���� ���㱦��������ѧ��
0 ����
ת����ɴ�����ͷ�ɴ�м����ϳ��졢Ӧ����Ϲ��һ�֣��ر��ǽ�ʮ������չ��ΪѸ�١����ڵ�ת��ɴͨ���Ǵֺ���ɴ��������ת��ɴ��Ʒ����ϸ��ɴ�ͻ�ʽɴ����չ�������ܹ�������֯��װ��Ӧ������
ת���ķ������ɴ���о�������������ŷ���ȹ��ҽ��С��ڼ���һЩר�������ķ�����������Ҳֻ����ʿAmsler-Iro Zurich��˾�Ƴ��ķ������ɴ��GOEװ�ò����������������г������Ǽ۸��Ҳ���������������ס����ڵ��о�����ʼ��80���ĩ��������ѧ(ԭ�й���֯��ѧ)���������̽������������10���꣬ȡ����һ���Ľ�չ�����⣬һЩ����Ҳ�����˻�����̽�����������ƵĻ�ʽɴ���������������ɴ����оɴ�������ɴ�ȵȣ������������ɴΪ����
���ǵ�Ŀ�������Ƴ��ܹ������ת����ɴ�豸���ף��ij�������ɫ��ת�����ɴ��װ�ã�����ת���ķ������ɴ�Ļ��������ս����о���
1����ԭ��
һ�����������ɴ����ͨ�������������иı�ǣ�챶��������������ά�����ơ�����ת����ɴ�������̣����������ֻ����������ı�ǣ�챶�������Ӹ�����ά���Ӷ�ʵ�ַ���ת�����ɴ���ٸı�ι�������ٶȣ��ڸı���ɴ�����ٶȣ���ͬʱ�ı�ι����������ɴ�����ٶȣ���������ͨ�����������ʵ�λ�����ø���ι����ά���������ַ����У���������ͨ���ı�ι�������ı�ǣ�챶�����������Ǹı�����ٶȣ������ɴ�����ȱ仯��ǿ�������ȵ����⣬Ӱ��ɴ����������������ǰ�����ߵĽ�ϣ�������Ӧ�ñȽϺã�����Ҫ�з����ٺ͢ڵ�ʵ����������������Ҫ���ø���ι�˻������Ƚϸ��ӣ�ĿǰҲ�����о���������ˣ�����ѡ�÷�������ʵ�ַ���ת�����ɴ�������ԭ���Ǿ�ȷ�ؿ���ι�������Ķ�̬�����������Բ�����άι�����ĸ��ٿɿر仯���Ӷ�ʵ�ֿɿص�ת��ɴ��ʽ�ṹ�������ɴ��
2���������о�
ת�����ɴ������������������ĸ�����ɴ�������ֽڱ�������ڳ��Ⱥ���ڼ������ͼ1��ʾ��
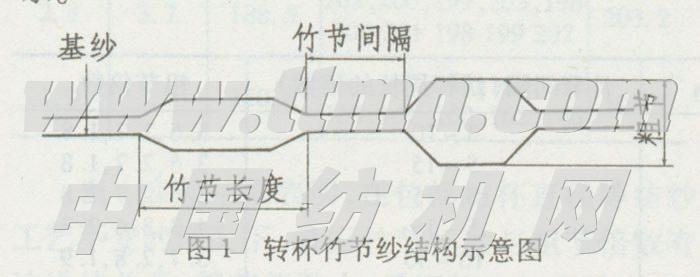
