łŁŃąĆűŐôÁ·ĆŻ»ú:
łŁŃąĆűŐôÁ·ĆŻ»úĘÇÁ¬ĐřĆűŐôÁ·ĆŻÁŞşĎ»úµÄÖ÷ŇŞµĄÔŞ»úŁ¬ËüµÄłöĎÖŁ¬ĘąŐű¸öÁ·ĆŻą¤ĐňµÄ»úе»Żˇ˘Á¬Đř»ŻşÍ×Ô¶Ż»ŻµĂŇÔʵĎÖˇŁ´ó´óĽőÇáÁËą¤Č˵ÄŔͶŻÇż¶ČŁ¬Ëő¶ĚÁËÉú˛úÖÜĆÚŁ¬Ěá¸ßÁËŔͶŻÉú˛úÂʡŁ
łŁŃąĆűŐôÁ·ĆŻ»úµÄŔŕĐÍÓĐJĐÎĎäĘ˝ˇ˘·°ĺĘ˝ˇ˘ÂÄ´řĘ˝ˇ˘ÔţľíĘ˝ˇ˘µţľíĘ˝Ľ°RˇŞBOXĘ˝µČˇŁËüĂÇżÉÓĂÓÚĆűŐôÍË˝¬ˇ˘ÖóÁ·şÍĆŻ°×ˇŁ
1Ł®JĐÎĎäĘ˝
JĐÎĎäĘ˝Á¬ĐřĆűŐôÁ·ĆŻ»úµÄĆűŐô·´Ó¦ĎäłĘJĐÎŁ¬ÓÖłĆΪɡ±úŐôĎ䡣°´ÖŻÎďĽÓą¤×´Ě¬żÉ·ÖÉţ×´şÍĆ˝¸ôÁ˝ÖÖˇŁ°´ŐŐĽÓČČ·˝Ę˝µÄ˛»Í¬Ł¬ËüÓֿɷÖÎŞÍâĽÓČČĘ˝şÍÄÚĽÓČČĘ˝Á˝ÖÖˇŁ
JĐÎĎäÓÉÖ±ĎäşÍÍäĎäÁ˝˛ż·Ö×éłÉŁ¬Í¨łŁÓò»Đâ¸Ö°ĺÖƳɡŁČݲĽÁżŇ»°ăÓ¦żĽÂÇĆűŐôʱĽäÎŞ1.5h×óÓҡŁłµËŮÓ¦¸ůľÝÖŻÎďĚص㡢ĆűŐôʱĽäˇ˘ČݲĽÁżşÍÇ°şóÉ豸ĚőĽţ¶ř¶¨ˇŁ
ÍĽ6ˇŞ12ËůʾΪÍâĽÓČČĘ˝Éţ×´JĐÎĎ䣬ËüÓëUĐÎŐôĆűĽÓČČąÜĎŕÁ¬ˇŁŐôĆűĹçÉäĆ÷°˛×°ÔÚ
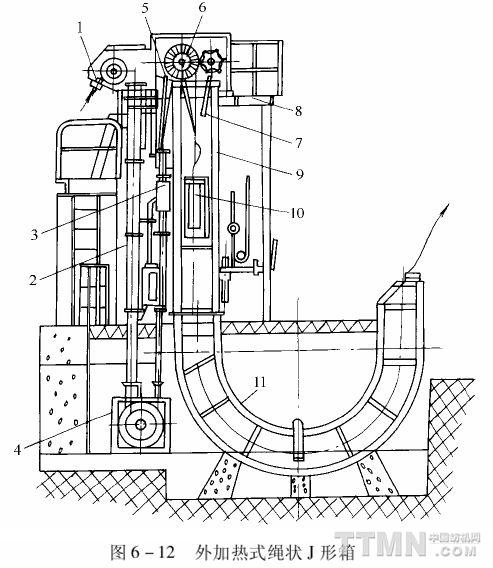
