���� ����㣨���Ϸ�֯�ߵ�ר��ѧУ��
��ԭ��ѡ��ɴ����֯����ơ���֯�������ռ�����Ҫ��ȷ�����ϸ���������ʹ�����ά�IJ�Ʒ����������ʵ�������Բ�ͬ��Ʒ��������е���ܽ����˲��Է�����
������ά�ǽ��������ҹ�����������������ά���ܵ��㷺�Ĺ�ע��������ά���ö���Ϊԭ�ϣ��������﹤�̼����ᴿ�ף�������������ø����������߾���(�����þ�����)��֦���ۣ��Ƴɷ�˿Һ���ƶ��ɡ�������ά���������˿������֮�����������͡���Ȼ���ָй⻬��ϸ�壬ͬʱ���ڷ�˿�����У�����ͨ�����Ƶ����ʺ߾���ķ���������������������������Ƥо�ṹ����ά��ʹ�����ʷֲ�����ά�ı��棬��Ƥ�����Ժá��̼������кã�оɴ���úϳɸ߾���������õ�ǿ���͵��ԣ���ά������й��۽ṹ����ʪ����ʪ�������á���Դ�����ά�������ص㣬����������ά�²�Ʒ������߲�Ʒ���Σ����Ӿ���Ч�棬���Ż��������á�
1��Ʒ���
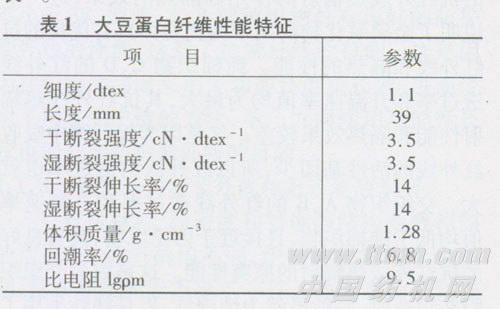
Ϊ�˸��õ����ִ�����ά�������������������ͳɱ������ô�������άɴ��������ά�����ɴ�ȴ�֯����֯�ȶ�����ʽ��������ϵ�д�����ά�������ϡ�������άѡ��ϸ��Ϊ1.1dtex������Ϊ39 mm��������ά������ά���ó����ޡ�������ά����������ָ�����1��
1��1ɴ�����
��ı���Ҫ�Ǹ��ݲ�Ʒ����;������Ҫ��ɴ������ȷ�������ǵ�������ά�ļ۸��Ϊ�����ijɱ��ϸߣ�������ڷ�ɴ�г��˲��ô���֮�⣬��������80��20��60��40�ı�����ģ��ڱ��ִ�����ά��Ҫ���ܡ��ص��ǰ���£��ʵ����ͳɱ���ͬʱ��Ҳ�����ڷ�ɴ������
��ɴ�������ɴǿ����ֱ�ӹ�ϵ����֯���ǿ�����ָС�����ȵ�Ҳ��һ����Ӱ�졣���ٽ����ȷ�Χ�ڣ��ʵ��������ȣ������֯��ǿ����ʹ֯���ָк�ʵ�������ȹ�����֯���ָн�Ӳ������ϲ���Ƚ�С��֯���ָ�����������Ϻá�������У����ǵ�������ά��ϸ�Ƚ�ϸ�����ʱ������ά���нϺõĿɷ��ԣ�Ϊ������ִ�����ά����á����������ԣ�����������ϴ������ʵ�Ҫ�����е�ƫС�����ȡ�
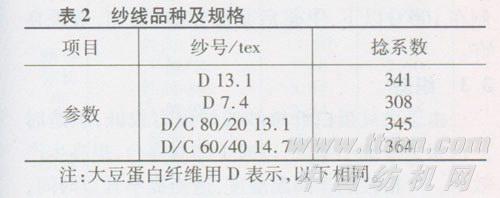
��ɴ����ѡ����7��4 tex��14��7 tex�ķ�Χ�ڡ����ڴ�����ά��Ʒ�в�˿��ijЩ�ص㣬�ر��ʺϴ��ļ��������ã�������Ҫѡ����ϸ��ɴ�����б��Ͳ�Ʒ����2�����˼��ַ�ɴ�������ά����ɴ����ɫ������Ȼ����ɫ�����������������ࡢ�Ⱦ�����ɴ�ᡢ���ʡ�ë���������ͬ�����Ĵ���ɴ��������ά�����ɴ��ɫ�ף�������ͣ��������̶Ƚ��͡�
1��2֯�����
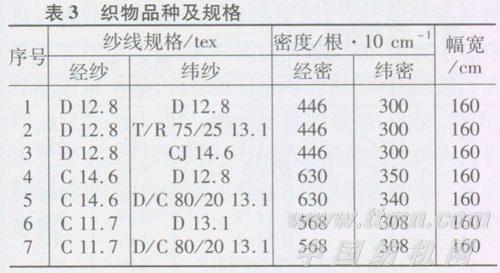
���ڲ�Ʒ�Ķ�λ��Ҫ���ڴ��ļ��������ϣ�������������Ը�����Ϊ������Ʒ���ϸ���࣬���������ο���ЧӦ��ɫ����Ȼ��������˿��Ч����֯���ᱡ�����������Ժá�����ƽ����֯��ȷ���ܶ�ʱ���Ǿ���ͻ��������ά֯���Ч������������άɴ֯��;�ɴΪ������άɴ�Ľ�֯֯�������άɴ��֯�������������ã�Ϊ��ͻ��������ά��Ʒ����ɫ����һ�����ӿ���Ժ������̶ȣ��ܶ�ƫС��ơ���ɴΪ�ޣ�γɴΪ������άɴ(�������ά���ޡ�ճ���ɴ)��֯�������п������ķ��Ϊ�����ܶ�ƫ����ơ����Ʒ������3��
2�IJ�����Ҫ��
2��1��ɴ��������
(1)����������
A002C��ץ����2-A006B���Զ�����-A036C�����뿪��-A092A��˫�����-A076C�ͳɾ�����2-A186D������-A272F�Ͳ�����(2��)-A454E�ʹ�ɴ��-FA502��ϸɴ��
(2)���������
������ά������A002C��ץ����2-A006B���Զ�����-A036C�����뿪��-A092A��˫�����-A076C�ͳɾ�����2-A186D������-A272F�Ͳ�����
��������A002C��ץ����2-A006B���Զ�����-A036B�ͺ�������-A092A��˫�����-A076C�ͳɾ�����2-A186D������-A272F�Ͳ�����-A191��������-A201 D�;����
��ͷ�ɴ��A272F�Ͳ�����(3��)-A454E�ʹ�ɴ��-FA502��ϸɴ��
2��2��Ҫ��������Ҫ��
(1)Ԥ����
������ά����⻬���������ڷ�ɴ��������ά���������ճ�����������������ͻ�������⣬����ʪ����ʪ���ܽϺã�����ʪ�ȵ��ȶ���Ҫ��ϸߡ����������ص㣬��ԭ���м���0��4���Ŀ��������0��2%�ķ�����(�轺)��������ά�ı��������س��ʿ�����9�����ң�ʹ���������ɴҪ��
(2)��������
������άϸ��ϸ�����ȳ��������ӣ����Կ������ö����ٴ�ι��������Ʒ�ճ�Ĺ���ԭ���ʵ����ʹ����ٶȣ���С��������࣬�����������������ࡣ������ƫ�����գ�Ϊ����ˮ�ֺ��ͼ��Ļӷ�����Ӧ�����ϱ�Ĥ�������������á�
(3)������
�����Ǵ�����ά��ɴ��ؼ���һ���������������ǿ���������Ӵ�ת�ƵĹ��գ���������ƫ�����ա������ڴ�����ά�����٣�����ƽ��������ڷ�ɴ�����кܿ챻��ֱ�������������Ϊ�����׳���Ʈͷ���������ɲ���ƤȦ����װ��ʹ����˳�����ڸ��ݴ�����ά�����ԣ�ͨ������벼�������鼰����������Ż����ã���A186�������ϣ�����2520�������벼��4530�͵����벼��JST-29�ǰ��벼���������������벼���м⡢dz������С���ص㣬����ã���ɴ���ܺã����������������벼�ݼ����������ƣ������������������۰�ȡ���������������ά����ϸ��ϸ���⻬����ת�Ƶ����⡣�̹�����������ϸ����ά�����ͻ��ˣ�������Ϊ80�㣬��������ά������ת�ơ����ڴ���ά��������ᣬ�������������ڸǰ�����ɸǰ廨�������ӣ����Ըǰ��벼ѡ���ܽ�ϡ��JST-29���벼�����ٶȽ�����͡������ڴ���ά����Ⱥã������������ʣ���������Ӳ��˿����ˣ��������ٸǰ�������ޣ���������Ӧ������2�����ڡ����ʵ��Ӵ�������̹������ٱȣ���������ᡣ�ݳ������ʪ�ȿ�����65����70�����Խ����ά��������������
(4)����ϸ����
����ϸ��������Ƶĺ����ǿ��ƺ�ǣ�����������о������˽ϴ��ǣ����࣬�ʵ������ٶȣ����ʪ�ȿ�����65�����ϡ���������6�����ϣ����������ɾ��ȶ�������Ϊ����ɴ�����ӣ��ɼ�������������ͨ��Ҫ�⻬������˳ǣ�칤����ƣ���ͷ����ϴ�ĺ�ǣ�죬�������ý�С�ĺ�ǣ�죬Ϊ������ά��ı�������ĩ�����ȿ�ƫСΪ�ˣ���ʹ��Ϳ�ϴ�����Ӳ��������ֹ���ƽ�������ɴ�ʵ��Ӵ��ɴ��ϵ������ϵ���ȷ���20�����ң���ɴ�쳤������1��5�����ҡ�����ǣ�����Ϊ��ǣ�죬�����ڳ�ɴ���ɾ��ȡ�ϸɴ��ȡ���ٺ���ǣ�챶��������������࣬�ؼ�ѹ���ϴ�Ĵ�ɴ��ϵ���Ĺ������ã���ǿ����ά�˶��Ŀ��ơ�ѡ���ʵ��ĸ����˿Ȧ���Լ���ë�𣬽��Ͷ�ͷ��
������ά�뾫�����ʱ��ѡ������ķ�ʽ�����������첢���ʵ����Ӳ�������ĺ���ǣ�챶���ʹ�ɴ��ϵ�����Ա�֤��ɴ������
3֯������Ҫ��
3��1֯�칤������
GA014����Ͳ��(��1332����Ͳ��)-+1452��������-G142�ͽ�ɴ��(������)-G177�ʹ��ؼ�-GA615-H��֯��(������ZA203������֯��)
3��2������
��ͲʱΪ���پ�������Ͷ�ͷ����ֹɴ�������쳤�����ý�����Ͳ��ƫС����������ƫ�Ϳ��Ƴ��١��������ýϵ͵ij��١������������л�Ͳ������װ�ü�ѹ��Ϊ�ĶΣ���ɴ�ʵ��Ӵ���س��ʿ���Ӧ�Դ��پ��缰ë��IJ�������ɴ��֯�������Ĺؼ���������άɴ���Ͻ��Ĺؼ��Ƿ���ë�𣬱���ɴ���쳤�����������飬�����䷽PVA-1799Ϊ10 kg��PVABP-0��5 AΪ10 kg����������Ϊ25 Kg����ϩ��QL-89Ϊ15kg���ټ�����Ӧ���������Ͻ��ʿ�����13����14������Һ�����ʿ�����11�������õ����ۡ�˫��˫ѹ����ѹ�Ͻ����ա����ڴ�����ά�ڸ������������������Խ�ɴ�¶�Ҫƫ�����գ����ϸ���ơ��Ͻ�ʱ�����¶ȿ�����90�����ң��淿���¶ȿ�����100�����£��Ͻ���Ĥ���������ͣ�Ч�����á�
3��3֯��
���ڴ�����άɴ�ߵ�ǿ���ϵͣ�֯��ʱ�ϻ�����ӦƫС���գ��Լ���γ��̨ͣ���������Ч�ʡ��ϸ���Ƴ�����ʪ�ȣ��ʵ����翪��ʱ�䣬��֤����������
4��Ʒ���ܲ��Լ�����
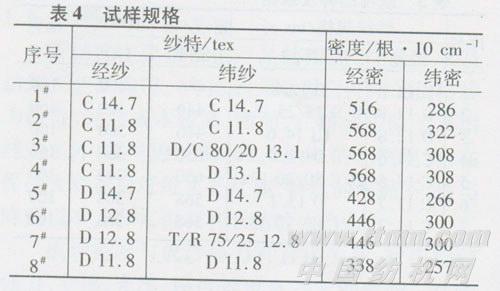
Ϊ�˱Ƚ����ʹ�����ά��Ʒ��������е���ܣ��˽ⲻͬ����������ά�Բ�Ʒ���ܵ�Ӱ�죬�ֱ�ѡ��ͬ�Ĵ�������ά��Ʒ��������άɴ����֯��Ʒ������Ʒ�����˲��ԱȽϣ����в�Ʒ������ƽ�ƣ�����������4����ǿ������ָ�����5����ĥ�Բ���Y522��Բ��ʽ֯��ƽĥ�Dz��ԣ�ͨ���������ƽ��ĥ���ʡ���ë�����Բ���YG502��֯����ë�����Dz��ԡ�ѹ��600 g����ë50�Σ�����50�Σ���������ȷ���ȼ����������ݼ���6��
��5���ݷ����������ٴ�������ά��Ʒ�봿��Ʒ��ȣ�����ǿ��������ǿ��CVֵû�����Եı仯�����紿������ά����ڻ�T��R���ɴ��֯��Ʒ�Ķ���ǿ���ڴ�����ά��Ʒ�Ķ����쳤�ʱȴ���Ʒ���������ӣ�����߲�Ʒ�������ԣ�����֯���Ʒ�Ķ���ǿ���Ͷ����쳤���紿����֯��۴��ײ�Ʒ�Ķ��ѹ���ָ�������ͬ�ڶ���ǿ���Ͷ����쳤����������ά��Ʒ��