����ʡ̩��ԣ̩��֯����˾ ɳ���� ������
1���ڳ�����Ʒ������
�ҹ�˾���ڵij�����������Permanent�ޣ�����������Ҫ����ָ��Ϊ�����峤��35��4 mm��Ʒ�ʳ���38��6 mm�������1270��������9��2���������1��66������ǿ��4��81 cN��dtex��ϸ��1��70 dtex������ά��м1060����100 g����500����100g���س���5��6����������1��9%�������������֪����������������ɫ��ƣ��Ұ����֮�������к��õ�ƫ�ߣ�ϸС���ʶ࣬���д���ά��м������ͬ�ȼ�������2����3������������Ṥ����뾡���ܶ��ų�����ά��м�Ͷ��ޣ��������ܱ�֤��ɴ������
2������ɴ��������
A002D��ץ��-A035A�Ϳ���(��A045��������)-A036�Ϳ���-A092��˫�������-A076�ͳɾ���-FA20l B������-FA304�Ͳ�����-A191 B��������-A201D�;����-FA306�Ͳ�����-FA306�Ͳ�����-FA458�ʹ�ɴ��-EJM128K��ϸɴ��
3���ռ�����ʩ
3��1 ����ʽ
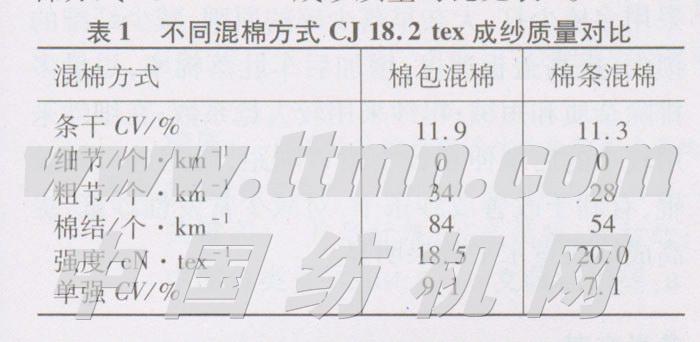
�ҹ�˾�������ᴿ����ɴʱ�����û�Ҫ����������Ϊ80%��ϸ��������20������������ϸ���Ļ�ͷ�ʽԭ�Ȳ��ô�ͳ���ް�����ʽ������������ij����ޡ�ϸ���ֱ���غ�����ֱ��װ�䣬���ް���͵ķ�ʽ���л��ޡ����ŵ��ǽ�ʡ��̨���������㣬������С���Էģ��û���ӳ��ɴ��ߣ����ɲ��ȡ��������������Ϊ�����ڳ�����ϸ������ά���Ⱥͺ��ӵ��������������Žϴ�IJ��죬ʹ���ް���ͷ�ʽ���Ʊ���ɿ��������ղ������գ�����Ӱ���ɴ���������ҳ�����ɫ��ƣ�ϸ����ɫ��ף��ưԱȶ�̫�����ް����ޣ������ײ���ɫ�����Ϊ��һ����߳���ɴ����������ֹɫ���˾��֯���أ������Ԥ�������������Ĺ���ȡ��ԭ�е��ް�����գ�ȡ���˽Ϻõ�Ч������ͬ����ʽCJ 18��2 tex��ɴ�����Աȼ���1��
ͬʱ��������������ּ𣬷ֳɻơ��ס��м�ɫ���࣬���з������ޣ�װ��ʱ�ߵ��ް�һ��Ҫ��ƽ��������ͷ������ץȡ������ײ����ɷֲ�ȫʱ����ͣ����ȡ������װ�䣬�Է�ֹɫ�
3��2��������
��Գ�����ϸ��ϸ�����ȳ���Ƥ�����ӽϸߵ��ص㣬�ڿ���������ö����ٴ������������ԭ��ץ������������߶ȸ�Ϊ2mm����ץ��ץ��A036�ͻ��������ָ�Ϊ������֣�ͬʱ���ʹ����ٶȣ��Ŵ����࣬��������ٶ���ά�����ˣ��Ӵ��ϸС���ʵ��ų��������ڽ��������ʡ��乤������Ϊ�����������2������������ٶ�Ϊ480 r��min���ۺϴ����ٶ�Ϊ820 r��min��ϸ�������3�������������ٶ�Ϊ560 r��min���ۺϴ����ٶ�Ϊ960 r��min���������������������Աȣ�������������Ϊ15����g��������Ϊ60����g����������Ϊ75����g�������������Ϊ12����g��������Ϊ52����g����������Ϊ72����g����������ϸ���ֿ�����������˳�������ϸ������������
3��3������
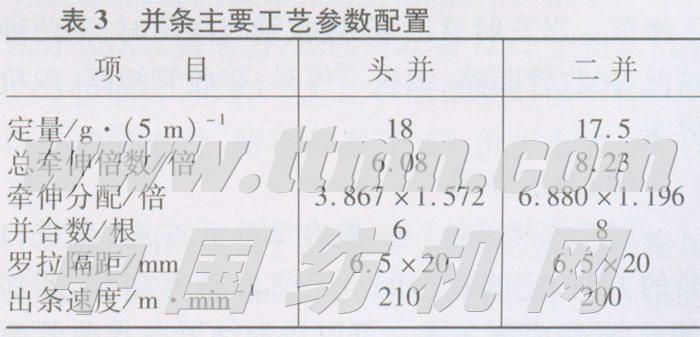
