����� �ż��� ����� �����������ն�����֯����˾��
���ĶԴ�����ά�����ܺͷ�ɴ�������˼�飬�ֹ��������˴�����άת����ɴ�Ĺ��ռ�����ʩ��ָ���˷ĺ�ת���Ĵ�����άɴ�Ĺؼ���
1ǰ��
������ά������Ȼ��ά�ͻ�ѧ��ά���ڶ��ŵ㣬��һ��ȫ�µĸߵ���֯ԭ�ϡ�
������ά����Ƥо�ṹ�������ʴ��ֲ�����ά��㣬�����������ԣ�������������ǿ����ά��������м����ף���������в����ԵĹ��ۣ���ʪ������ʪ�������������飬��֯���ڸ��³�ʪ���ȵĻ����д��ų���ʱ�ܿ��ٵ�ʪ������ʹ����о���ˬ���ʣ�������άϸ��ϸ�������ᣬ��ʼģ����Ħ����������С��֯���ָ����Ửˬ�����ޣ�����������˿�������Ժá��ɴ��ġ���ģ���ɴ�߿ɻ�֯����֯��������ë�������¡�T�����˶���װ��������Ʒ���������ϡ�
������ά�ڷ�ɴ���ܷ������һЩ���㣬��Ҫ����ά����⻬����ά�䱧����������ȵ���ϸߣ���������Ƚ����أ�����ʪ�ٶȿ죬��ɴʱ��ʪ�ȱȽ����У�����Ҫ��ߡ��ҹ�˾�ڳɹ����������Ĵ�����άɴ�Ļ����ϣ�����ת���Ĺ�������˴�����ά���Էġ�
2ѡ��ԭ�ϼ�����Ʒ�ֹ��
ԭ��ѡ�ý��ճ��콭������˿��ά����˾������1��67dtex��38mm�ı�ɫδƯ����ά������Ʒ��ΪOE 73��8tex��0E 36��9tex��֯��ɴ����������ָ��Ϊ��ϸ��1��67dtex���жϳ���38mm����ǿ3��8cN��dtex������1��29g��cm3���س���8��5����
3��ɴ��������
A002D-A006B-A034A-FAl06-A036B-A092A-A076C-A186D-FA302��2-F1603A
4��������Ҫ���ռ�����ʩ
4��1��ǰԤ�������������������ʪ�ȵĿ���
������ά�ڷ�ɴ�����гɾ�������ʱ��Ϊ���ɣ�����������Ư������ɢ���������ѣ�����������ڲ���ǣ��ʱ������������Ƥ����������������ء��ʷ�ɴǰҪ�����������и�ʪԤ��������������ά��ı����������پ��������Ʒ�ɴ���ܡ���ʪǰҪ�Ƚ���ά�����ɣ���Բ�����̷�һ��ɢ��ά��������һ�������黯Һ��װ�������Ҫ�����ϱ�Ĥ������ʵ������24 h����ʹ��ˮ����������ں������ӹ���
���ʪ�ȵĿ������ȶ���������Ҫ����������ƫ��ʱ�ײ������磬ʹ�������ɣ��ɻ����أ�����ƫ��ʱ��ճ���벼��������Ƥ�����Ӿ��鿴������������ʪ�ȿ�����70����75��Ϊ�á�
4��2������
����ԭ��������������䣬�ص��ճ��
������ʩ�������̣����ٶȣ�����࣬�ᶨ����
������ά�������ʵ�������Ӳ��˿����������Ӧ�᳹����������������䡱�Ĺ���Ҫ�����Ա�����ԭ�ȴ����幤�������е�4������㣬�������е�A036B��ݴ��ָ�Ϊ�������(ͬFA106)��ʵ�ж��ɡ��������ά���ɶȵ�ͬʱ�������������ֵ��ٶȣ��Ŵ�����볾���ĸ��࣬ʵ�����ֹ������ά�����Ӷ��ޣ��γ��ᡣ����Ҫ�ʵ��ս���������࣬��Ҫ�������ޣ�����Ƴ��ʣ���Ҫʹԭ���к��е���˿���䣬������������������
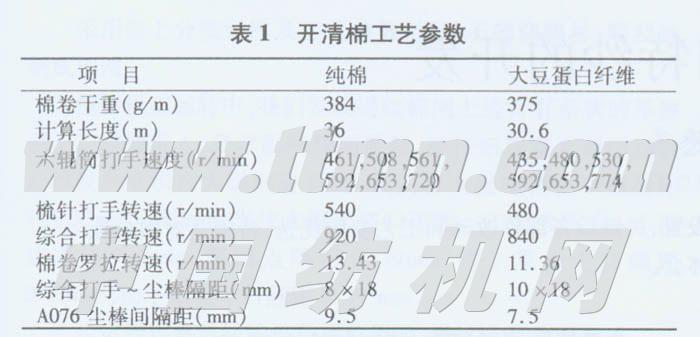
�����о�����������Ҫ�ص����óɾ�ʱ��ճ������nճ������ʱ��������ι���˽�ʱ��β��壬��Ƭճ��������Ӱ����������(�ز���)������ͨ��ʹ�ð������������ѹ����ѹ�������û�����ͬ��������άԭ�ϵĴ�ɴ���в㡢����������������������ת�ٵȴ�ʩ��ʹ��������ʱճ�������������Եĸ��ơ�Ϊ��ֹ�ͼ��Ļӷ��������ÿֻ���������ϱ�Ĥ���ã�����������ȡ����ԭ�����д����幤�ղ����Ա��������1��
4��3����
������ά�������е�����ͻ������Ϊ�������������ѣ������������Ա�֤����ά���������ײ�����ɢ��Ư�������ߡ����������������������ڰ�ȡ���ǰ���Ъ�����ֵ���ǰ���ǡ��������ǰ�������ֻ�Ʈͷ�������������ۺϳ�������Ȧ�����ȿ�ʱ�־����������������ȿڣ����Ա����������������������������ǣ�죬ʹ����ƥ�䡣
������Ӧʵʩ����������ǿת�ơ��Ĺ���ԭ���ʵ��������ֺʹ̹��ٶȣ������ֽϴ�����ִ̹����ٱȣ�������ά�����˺Ͷ��IJ�������ֹ�̹����������������ᡣ����������ǶȰ�װ��С©����ڸ���Ŵ��ٺ����ޡ�ѡ��B2520��1560�������벼������һ�ǰ�����ڱ��������ƻ����벼������ǰ����ƫ�����գ���ֹ�������Ӱ�����Ч�������������ưߺ��ᣬΪ��ѡ��ȷĴ����Դ�ĸ��༴�ɡ����ֺ͵����ĸ����ʵ�ƫС����������ά������ʹ��ά˳�����������ת�ơ�Ϊ��˷���Ч���ͳ����������ѵ����⣬Ҫ�����������������ƫ��ʱ����Ч��������Ư���������ڴ̹��������ٶ��Ѿ����ͣ�Ϊʹ��ά�õ���Ч���ᣬ��������Ӧƫ�����գ�ͬʱҪ����ѡ����������ǣ�챶����ʹ��������������ǣ������Ӧ������������������ƫ����ƶ�Ưͷ��������ͬʱѡ��4545��1880�͵����벼������������Ϊľ�������ս���������������ĸ��࣬�����·������ް壬ʹ���ȡ˳����
�������йع��ղ���Ϊ�������ɶ���19��5g��5m������ת��335 r��min���̹�ת��840 r��min�����֡��̹����ٱ�2��06���ǰ�ת��168m��min������ת��15 r��min�����ް�-�̹�����O��25mm��������λ��+3��90 mm������-�ǰ����Ϊ0��23��0��2��O��18��0��18��O��2 mm������-�������0��13mm����������ǣ��1��188����
4��4��������
����ԭ��Ϊ��˳ǣ�죬����࣬�ؼ�ѹ���ᶨ�������ٶȣ���ͨ����Ϊ�����乳�������άƽ����ֱ�Ⱥ�����������ˮƽ����ͷ����������ǣ������ϲ���ͷ����ǣ��С��������ǣ����˳ǣ�칤�գ�ͷ������ǣ�챶����1��7��2��0֮��ƫ�����գ���������ǣ�챶����1��1-1��3֮��ƫСѡ���Ա㼯��ǰ��ǣ�졣
���ڴ�����άǣ�������ǣ���������Ӧ�Ŵ��������࣬����Ƥ����ѹ��ѡ�����������������ʹ�ճ�����ǣ��������Ӧ����֤ǣ���������ά�˶����ȶ�����������ˮƽ��Ƥ��Ϳ���ᴦ����������ǰ�����ٶȣ���������������Ƥ���������ȿڡ�Ȧ��б��ÿ�������Ͳ��á����⣬����ͨ����࣬��ѡ��ֱ���ϴ�����ȿڣ������������
����ά�䱧�������������ǣ�������������ã���Ͳ����ӦƫС���ƣ�����������ʱ��֮��ѹ�ý�����ת���Ĺ���ι������ʱ����ճ���������������ӳ�ɴ�Ĵ�ϸ�ڡ�
�����йع��ղ����������ɶ���16��4g/5m��ι�����(ͷ��������)7��7��������ǣ��(ͷ��������)1��992��1��147������ǣ��(ͷ��������)6��894��8��451������������1Omm��16mm��ǰ�������ٶ�125m��min��Ƥ����ѹΪǰ294����314����294(N)�����ȿڿھ�(ͷ��������)3��2mm��3��Omm��
4��5ת����
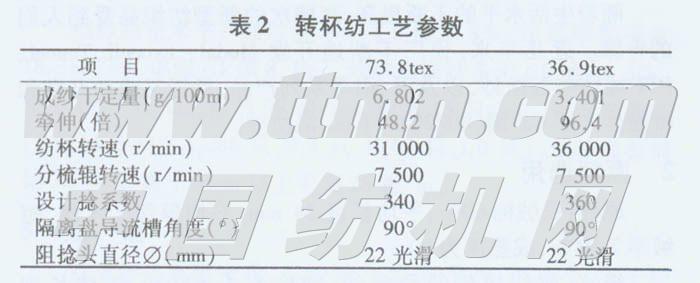
������ά���ȳ����ı�ѡ��ֱ��66 mm�Ĵ�ı���OK-37�ͷ���������ڷ�����֯ɴ����ϵ����������Χ��ƫ�����գ�ͬʱѡ��ϵ͵ķı��ٶȣ��ȶ���̨����ʹι���ٶȼ�������߷���Ч������֤��ɴ��������ȡ������ʩ�������������ɴ�����Բ����룬��Ҫ����Ϊ��ͷ�ʸߣ���ɴë�����أ�ɴ�߱���С����ࡣ���п������������״�������ͨ����һ�㴦�����������ơ�
�������Ϸ����ͷ������ԣ���Ϊ�������������������ԭ��һ��������ά���ȳ�������ͨ����ά����������̵����۰���(��άι�˵�)֮��ľ����С��Ӧ�������۽Ƕ���45���Ϊ90�㣬�ɼ��������ά��������ά�IJ�����������Ϊ���ÿ̲�����ͷ������������ͷ֮���Ħ��������ʹ�����������Ҷ�������ת���в��ȶ������Ұ��۵��ι���֮��������������������������ݣ�ʹ��ɴ���ṹ�ɳڣ�ǿ���½�����ͷ���࣬ɴ�߱���ë��С�������࣬Ӧ���ù⻬������ͷ���Ľ���ë��С����������õ��˻��������ת�����йع��ղ�������2��
5����Ʒ����ɴ����
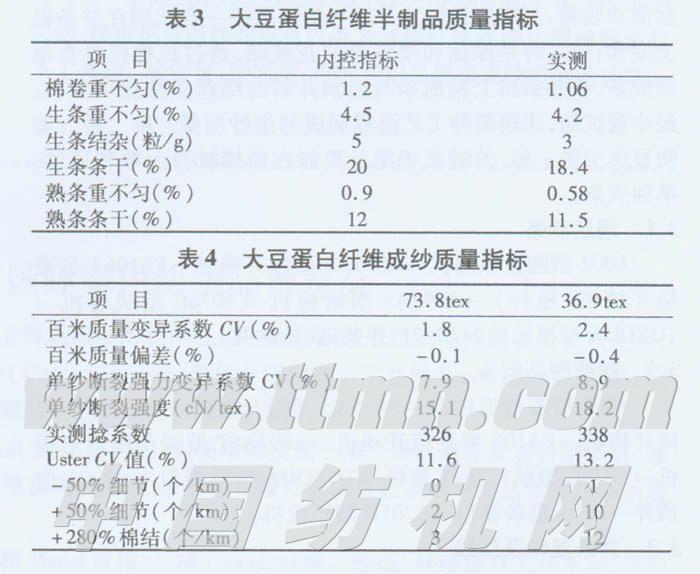
Ϊ��֤��ɴ������ǰ���������ƶ��˽�Ϊ�ϸ�İ���Ʒ�����ڿ�ָ�꣬����Ʒ����ɴ�����ֱ����3�ͱ�4��
6����
��ǰ��ʪԤ���������������е����ʪ�ȿ�����˳���ĺô�����άɴ��ǰ�ᡣ�廨�����ص��Ƿ�ֹ������������Ĺؼ��ǽ�����������������⣬������������������ת���Ĺ�������Ҫ�����ɴë��С���������⡣