- 打印
- 字号
- 收藏
德国特吕茨勒TD—03
2011年10月19日 来源:中国纺机网
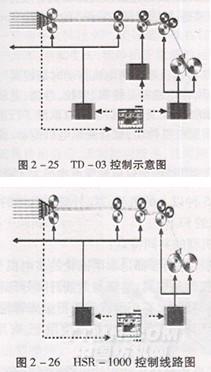
其中,驱动中罗拉伺服电机因后牵伸区中牵伸力的变化,其输出功率亦随之变化,此变化信号反馈至中央控制系统,自动优选最佳后牵伸倍数值,从而得到最佳的纺纱质量。为严格控制棉条的重量偏差(支偏),在输出阶梯罗拉上方,设有支偏检测器(Sliuerfocus)(未绘出)。如棉条重量超偏,中央控制系统能发出警示,甚至命令并条机停车。HSR-1000的SERVODRAFY(控制示意图见图2-26)与TD-03上AU-TODRAVF的区别在于:TD-03在SERVO—DRAFT的基础上,增设了可根据检测到的后牵伸区牵伸力变化独立驱动中罗拉的伺服传动控制系统;机器在线质量显示监控,可在线显示波谱图、A%、CV%值及粗节。因为并条机条子中的粗节与成纱纱疵Classmat粗节密切相关,具有同方向性,上述数字均在线实时地显示于控制面板上,取代了试验室的工作;罗拉隔距的调节非常方便,机上有A、B两个刻度板,分别显示中后、前中的隔距参考值。
调节时,松开前后两个固定螺栓后,用扳手旋转机外调节螺母,可方便地选定需采用的隔距。其特点是罗拉隔距变动时,无需调整同步带的1.棉条 2.测量漏斗 3.弹力测量杆 4.机械信号转张力;该机取消了所有的变换齿轮,工艺调换为电子信号(代传感器) 5.感应器在此处对棉条定量节灵便快捷,伺服电机不需维修,采用了终进行身免润滑轴承。