��ʿ�� ɳ��ï ���� ������ ɽ�����ɷ�����˾
�����������豸���ƹ㡢Ӧ�á������������������Ϊ��ͻ����ì�ܡ���������ԭ�����ܾ����ٶ��Ż����ü��ؼ������ĸ������˽��ܡ�
���ɷݹ�˾ʹ���ൺ���˾������������������룬�����������ᡢ�����������϶ࡣ��CJ14��6 texƷ��Ϊ��(��AFIS������)�������Ϊ150����g�����������Ϊ15%(������С��16mm)������Ӱ���ɴ�����Ͳ�����Ϊ�ˣ�����ͨ���Թ�����������Ҫ�豸���й����ٶȵ��Ż����ü��ؼ������ĸ��졣�������ڹ���̽�֣��������벼��������ǰ���£��������ᡢ�����������д���Ƚ��ͣ������ì�ܵõ���Ч�����
1��������
2 ԭ������(��CJ14��6 texƷ��Ϊ��)
2��1 HVl�����Dz���
Ʒ�ʳ���27��33 mm��ϸ��4��24 Mic��ǿ��28��12cN��tex��������1��5%��
2��2 AFIS�����Dz���
��312����g��������15��2��(��������16mm)��
3��������ij���
3��1�����γ�
��ɴ��������Ҫ�ǿ������ټ��ľ�Ƭ�����ǿ��������ά��Ħ���и���������ά��ת�Ʋ����������������˶����γɡ�
3��2����γ�
��ɴ��������Ҫ�ǿ�����������ץ������ת�ơ���͡���������������ά���ҡ�����ά���Σ�����ά��м������Ħ����Ť���γɡ�
4���������ᡢ���Ŀ��ƴ�ʩ
4��1 ��������Ҫ�豸�ٶȹ��յ��Ż�����
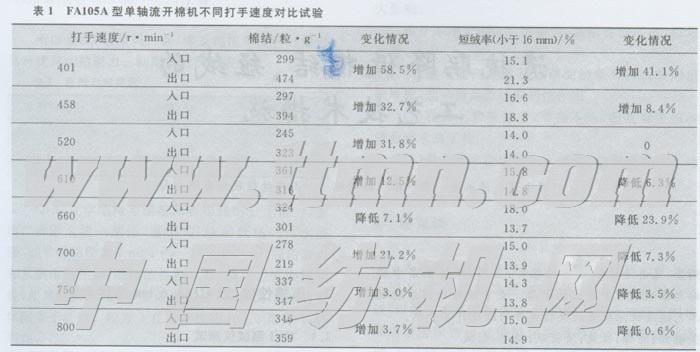
4��1��1 FA105A�͵��������������ٶȵ��Ż�����
��Ա�������ά��ǿ��������������״̬�¾����ܼ��Ķ�ε����������ɹ����г��ӣ��ڳ��ӹ��������ɣ����ص㲿λ�����ٶȷֵ��������Ա�����������1(AFIS������)��
�ɱ�1��֪�������ٶȿ�����600 r��min��700r��minʱ���������������ʶ���ͬ�̶ȵ��½����������ٶȿ�����650 r��min��700 r��minʱ�����������������½��ķ��Ƚϴ����ٶ����ղ���680r��min��
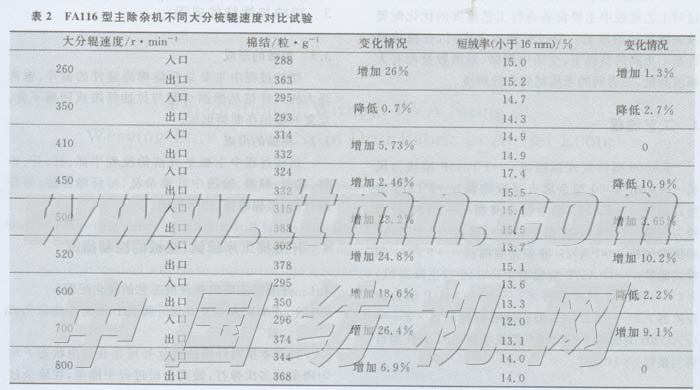