żż˝üJĐÎĎä˝řżÚ´¦µÄĽÓČČąÜÄÚŁ¬ŇÔĂâŐôĆű´Ó˝ř˛ĽżÚÍâŇ硣±ĄşÍŐôĆűͨąýĹçÉäĆ÷ÄÚ˛ĽÂúÓÚĽÓČȹܵÄСż×Ł¬Ö±˝Ó·ÖɢĹçÉäÖÁąÜÄÚŇÔĽÓČČͨąý¸ĂąÜµÄÉţ×´ÖŻÎJĐÎĎäłý±ŁÎÂÍ⣬ĎäÄÚ˛»°˛×°Ö±˝ÓŐôĆűĽÓČČ×°ÖĂŁ¬ĎäÄÚÖŻÎďζČÔĽ100ˇăCˇŁJĐÎĎ䶥˛żÓĐŇ»¸ö±ăÓÚĆô±ŐŁ¬ŇԱ㼰ʱ´¦ŔíąĘŐϵÄĎä¸ÇŁ¬ÎޱŁÖ¤Ăܷ⣬łŁÓĂË®·âżÚˇŁĎäÉϲżÓĐŇ»¶ÔÁů˝ÇłµŁ¬˝«ÖŻÎďÍĎČëĎäÄÚˇŁÖŻÎď¶ŃÖĂĂܶČËćĆ·ÖÖ¶řŇ죬һ°ăĂŢÖŻÎďĆ˝ľů¶ŃÖĂĂܶČÔĽ320kgŁŻm3ˇŁÎޱŁÖ¤ÓĐЧµŘÍ϶ŻÖŻÎď¶ř˛»´ň»¬Ł¬Áů˝ÇłµµÄĎßËٶČŇ»°ă±ČÖŻÎďµÄĎßËٶȳ¬ËŮ8ŁĄˇ«20ŁĄˇŁÁů˝ÇłµĎ·˝×°ÓĐŇ»¶Ô°Ú˛Ľ¶·Ł¬ĘąÖŻÎďÄÜ°´×ÝĎňľůÔȶѷšŁĎäÄÚÖŻÎď¶ŃÖø߶ČĐ뱣łÖÔÚŇ»¶¨·¶Î§ÄÚŁ¬ŇÔ±ŁÖ¤ĆűŐôÁ·ĆŻËůĐčµÄ×÷ÓĂʱĽäŁ¬ľ®·ŔÖą¶ŃÖĂąý¸ß¶řÓ°Ďě¶ŕ˝ÇĐÎÇŁŇýąő˛»ÄÜŐýłŁÇŁŇýµĽ˛ĽŁ¬ÉőÖÁĘą¸ĂąőşÍ°Ú˛Ľ×°ÖĂË𻵡ŁĎäÍâÓĐŇ»Öů¸´°Ú¶ŻµÄµĽ˛Ľ´ÉȦŁ¬żÉĘąÖŻÎď°´şáĎňľůÔȶѷšŁ
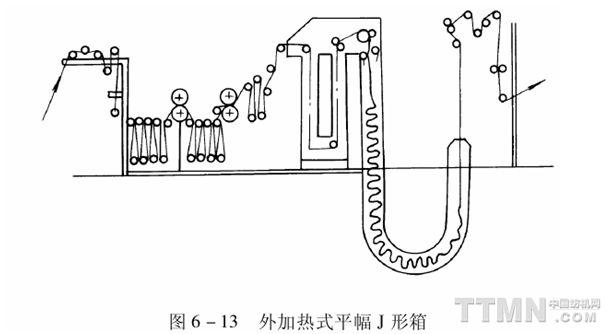
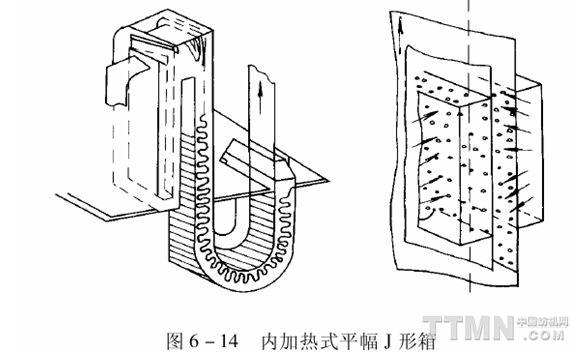