�����ޡ�ϸ�����������Ͻ��е��ģ������ڲ��ò�ͬ�Ĺ��ս������������ӣ����ٶ���ά�����ˣ����ٶ��������ӣ����������ʡ�����Ҫ���ղ�������������������������ת��Ϊ��330 r��min���̹�ת��Ϊ850 r��min������ת��Ϊ28 r��min���ǰ��ٶ�Ϊ220 mm��min���ǰ填���ָ���Ϊ0��20 mm��0��18 mm��0��18 mm��0��18 mm��0��20 mm��������52����g����������72����g������������Ϊ12��5����ϸ��������ת��Ϊ360 r��min���̹�ת��Ϊ930 r��min�������ٶ�Ϊ30 r��min���ǰ��ٶ�Ϊ180 mm��min���ǰ填���ָ���Ϊ0��20 mm��0��18mm��0��18 mm��0��18 mm��0��20 mm��������50����g����������68����g������������Ϊ16��5����������ij�����ʱ����Ҫע���벼���ͺź��벼�������ȣ�ʹ�ý����벼����Խ���10����g���ҡ�
3��4���Ṥ��
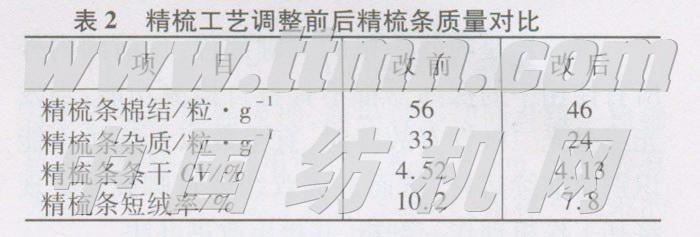
(1)Ԥ������Ԥ��������ȷ��Ϊ15��5g/5m������������Ҫ��ȷ������������ι�������5��������������1��ϸ�����������䣬��ǣ����ԭ����1��56����ߵ�1��82���������������������ά����ֱƽ�жȡ�(2)�������ա���������20�����ϣ�����Ϊ40��5 g��m�����Ӵ�������ѹ����ѹ�������ٳɾ�����ѹ����ʹ���ֲ�����������ճ�㡣(3)���Ṥ���Ṥ���ǵ�Ԥ�����ó�������ϸ�������칤�գ�Ϊ���پ������Ķ����ʣ����������������ƫ�����գ������ǯ�ڵ�λ�ã���������������ʡ����������ʿ�����16%��1����ͬʱ��֤���֡������벼״̬���ã�ëˢ�������룬���ʵ������λ�ã��������������ӣ����������ʡ����Ṥ���յ���ǰ�������Աȼ���2��
3��5 ��������
����ͷ������6�����ϣ���������8�����ϣ��ɱ�֤�������������ʣ�Ҳ������ʹ���ӹ�����ã�����ǣ����䣬ͷ�������ϴ�ĩ��������С����ǣ�챶������˳ǣ�죬�������ά����ֱƽ�жȡ��乤�����ü���3������������������Ϊ0��6%������CVΪ2��26����
3��6��ɴ����
��ɴ���ýϴ����ϵ��������Ч�ؼ�������ʱ���������쳤����ɵ�ϸ�ڣ�ͬʱ���ý�С�ĺ���ǣ�죬��ַ�����ǣ���������ã������ڶԸ�����ά�Ŀ��ƣ���֮��FA458�ʹ�ɴ��Ϊ������ǣ�죬����Ч����ë�𡣴�ɴ���������ã�����Ϊ4��5g/10 m��ǣ�����Ϊ6��272����1��24������ϵ��Ϊ98����������Ϊ12 mm��27 mm��32 mm��ǰ����ת��Ϊ200 r��min��
3��7ϸɴ����
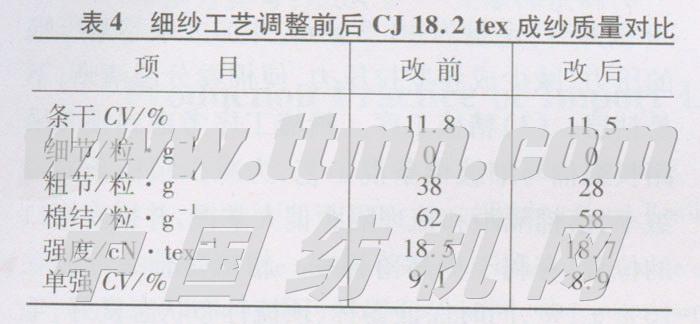
��ϸɴ����Ժ�ǣ�졢ǯ�ڸ��ࡢ��������ʹ�ɴ��ϵ����������ѡ��ͬʱ���ý������������ɼ��ٴ�ϸ�ڣ�������ɾ��ȶȵ�ˮƽ��ϸɴ���յ���ǰ��CJ 18��2 tex��ɴ�����Աȼ���4��
ʵ���������ý��ڳ������Ƴ���ɴ����������ϸ���Ļ�ͷ�ʽ�dz���Ҫ�������ڳ�������ϸ����ɫ����Ӳ���������£��������ɿ������ް�����Ϊ������ͣ����Դﵽ��߳�ɴ������Ŀ�ġ�ͬʱ�������Ṥ����Ƴ�����ʱ���ö����ٴ������������ԭ������ά�����ˣ���߸ǰ��ٶȣ����Ӻ������ʣ��������ų����ʺͶ��ޣ���ɴ���ýϴ���ϵ������ϸɴ���ý�С�ĺ�ǣ��ͽ�Сǯ�ڸ��࣬ʹ�ý����������������ڸ��Ƴ�ɴ���ɣ��Լ��ٳ�����ɴ�ã���߳�ɴ����ˮƽЧ�����ԡ