4��1��2 FA116�������ӻ��������ٶȵ���ѡ
�ڲ�Ӱ�챾���Ŀ��ɡ��������õ�����£�Ϊ�����ᡢ���������Ŀ��ƣ��Թؼ������д��������ٶȷֵ������Ա�����������2(AFIS������)��
�ɱ�2��֪�����������ٶȿ�����260 r��min��410 r��min��800 r��minʱ������������������������ӵģ������ʱ仯�����ͬ��ֻ�е�����350r��minʱ�����������������ǽ��͵ġ�
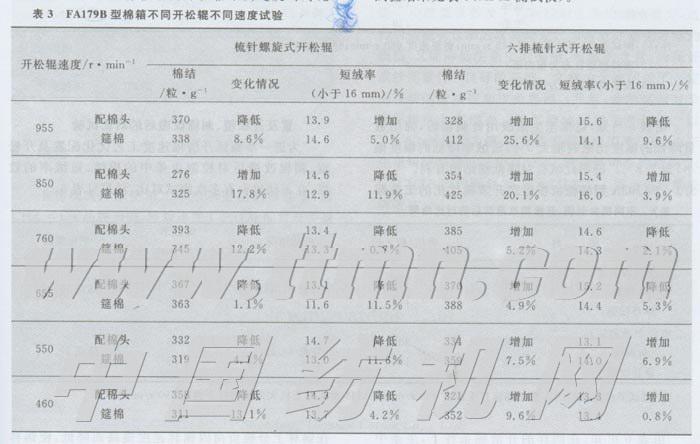
4��1��3 FA179B�����䲻ͬ�����䲻ͬ�ٶȵĶԱ�
����
Ϊ������ͷ��������ά��ֿ��ɣ�������ά���ɹ�������ת���������ˣ��������ɹ����ٶȷֵ�������ͬʱ���ɹ�������ʽ��Ϊ��������ʽ�Ա�����������3(AFIS������)��
�ɱ�3��֪����������ʽ���ɹ��ٶ���850 r��min�����������������ʶ��ǽ��͵ġ�������ʽ���ɹ����κ��ٶ����������������ӵģ������ʲ�ͬ�̶�������Ŀǰ���ɹ��ٶȲ���460 r��min����ʽ������������ʽ��
4��1��4 �������������ٶ��Ż����ú��������������������ʵı仯���
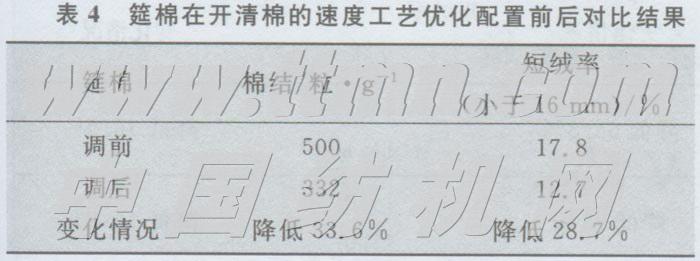
������������������ͬ�������ڿ��������ٶ��Ż�����ǰ����������������ʵĶԱ����ݼ���4(AFIS������)��
�ɱ�4��֪�������Ĺ����ٶ��Ż����ú���������ɽ���30�����ң������ʿɽ���25�����ң�Ч��ʮ�����ԣ�Ϊ�����������õĻ�����
5 �����ؼ������Ĺ����Ż�����
5��1 FA203��������ͬ�̹����ĶԱ�����
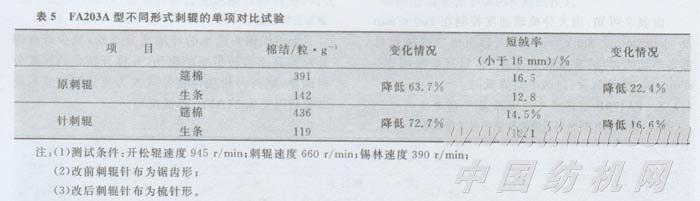
Ϊ��ַ��Ӵ̹���������ת�����ã����̹��벼�ɾ���θ�Ϊ�����Σ���С����ά�����ˡ��ԱȽ������5(AFIS������)��
�ɱ�5��֪������������������̹������������͵ķ��ȱ�ԭ�̹���9���������ʽ��͵ķ���ƫС��Ϊ7��8����˵��������Խ������������
5��2 FA203A���������ȶ��������Ż��Ĺ�����
�ü����ɹ����̹������ĶԱ�����
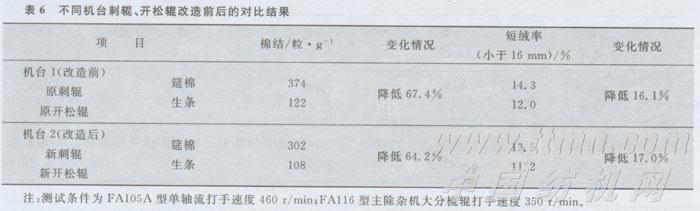
Ϊ��һ����֤�������ٶȹ����Ż����ü����ɹ����̹������Կ��������е��ᡢ�����ʵ�Ч�����ڲ�ͬ��̨�ж�β��ԶԱȣ��������6��
�ɱ�6��֪����ͬ���Ŀ����������£������е�����ٵķ���������ٵķ��Ȼ�����ͬ������������Ŀ��ɹ����̹��������е��ᡢ���������Լ��١����ԣ��̹��뿪�ɹ��ĸ���Կ������ޡ������е��ᡢ�����ʵĺ����Ǽ�Ч�ġ�
5��3������ͬ���֡��̹����ٶȶԱ�����
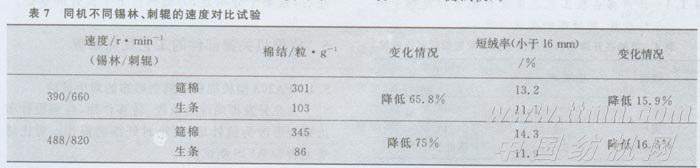
���ݹ�����ľ��飬������ֵ��ٶȿ�ʹ��ά�������Ϸ��Ḻ���������ٶ���߶����ͣ�ʹ���ֱ��浥λ�������ά�ܶȼ��٣��Ӷ�����������ָǰ����ά�ķ��������������ᱻ���Ὺ�������ٶ���ߺ������������ɱ����������Զ�������ά�ĸ����ò������ԡ�ͬʱ��Ϊ�������֡��̹������ٱ�(3��1)���̹��ٶ���Ӧ��ߣ�����������7(AFIS������)��
�ɱ�7��֪���ڱ������֡��̹����ٱȵ�����£��ʵ�������ֵ��ٶȶ���������������Ǽ�Ч�ġ�
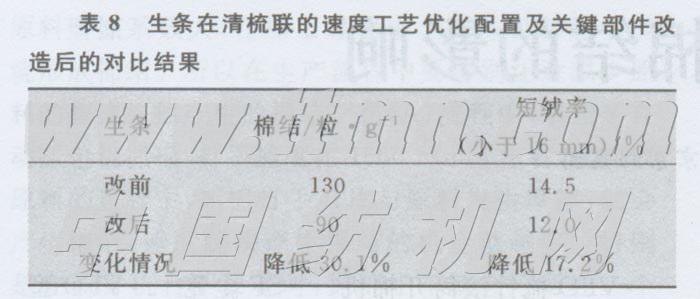
5��4�������ᡢ�����ʵı仯���(AFIS������)(����8)
6 ����
���������벼ʹ�ö���벻�����������£���CJ14��6 texƷ��Ϊ���������ٶȹ����Ż����ü��ؼ������ĸ���������е���ɿ�����90����g�������ʿɿ�����12�����ҡ�
7 ������
Ϊ��Լ�豸�ı������ģ����������������벼����һ���ھ��豸�����նԿ�������������DZ�������ж����������ڵĹ����о�����θ��ñ�����ά������,���ܽ��������е��ᡢ���ĺ�����Ϊ��֤��ɴ�����������õĻ���������Ϊ��ҵĹ���һ���Ŀ�ѧ�������ݺ���˼·�����ң���������Խ�Լԭ��Ҳ����DZ����������������������������J14��6 texƷ��Ϊ��������سɹ�Ӧ���ƹ���������������ʽ��������ٷֵ㣬�ݼ���ɽ�Լ����24t�������ң���Լ�ʽ�36��Ԫ�������ҡ�ȡ�ÿɹ۵ľ���Ч�档