- 打印
- 字号
- 收藏
DB100系列交流伺服系统
深圳市英威腾电气股份有限公司
a) 选择合适惯量电机,机床机械转动惯量要与电机惯量相匹配。
b) 进给速度提高后,伺服系统的跟随误差会随速度的提高加大,影响移动件的动态精度,这就要求提高速度响应,增大位置环刚度,最大限度减小动态跟随误差。
c)机台构件有其固有频率,当产生谐振时,噪音,振动,响应速度受限。利用英威腾伺服的上位机软件确认谐振点,利用陷波滤波器消除机械谐振,提升机床响应速度 。
d) 传统手动调试伺服参数,经验性强,一般都可以调试到满足机床要求,不过当难以调试到最佳状态,可以用英威腾伺服上位机调试软件进行调试,以帮助你把伺服调试到最佳的性能。
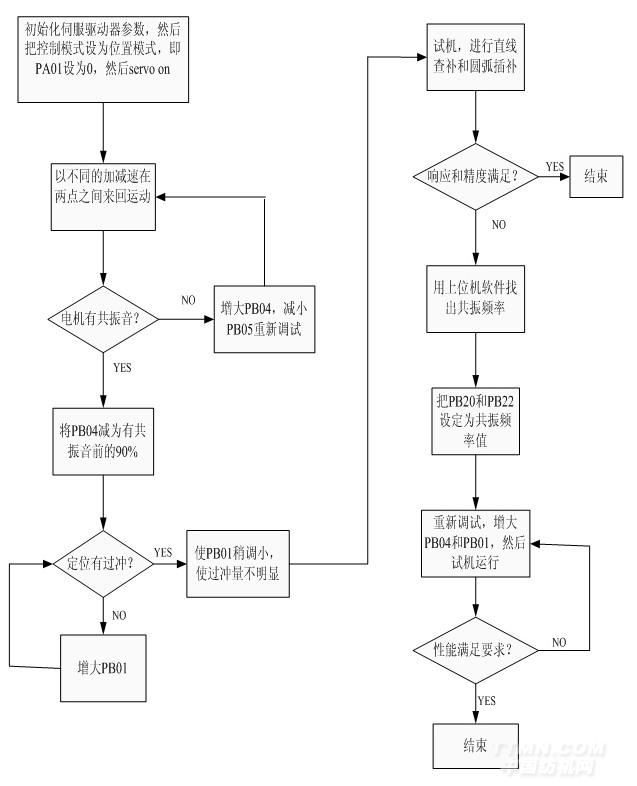
图3 英威腾伺服雕铣机应用调试流程图
主要参数设置如下表:
功能码 X轴 Y轴 Z轴
PA01 0 0 0
PA04 5 5 1
PA05 2 2 1
PA06 2 2 2
PB01 1000 1000 1000
PB04 2600 2600 1800
PB05 100 100 100
PB06 2000 2000 1500
PB07 3000 3000 2200
PB08 1000 1000 1000
PB17 5 5 5
PB18 15 15 15
PB20 675 620 2000
PB21 5 5 10
经过调试,完全达到了该客户的性能要求。雕铣机和伺服相关的具体运行参数如下表:
分辨率
0.001mm
工作台行程 600×400×250mm
工作台承重 350Kg
最高进给速度 10m/min
定位精度 ±0.017/500mm
重复定位精度 0.008mm
主要参数设置如下表:
功能码 X轴 Y轴 Z轴
PA01 0 0 0
PA04 5 5 1
PA05 2 2 1
PA06 2 2 2
PB01 1000 1000 1000
PB04 2600 2600 1800
PB05 100 100 100
PB06 2000 2000 1500
PB07 3000 3000 2200
PB08 1000 1000 1000
PB17 5 5 5
PB18 15 15 15
PB20 675 620 2000
PB21 5 5 10
经过调试,完全达到了该客户的性能要求。雕铣机和伺服相关的具体运行参数如下表:
分辨率
0.001mm
工作台行程 600×400×250mm
工作台承重 350Kg
最高进给速度 10m/min
定位精度 ±0.017/500mm
重复定位精度 0.008mm
结束语
经过几个月的试用,客户对英威腾伺服产品的品质和性能表示认可,同时也对英威腾产品高性价比和英威腾公司及时的跟踪服务非常满意。英威腾伺服在国内知名企业雕铣机上的成功应用,标志着英威腾伺服产品的性能达到了国内外伺服产品的一流水准,对英威腾伺服在该行业的全面推广起到了十分积极的作用。