�ֽڱ�����ָ�ֽ�����ڻ�ɴ(ϸ��)�ı������ֽڱ����������ڳ�����ת�����ɴ�������������о��е�������Ҫ���档
2��1�ֽڱ������о�
����ת���ķ������ɴ��Ȼ�����о���չ�Σ��乤������Ҳ���������о������ڴֽڱ����Ĺ��㻹δ���κα��������Ǹ���ʵ�����飬��ͬ����ɴ���������£���ͻȻ����ι���������ȴ��ݳ���Ҳ�����̡���ͻȻ���ӵ�ι�����ﵽһ��ֵʱ�����ȴ��ݳ��Ƚ����̵�����ά��������ɴ��״̬����ʱ������Ϊ�ڸù��������£�����Ѵ����ֶȡ���˿���ͨ�������ȴ��ݳ��ȵ��о�������ֽڱ�����
���ȴ��ݳ���(Peripheral Twist Extent�����P��T��E)��ת���ĵķ�ɴ�ȶ���������Ҫ���ı���ɴ��ʩ�ӵ����Ⱥͼ����̶�ɴ��ʩ�ӵļ������������۲��ڴ��ݣ�ʹ���۲۰��������������ϲ�����һ������ɴ�Σ���һɴ�γ��ȳ�Ϊ���ȴ��ݳ��ȡ�
�����ȴ��ݳ��ȵ�ʵ���о�����ǰ�����˲��ٹ���������ϵͳ�������о���������δ��������������Ϊ���ȴ��ݳ����漰������̫�࣬�����̹�ı�����ת�٣�ɴ�ߵ���ϵ�������ܶȡ���ά���ܡ���ά�������Ħ���漰��ı����۲�Ħ�����Ħ�������ȵȾ�������ȴ��ݳ�����Ӱ�졣���ǽ�ɴ���ڼ������ϵ��˶�����������������ı�֮�������ɴ�ε������Լ��ı����۲����������˶��������⼸������Ϊһ��ϵͳ�����о����õ���������ȴ��ݳ��ȵ��ַ����飬���õ������ȴ��ݳ������ɴ���ܶ�֮��Ĺ�ϵ����ʵ���ҷ�ɴ��ɴΪ36 tex����ʱ�����ƴֽڱ���Ϊ4����5����ת�����ɴ��û������ġ�
2��2�����ڳ����о�
����ת����ɴ�����ԣ�ת�����ɴ����������һ������ֵ��ǰ�˸���ͼ�ⷨ���õ������Ľ��ۣ���ι�������ٶȲ��䣬�ı���ɴ����������£�����ɴ������ת��ֹͣʱ��ת�����ɴ�������ڳ����Ƿı����ܳ�������ת���IJ��Ϻ����۵Ļ��������ǵõ���ת�����ɴ�����ڳ��ȴ��ڷı��ܳ�������ڳ�����ֽڱ��������ڵĹ�ϵ��
3ʵ�鼰���Խ��
3��1��ɴ���ղ���
��ʵ���ң�ת���ķ������ɴ��װ���뵥ͷת����ɴ���������Է�ʵ�顣ת���ĵ���Ҫ���ղ����зı��ٶȡ��ı�ֱ���������̹���������ٶȡ�ι����������ɴ�����ٶȵȵȣ����ɴ�������дֽڱ�������ڳ��ȼ�����ʸ��ȡ����ǶԲ�ͬ�ķı��ٶȡ��ı�ֱ������ɴ�������ж���Էġ�
��ɴ����������
��ɴ��������ɴ32��4 tex
����������12 g��5 m��2
�ı�ֱ����66 mm
�ı��ٶȣ�28 000 r��min
��������OS21�;�ݹ�
�����ת�٣�6900 r��min
�����̹��D17 mm��2 mm
��ϵ����450(ѡ�ô���ϵ��ʱ���Ѿ������˼���Ч�ʵ�����)
������ι��������ת��nw=3 r��min
��˿��ת��ns=48 r��min(�����ɴʱ�����˿���ٶ�)
3��2���ɴ����������
���ɴ������������Ҫ�дֽڱ����������ڳ��ȡ�
�ֽڵı���ʵ����˿�˸ߵ���֮�ȣ���ʵ��������ֽڱ���Ϊ4�����ҡ�����ͨ���ı��������ٶȿɸı�ֽڱ�������ʵ���������õĴֽڱ���Ϊ3����2�����ҡ�
�����о�����ڵ���̳�����ı����ܳ����ֽڱ����йأ���ֵ�ɸ��ݹ�ʽ(1)���㣺
�ٶ��ı�ֱ��Ϊ66 mm���ֽڱ���Ϊ3��6ʱ����ڳ���Ϊ414��7 mm�����ֽڱ���Ϊ2��7ʱ����ڳ���Ϊ342��9 mm�����ֽڱ���Ϊ1��8ʱ����ڳ���Ϊ271��1 mm��
��ڵļ���ڷı��ܳ�3����40���ķ�Χ��ȡij����������仯��
3��2��1�Էķ�����ȷ��
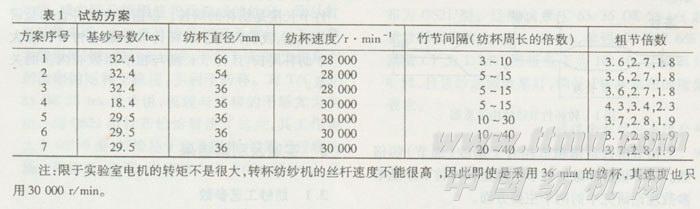
����ʵ��ʵ�������ȷ��������7�����������幤����������1��
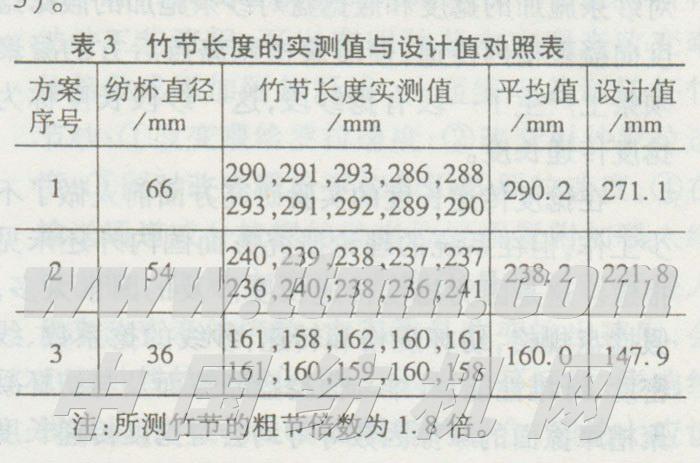
3��2��2�ֽڱ���
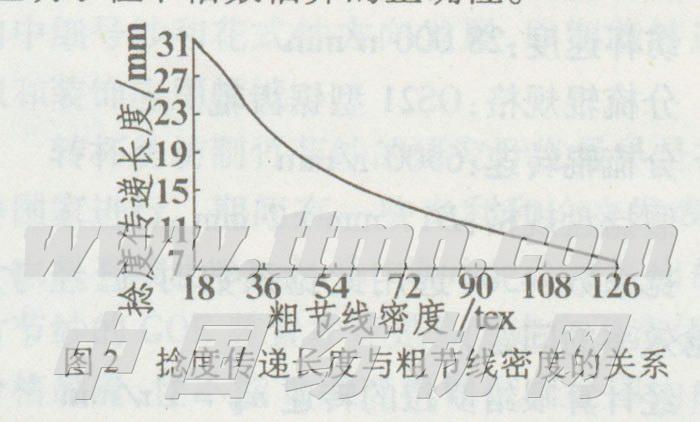
�����۷�����֪����ɴ���ܶ���36 tex����ʱ���ֽڱ���Ϊ4����5������Ӱ���ɴ�������Ժ��ȶ��ԡ��Է���6Ϊ��������ʵ���ԷĵĹ����������������ȴ��ݳ��������ܶȵı仯��ϵ��ͼ2��ʾ���ɼ��ֽ����ܶȴ�29��5 tex���ӵ�126 tex������С���ȴ��ݳ���Ҳ����7 mm������ܹ�˳����ɴ��ʵ���ԷĹ����У���ʵ���ҵ���������ƣ��ֽڱ��������4�����ҡ���ɴ�����У����з�������˳����ɴ�������ȶ��ԽϺã���Ҳ֤���˴ֽڱ����������ȷ�ԡ�
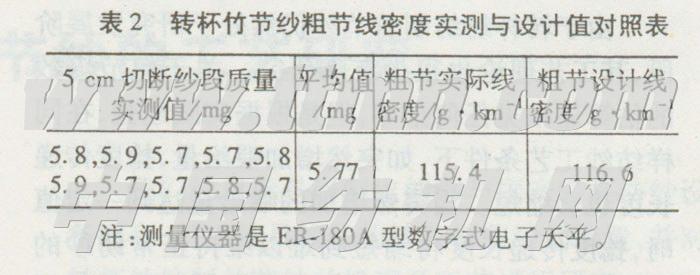
