| 纬纱供给机构:
喷水织机供纱机构一般有两种形式:机械测长和电子测长,目前,单喷机型一般采用机械测长,双喷机型采用电子测长。
一、机械测长
常用的有两种形式:RS测长形式和RD测长形式。
(一)RS测长形式(图3—9)
原理:动力是由主轴皮带轮6经平皮带7来带动测长轮2,测长鼓与测长轮在同一根轴上,当测长轴转动,它也会同时转动。纬纱一端被压纱器握持住,另一端为自由端,依靠高速旋转的涡流将纬纱紧紧地压于测长鼓表面,依靠其与测长鼓的摩擦力将纬纱缠于测长鼓上,完成储纬的动作,其长度的设定,则依靠改变测长轮2与主轴皮带轮6的传动比例关系来改变。
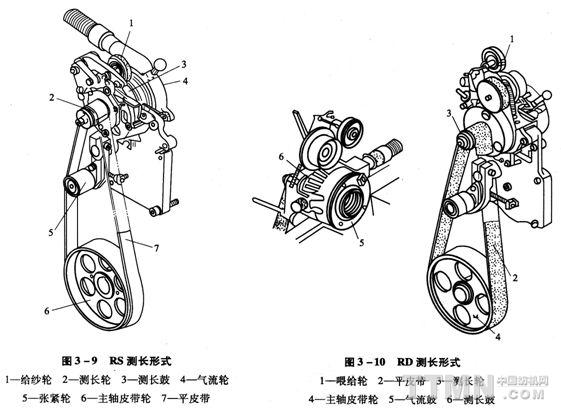
(二)RD测长形式(图3—10)
原理:动力是由主轴皮带轮4经平皮带2来带动测长轮3,与RS基本相同,只是喂纱路径不同,不再赘述。
二、电子测长
常用的有两种形式:IR0测长形式和PAw 测长形式(春日测长也属此类型)。
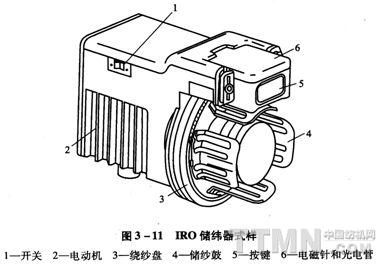
(一)IRO测长形式
其储纬器的式样如图3—11所示,详见第十五节,该形式的储纬器也用于喷气织机。
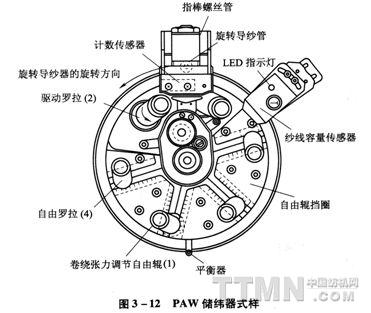
(二)PAW测长形式
PAW储纬器为公认的最适合多样性纬纱、具有独特的罗拉式储纬器。通常来说,几次投纬的纬纱卷到罗拉上,张力能保持恒定。主动罗拉不只是作机械式的旋转,其倾斜一定角度柔和地放纱防止了纬纱的重叠。可以变更罗拉所卷绕纱线隔距,而且对所有纬纱都有效。其式样如图3—12所示。
三、多色纬纱的供给
随着选纬颜色的确定,一般应有一~四个储纬器与之匹配,使织物品种的适应范围有进一步的扩大,织物品种的多样性进一步得到提高。第五节开口机构
开口机构的作用是根据织物上机图上经纬交织的变化规律,按序及时带动经纱,将经纱分成上下两层,形成供纬纱通过的梭口通道。
一、开口运动周期
开口运动一般可分为以下三个阶段:
(1)开口时期:两片经纱离开综平位置,上下分开形成梭口至满开,此阶段经纱处于运动状态,经纱张力由小到大逐渐增加;
(2)静止时期:梭口满开后,经纱在上下两个极端位置静止不动,有利于纬纱通过梭口;
(3)闭合时期:经纱从满开返回综平位置,使梭口闭合。此阶段经纱张力由大到小逐渐减小。
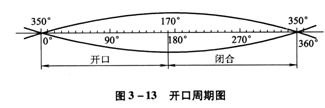
上述三阶段形成一个开口周期,并不断循环,使织造连续进行。依次对应于开口、静止、闭合三阶段的角度称为开口角、静止角、闭合角。
图3一13为开口周期图。由于在闭合、开口阶段内综框处于连续的运动状态,所以闭合时期和开口时期合称为综框运动时期。开口角、静止角、闭合角的分配随织机幅宽、织物种类、引纬方式和开口机构形式等因素而异。例如,在喷水织机上如采用四连杆开口机构,由于杆件结构关系,开口角和闭合角较大,而静止角较小。对于采用凸轮开口的高速织机,为使综框运动平稳和减少凸轮的不均匀摩擦,常采用开口角大于闭合角。开口过程中三个时期的时间分配既要为引纬提供良好的条件,又要使经纱在开口过程中不受到过分的损伤,要综合考虑。
二、梭口形成与清晰度
1.梭口形成
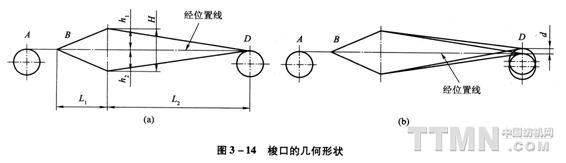
开口时经纱随着综框的运动被分成上下两层,形成一个菱形空间,即为梭口。如图3—14(a)所示,H为经纱的最大升降动程,称为梭口高度;从织口B到后梁辊D的水平距离为梭口长度或梭口深度,它又可分为梭口前部长度l1和后部长度l2;整个梭口被综框分为前后两个部分,前综框为工作部分,纬纱从这里通过。梭口满开时上下层经纱在织口B处形成的夹角称为梭口前角,在后梁辊D处形成的夹角称为梭口后角。
对喷水织机而言,通常将理论经位置线设置为水平线,即A点到D点的连线为水平线,并采用对称梭口,即图中的h1和h2高度尺寸相同。
过A、D点所作的水平线也是衡量后梁D高低的标准,见图3—14(b)。后梁高于经平线,即d>0时叫高后梁,后梁低于经平线,即d<0时叫低后梁。经位置线对织造过程中经纱的断头、张力、伸长以及织物外观质量等都有显著影响,应予以调节控制。织造生产中所进行的经位置线调整一般是指后梁位置的改变,而其他各点的位置一旦确定,一般不再变化。
 . .
