�����ã�����������ҵ��������˾��
���ù����豸����CJ��T 70��30 4��3 tex��2��ϸ��ɴ�ߣ������˷�����ϸ��ɴ�Ĺ���ԭ��ѡ��ԭ�����ܡ���ɴ�������̼��������ȡ����Ҫ������ʩ��������Ӧ�����ᶨ�������ٶȣ�������ά���ˣ�����ǿ�豸�Ͳ�������������ɴ�õIJ�����
Ϊ����ҹ�˾��Ʒ���Σ���ǿ�г������������������ù����豸�ڽ�СͶ��Ļ������Ⱥ�������CJ 5��8 tex��2��CJ 4��8 tex��2��CJ4��3 tex��2��CJ��T 70��30 4��3 tex��2��ϸ��ɴ�ߡ�ͨ������������ʵ����ȡ���˽Ϻõij�ɴˮƽ����֯��Ʒ�ܵ��û�����������������CJ��T 70��30 4��3 tex��2Ʒ��Ϊ����һ���ܡ�
1��ɴ��˼·
��ϸ��ɴ��ɴǿ���͡���ĥ�Բ��άԭ�ϳ��ȳ���ǿ�ȵͣ���ɴ���̿��Ʋ�������ʹ��ά���ˡ������ӡ�ɴ�����ɶ�Ϊ��֤��ɴ�����������ڿ��Ǹ������豸ǣ��������ͬʱ�����á��ᶨ�������ٶȡ�����ԭ��ǰ�ĸ������ԡ������ᡢ������ά���ˡ���߰��Ʒ������Ϊ�ص㣬��ĸ��������ԡ���߳�ɴ����ˮƽ��������Ϊ�õ㡢����ɴ��ĥ��Ϊ�ص㡣
2ԭ������
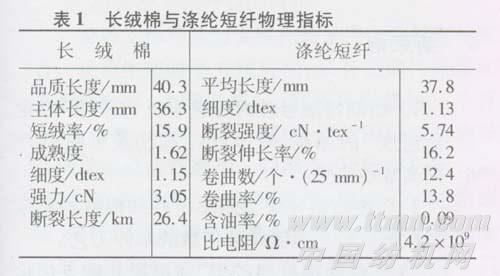
��ά��Ҫ����ָ�����1��
��ϸ��ɴ���������ά�����٣���ɴ�Ѷȴ����ڲ����ƣ�ɴ�ý϶ࡣ����άϸ�ȡ����Ⱥ͵���άǿ��������ָ��ĺû���ֱ��Ӱ���ɴ����ָ�ꡣΪȷ����ɴ����ˮƽ������ѡ���½���137�������������˳�������1��11 dtex���͵��ڶ���ά��
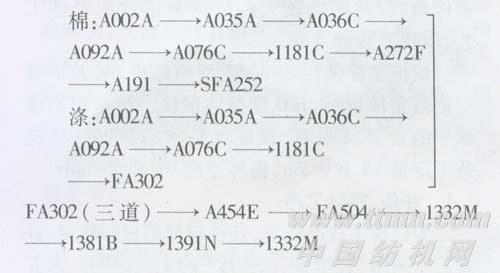
3��������(�Ի����ͺű�ʾ)
4��Ҫ���ռ�����ʩ
4��1��������
��Գ�����ϸ�ŵ��ڶ��˵��ص㣬Ϊ������IJ��������ٶ���ά�����ˣ��ڹ����ϳ��������ݡ���ϸץ�ޡ��������顢������Ĺ���ԭ������ά���ݡ������ٴ��������ֿ��ɡ��Ĺ���ԭ����������飬�Գ������ý϶̵Ĺ������̣�ͬʱ��ԭ���ڿ����������Ҫ�����ٶȽ��ͣ�������������ľ��뱣֤��5 mm���£�Բ����תЧ�ʱ�����85�����ϡ������ֳ���ȫ�����õ�Ƴ���������Ӧ�Ŵ�����࣬��֤����������
4��2������
���ڳ����ޣ������ڳ�ֿ�����ǰ���������估����Ҫ���ǰ���£������ϲ��á��ᶨ���������ࡢת��˳�������ٶȡ�����ӡ��Ĺ���ԭ��ȷ����������������������������ʼ��������ӡ���������12��1 g��5 m���������ǰ����0��15 mm��0��13mm��0��13 mm��0��13 mm��0��15 mm���̹��ٶ�742 r��min�������ٶ�292 r��min�����ִ̹����ٱ�Ϊ2��1��
����ϸ�ŵ��ڶ��˵�ϸ��ϸ������ǿ���͡��ȵ���ߣ����磬�ڹ��������Dz��á��ᶨ�������ٶȡ���ת�ơ��Ĺ���ԭ����������13��0 g��5 m���������ǰ����0��20 mm��0��18 mm��0��18 mm��0��18mm��0��20 mm���̹��ٶ�742 r��min�������ٶ�292 r��min�����ִ̹����ٱ�Ϊ2��1��
4��3���Ṥ��
Ϊ���;��������������ӣ���߾����������������ص�Ӿ������������֣���Ԥ�������ղ�����������ѡ������Ԥ����ʹ�õ�������ά�����Բǰ�乳��ά�࣬Ԥ��ǣ�챶�������������е�ǰ�乳��ά�붨���Բ����ά����������ʹ�����࣬�ȼӴ��˾��Ḻ�����ֲ����ھ�������������ߡ���ˣ���������飬������Ԥ���������С�ڲ���������ǣ�챶���������Խϴ����ǣ�챶����ǣ�칤�գ�ȡ���˽Ϻ�Ч����
���Ṥ��ʹ��SFA252�;��������JZX-���;���������֣�JZD�����嶥�ᡣ�ϸ���������ʵ�̨��۲��֤�豸״̬���á��������ɶ���14��0 g��5m�������ٶ�91ǯ�Σ�min��
4��4��������ɴ����
Ϊ��߰��Ʒ��������ýϺõij�ɴ����������������á��ᶨ�������ٶȡ��Ĺ���ԭ��ĩ������11��5g/5 m��ǰ�����ٶ�1075 r��min(152 m��min)�����ڻ�ֱ��ѡ��12 mm��ǰ��ѡ��4 mm��6mmС��������Ϊ��������ϸɴǣ�츺������ɴѡ��2��8 g��10 m�ᶨ����Ϊ��ֹ��ɴ�����ƹ����з����Ѷϼ����������쳤���ڱ�֤ϸɴ����Ӳͷ����£��ʵ��Ӵ��ɴ��ϵ��������ѡ��ɴ��ϵ��ѡ��89��
4��5ϸɴ����
ϸɴʹ��FA504��ϸɴ��������YJ2-142��ҡ�ܼ�ѹװ�ã���ѹ�ȶ�������С������ϸɴ����ʹ��������������ʹ����Ħ�������ؿ�������Ħ��������ȣ���������ѹ����������Ħ�������Ժܾ��ȣ���������Ħ���������м����������ܶ���ά�ȶ����ơ���ˣ���������������һ�ص㣬ϸɴǣ�칤�����Ӧ���ա��ȿ��ơ���ԭ�������ڷ���CJ��T 70��30 4��3 texɴʱ��Ϊ�˻�ýϺõij�ɴ����ˮƽ�����������ѡ�����۶�A65������������ǰ������ѹ��137 N��˫����СΪ98N��˫����ǯ�ڸ�����2��5 mm��СΪ2��0 mm������ǣ�챶��ѡ��1��210����Сǣ�챶����ͬʱ��Ϊ�˼�Сǣ����������������31 mm������33mm��ͨ����Щ��������ѡ��ʹCJ��T 70��30 4��3texɴ����CVֵ��18��5���½���17��8����ȡ���˽Ϻõij�ɴ������
Ϊ����ϸɴ��ͷ������ʹ��PG1��2-3551������7012-15��0��˿Ȧ���ڷ�ɴʱ������ɴ��ʼλ��̧��7�����ң����������ڹ�����������ɵ���Ȧ�ײ��ܶ�����
4��6Ͳ��������
Ϊ�˼���ɴ�ߵ�ĥ�����Ͳɴ����������Ͳ�����߹���Ӧ���ա����ٶȡ�С�������Ĺ���ԭ�����ٶ�128 m��min�����������롣����������Ҫע����ɹɽ��Լ����ɵȴõ��������ɴ��������ͲʱӦȡ����Ͳ�ϵ�ѹ��������3 g����Ƭ����ɴ��Ͳ�ٶȱȹ�����Ͳ�ٶ��˵͡�
5��ɴ����
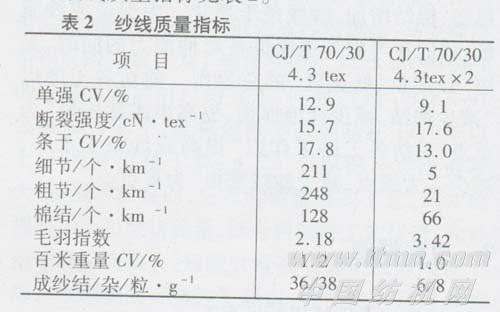
CJ��T 70��30 4��3 texɴ��CJ��T 70��30 4��3 tex��2��������ָ�����2��
6������
(1)������ϸ��ɴʱ��������˲��á��ᶨ�������ٶȡ���ԭ������ά���˼�ɴ�õIJ�������߳�ɴˮƽ��
(2)����ǰԤ��Ӧ����С�ڲ���������ǣ�챶�������Խ�С����ǣ�챶����ǣ�칤�ա�
(3)ϸɴʹ���������������������ص��Ż�����ϸɴǣ�칤�գ���֤ǣ���ȶ���
(4)������ϸ��ɴ�߳�ɴǿ���ͣ�ɴ����ĥ�Բ��ɴ��������ά�����ˡ������ᣬ����ɴ�����ɶ���ˣ�������Ҫȷ���豸״̬���ã�ɴ��ͨ���⻬����ë�̡����⣬Ҫ��ǿ����������������Ϊ��ɵ�ϸ�ڵȴõ㡣
���豸�������棬������Ҫ�ϸ�ִ���豸��ƽ�������족�ļ���������������ȷ���豸�������ã����ղ������㹤��Ҫ���Ϲ��ղ������Ϲ�����ơ�������Ҫ�ž���ɴ��ͨ�����⻬�����ճ�������ҡ��¡�ĥ����
���ڷ�����ϸ��ɴʱ���������ᣬ������ë�����ã���ɴǿ���ͣ���ͷ��������������ײ����϶���Ϊ�õ㡣��ˣ�������Ҫ��ǿְ����������ʶ�������ϸ�ִ�в�������������Ϊ�õ㡣