�ֽ����ܶȵIJ������ü�ӷ���������ȡ5cm��ֵ�һ�δֽڲ����������ڷ���1��ȡ10��ⶨ��������2��ʾ��
�ɱ�2��֪����ι���������١���Ӧ��������ɴ���ȴ��ڷı��ܳ�������£��ֽ����ܶ��ܴﵽ���Ҫ���ֽڱ����ɴﵽ���Ҫ��
3��2��3��ڳ���
��ڳ�����ı�ֱ���йأ�ֱ��Խ������ڳ���ҲԽ�����ӱ�1�е�ǰ���������пɼ�����������������ͬ�����Ƿı�ֱ����ͬ���ֱ�Ϊ36mm��54 mm��66 mm���õ�����ڳ���Ҳ��ͬ(����3)��
��3��������������ɴ����������ͬ������£���ڳ�����ı�ֱ���йء��������ֵ�Ǹ������ۼ���õ��ġ��Ƚ�ʵ��ֵ�����ֵ�����Է��֣�ʵ��ֵ�����ֵ����Ҫԭ�������ֵ���ڵ���ٶ�Ծ�����������µõ��ģ���ʵ����ת�б�������һ�����̵ġ�
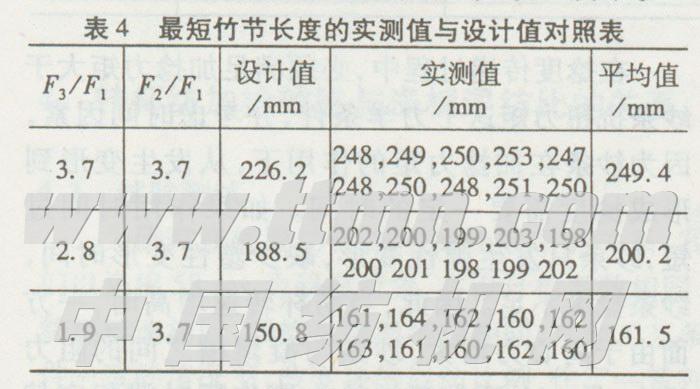
��(1)ʽ��֪����ڳ�����F3��F1����F2��F1���йأ��Է���7�����о�������������4��ʾ��
��4ʵ�����������ڰ����ı�ֱ���ȷ�ɴ���ղ��������£������ڳ�����ֽڱ����������Ĺ�ϵ���ֽڱ����������ڳ��Ⱦʹֽڱ���С�������ڳ��ȶ̡����������о�������Ǻϵġ�
3��2��4 ��ڼ��
��ڼ��Ҫ������Ʒ�Χ������ֲ���ͨ���Է���5������6������7�������ɴ����ڼ�����в��ԣ�������ڼ���ܹ�����Ƶķ�Χ������仯�����ҵ���ڼ���ڴ���ijһֵ(ָ��ڳ���)�ķ�Χ�ڱ仯ʱ������Ӱ����ڳ��Ⱥʹֽڱ�����
4ת�����ɴ�뻷�����ɴ�ķ��
ת�����ɴ�뻷�����ɴ�ķ���кܴ�ͬ���������ɴ����ڱȽϱ�������ڶ̶��֣���ת�����ɴ�����ϸ��������Щ��������ķ��_һ����˵�������г��������ɴ�Ƚ��ܻ�ӭ����ת�����ɴ����ŷ���г�����������Ӧ��˵���������ɴ�����Լ����ص㣬����������
5 ����
��ɴ��������ڳ��ȡ��ֽڱ�������ڼ�������ɴ���ĸ�����������������ĸı�����ɴ�ķ����Ӱ�졣���У���ڳ����ܻ�ɴ�������ı�ֱ���͵�����ܵ����ص�Ӱ�죬������ת���ij�ɴ������������������ڳ��ȴ��ڷı��ܳ�������ֽڱ��������ڵ���ϵ���ֽڱ�����Ҫ�ܻ�ɴ����