2.梭口清晰度
梭口前部上下层经纱各自处于同一平面的程度称为梭口的清晰度。若梭口前部上下层经纱都处于同一平面就称为清晰梭口,它利于纬纱的通过,但这种开口方式经纱容易纠缠,后综框动程大,易造成经纱断头。若梭口前部上下层经纱不处于同一平面,就称为不清晰梭口,如果前部梭口上层经纱不在同一平面而下层经纱在一个平面内,则称为半清晰梭口,在这种情况下,综框动程的差异较小,后综的动程小于清晰梭口,这是有利的,但要防止因纬纱穿入非清晰的经纱层面而造成错织和断经。
三、梭口高度与综框动程
1.梭口高度
开口时经纱的最大位移称为梭口高度,各页综框处的高度是不一样的,从织口向后梁方向逐页增大,这样前部梭口呈锐三角形。为了达到高速运转的目的,喷水织机的梭口三角形趋于小型化,其梭口角一般取23°~26°。目的是在保证梭口开启,纬纱顺利通过的同时,尽可能地减小钢筘摆动与综框的升降动程,以减少经纱与它们之间的摩擦,有利于减少经纱断头。
2.综框动程
开口过程中综框的最大位移称为综框动程。对于清晰梭口,各页综框的开口高度不一,其动程也各异,两者关系为:
si = Hi+e1+e2+e3
式中:Si——综框动程;
Hi——综框处的梭口高度;
e1——综丝眼长度;
e2——综丝耳环与综丝杆间的间隙;
e3——综框及其传动连接件的变形以及运动副中的间隙所造成的动程减少量。
四、综框运动规律
从梭口的几何形状来看,经纱张力在平综时最小,满开时经纱张力最大。为了改善综框运动对经纱张力的不利影响,综框的运动规律应该是平综时速度最大,接近满开时速度最小;在开口终了及闭口开始的瞬间,经纱的加速度尽可能小,其余时间内加速度作缓和的变化。这样经纱运动平稳,张力波动小,综框振动小,断头率也可相应下降。综框运动规律常用的有简谐运动规律、椭圆比运动规律和正弦加速度运动规律等。从理论上讲,简谐运动在开口终了或闭口开始的瞬间的加速度很大,综框受冲击大,椭圆比运动在运动过程中加速度变化大,两者不适用于高速,而正弦加速度运动则比以上两种运动优越,速度和加速度曲线都符合综框的要求。但是,由于正弦加速度运动的凸轮制造精度要求高,当凸轮制造不精确时,实际的综框振动竞大于简谐运动。至于椭圆比运动,当长短轴比值达3:2时,也存在着类似的弊病。因此考虑到简谐运动加工方便,正确性高,在高速织机上也广泛采用。
五、开口机构的类型
喷水织机常用的开口机构有曲柄、凸轮、多臂三种类型,近几年随着电子技术的发展以及市场对高品质织物的需求,出现了电子开口、提花开口等多种类型。下面简要介绍这几种类型。
1.曲柄开口机构
曲柄开口机构专门用来织造平纹织物,具有结构简单、适应高速的特点,制造加工容易,成本较低。所以,曲柄开口机构在喷水织机上应用最广泛。
2.凸轮开口机构
凸轮开口机构包括用弹簧回综的消极凸轮机构和积极式外侧共轭凸轮机构。这种开口机构可以织出平纹、斜纹、缎纹等多个品种的织物,但随着织物品种的更换,要更换相应的凸轮,而且,由于积极式开口机构采用共轭凸轮驱动综框升降,制造精度和成本都比较高,所以,现在喷水织机上较少采用凸轮开口机构,一般用多臂开口机构代替凸轮开口机构。
3.多臂开口机构
多臂开口机构有机械式和电子式两种,机械式又分消极式和积极式。多臂机提综数可达20页综框,适用于循环数较多的小花纹织物。综框可以按照织物组织的要求做升降运动,也可保持停留在上方或下方。另外,梭口满开时综框都有停顿时间,它既有利于选择提综,又利于提高车速。它没有任何浪费的动作,从而有利于减少经纱的断头。
4.提花开口机构
提花开口机构的特点是每一根经纱都有一根综线控制,而不是用综框,可以使每一根经纱独立上下运动,可织造复杂的花纹组织。
5.电子开口机构
电子开口机构是一种新技术,每片综框的运动由单独伺服电动机控制和驱动,可通过多功能操作盘自由设定每片综框的运动方式、上下不同的静止角和闭合时间。适用于一些特殊织物的织造。
|








