002��ץ��-A006B�ͻ���-A034�Ϳ���-A076E�ͳɾ���-A186F������-FA311�Ͳ�����-A19lB��������-A201C�;����-A272F�Ͳ�����-A454E�ʹ�ɴ��-FA506��ϸɴ��-1332����Ͳ��
3��1��3 2003���Ժ�������������
A002��ץ��-A006B�ͻ���-A034�Ϳ���-A076E�ͳɾ���-A186F������-FA311�Ͳ�����-A191B�;�����-A20lC�;����-ISR1000�Ͳ�����-A4��54E�ʹ�ɴ��-FA506��ϸɴ��-1332����Ͳ��
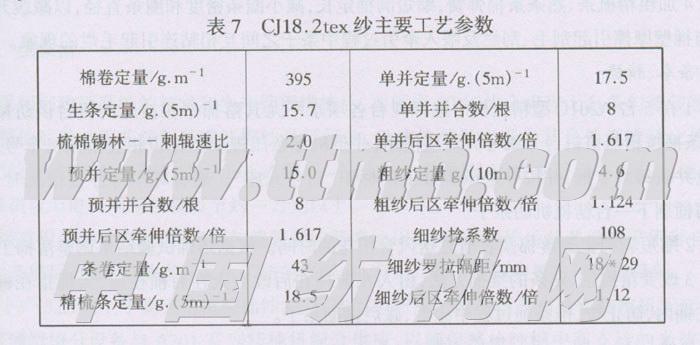
3��2 C118��2texɴ��Ҫ���ղ���(����7)
4��0������֤��ʩ
4��1������
����ͬ���ް�����������������������һ����ȶ����ص㣬��ͬ���ް����������ֳ����֣����������Ĺ��ľ��ᴿ�ޣ��̶��̵���Ϊ���ڹ������������������ľ�������ɴ�����̰�װ�Ե�����װ�ú����ϲ����ȡ�����ʩ��
4��2����
ѡ���벼״̬��á��Ǽ�ն��������������������ľ��ᴿ��ɴ��������������������̬���������������ʡ�Ϊ�˷���̨��۴��ڵIJ��죬��Ԥ��ʩ�ж��۶�̨���乩Ӧ����������Ϊ������Ͱ��������̨�ű�Ų���Ӧʹ�ã�Ԥ�������������ϱ�ʶ��Ӧ�������ţ�ÿ̨������ӦԤ��ÿ�۶�Ͱ��������ѹ�����ϵı�ʶ���Ժ������������л�����̨ͣ���ʱ������ͬʱ������Ͱ�����������ӡ�
4��3Ԥ���������
4��3��1��������ǣ������ͬ������ʹ��ͬ��ֱ������ʹ���۵ļ�ѹһ�£��Դﵽ��Ϊͳһ��ǣ��Ч������С�۲��Ҫ�Ӱ�ʱ���м�飬�Է����������б�������
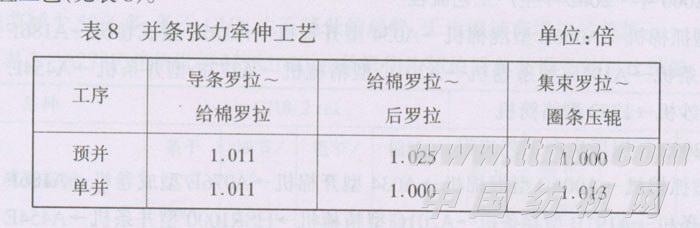
4��3��2�������õ�������һ������������������һ����������������һȦ��ѹ���������ǣ�죬��С����ǣ�죬ʹǣ������ʿ�����1�����¡��ϻ�ʱ�������������Ƚϣ�ȷ���˱ȽϺ���������ǣ�����ù���(����8)��
4��3��3ѡ�����ὺ������ʹ�ù���RC�ͽ���������������������
4��3��4�Ӵ־���