ÍĽ6ˇŞ13şÍÍĽ6ˇŞ14·Ö±đÎŞÍâĽÓČČĘ˝şÍÄÚĽÓČČĘ˝µÄĆ˝·ůJĐÎĎäĘľŇâÍĽˇŁÄÚĽÓČČʽƽ·ůJĐÎĎäµÄĽÓČČ×°ÖĂÉčÔÚÖ±ĎäşÍÍäĎäµÄÁ¬˝Ó´¦ˇŁÖŻÎď˝řČëĎäÄÚÖ±˝ÓÓ뱥şÍŐôĆű˝Ó´Ą˝řĐĐĆűŐôŁ¬Ćäζȿɴď103ˇăC×óÓҡŁ
JĐÎĎäµÄ˝áąąËäĽňµĄŁ¬µ«ÖŻÎďŇÔŐ۵ţ×´¶ŃÖĂÓÚĎäÄÚ(Éţ×´ÖŻÎď¸üÉő)Ł¬ľ®±»Éϲż˛Ľ˛ă¶ŃŃąŃŘĎäÄÚ±Ú»¬¶ŻŁ¬ŇײúÉú˛ÁÉˡ˘Őۺۼ°ÎłĐ±ˇŁŇň´ËŁ¬˛»ĘĘÓĂÓÚż¨ĆäµČşńĂÜÖŻÎµÓĂŢ»ě·ÄÖŻÎďµČÖŻÎďµÄĆűŐôÁ·ĆŻˇŁ
2Ł®·°ĺĘ˝
ÍĽ6-15ËůʾΪ·°ĺĘ˝Á¬ĐřĆűŐôÁ·ĆŻ»úĘľŇâÍĽŁ¬ą©Ć˝·ůÖŻÎďĆűŐôÖóÁ·şÍĆŻ°×Ó᣷°ĺĘ˝
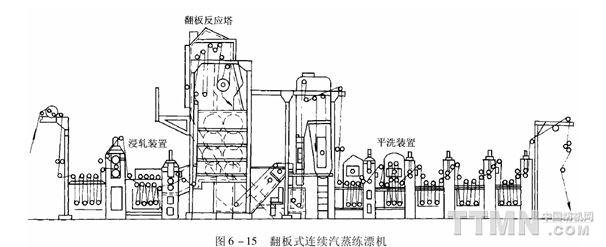
ĆűŐôĘŇÉϲżÎŞÂ䲼װÖĂŁ¬×°ÓĐ4ˇ«6¶Ô·°ĺŁ¬¶ŃÖÁŇ»¶¨ĘýÁż(Ň»°ăĂż˛ă·°ĺČݲĽÁżÔĽÎŞ300m)şóŁ¬żżĆř¶Ż×Ô¶Ż×°ÖĂĘąŐâ¶Ô·°ĺĎňĎÂČĆĆäÖá·×Ş360ˇăŁ¬ÖŻÎďÂäµ˝µÚ¶ţ˛ă·°ĺÉĎĽĚĐřĆűŐôŁ¬µÚŇ»˛ă·°ĺĽĚĐř¶Ń·ĹÖŻÎÿ˛ă·°ĺµÄ·×ŞĘ±ĽäŁ¬¸ůľÝĆűŐôŇŞÇóşÍłµËٶř¶¨ˇŁŇ»°ă±ˇÖŻÎďÎŞ8ˇ«l0minĘąÖŻÎďÔÚĆűŐôĘҵĴ¦ŔíʱĽäÔĽÎŞ1hˇŁ×îşóŇ»˛ă·°ĺÉĎŐ۵ţ¶ŃÖõÄÖŻÎďÂäČëĆűŐôĎäµ×˛żµÄÖóÁ·Ňş»ňĆŻ°×ŇşÖĐĽĚĐřÁ·ĆŻŁ¬˝ţĹÝĎäĽćÓĐ˝ţ×ŐşÍŇş·âłö˛ĽżÚµÄ×÷ÓĂŁ¬ľ®ÓĐÖúÓÚ¸ÄÉĆÖóƯЧąűˇŁĆűŐôĎä˝ř˛ĽżÚłŁ˛ÉÓĂŇş·â»ňĆű·âÁ˝ÖÖ·˝Ę˝ˇŁ
·°ĺĘ˝ĆűŐôÁ·ĆŻ»úµÄ˝áąą˛»Ě«¸´ÔÓŁ¬×Ô¶Ż»ŻŇŞÇóµç˛»Ě«¸ßˇŁľˇąÜÖŻÎďĘÇŐ۵ţ¶ŃÖĂĆűŐôŁ¬µ«ĘÇŁ¬Ćä¶ŃÖĂ×´żöŇŃ˝ĎJĐÎĎäÓĐËů¸ÄÉĆŁ¬Ňň´ËŁ¬ŐۺۺͲÁÉ˳̶ČŇŃ´óÎŞĽőÇᡣČçąűĆűŐôÇ°´¦ŔíşÍČȶ¨ĐνϺã¬ÔňµÓĂŢ»ě·ÄÖŻÎďµçżÉÔڸûúÉĎĽÓą¤Ł¬łµËŮÎŞ100ˇ«120mŁŻminˇŁ
3Ł®ÂÄ´řĘ˝
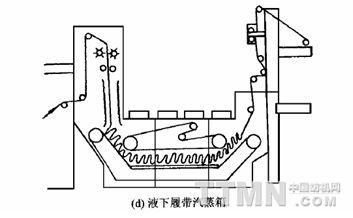
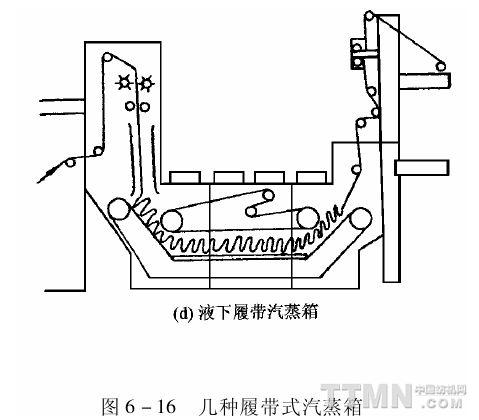
ÂÄ´řĘ˝ĆűŐôÁ·ĆŻ»úĘÇĘąÓĂ×î¶ŕµÄŇ»ÖÖĆűŐôÁ·ĆŻ»úˇŁÂÄ´řĘ˝ĆűŐôÁ·ĆŻ»ú·ÖµĄ˛ăÂÄ´řĘ˝[ÍĽ6ˇŞ16(a)]şÍ¶ŕ˛ăÂÄ´řĘ˝[ÍĽ6ˇŞ16(b)]Á˝ÖÖŁş°´ÂÄ´ř˝áąąÓֿɷÖÎŞĆ˝°ĺĘ˝ÂÄ´řşÍµĽąőĘ˝ÂÄ´řÁ˝ÖÖˇŁÖŻÎď˝ţÔţÁ·ĆŻŇşşó±ă˝řČëĆűŐôĎ䣬ĎČÔÚÉĎϵĽ˛ĽąőÇŁŇýąýłĚÖĐ˝řĐĐĽ¸ĂëÖÁĘ®Ľ¸ĂëµÄĆűŐôŁ¬Č»şóÓÉÂ䲼װÖĂÓĐąćÂɶřĘčËɵضŃÖĂÔÚÂÄ´ř°ĺÉĎŁ¬ĽĚĐř˝řĐĐĆűŐôˇŁµ±ÖŻÎďÓÉÂÄ´řË͵˝łö˛ĽżÚ´¦Ł¬±»łö˛ĽąőÇŁŇýłöĎ䡣
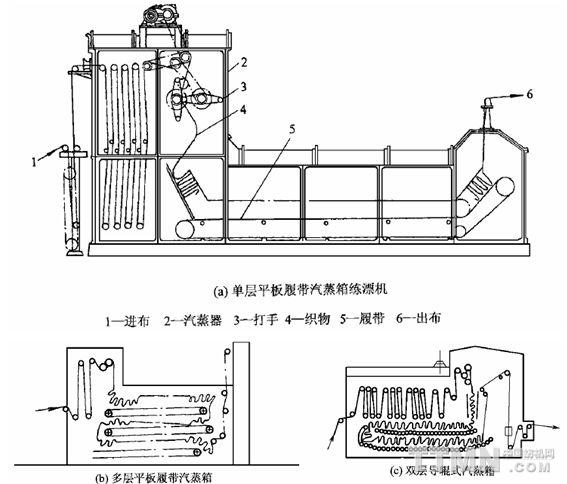
Ć˝°ĺĘ˝ÂÄ´řĘÇÓÉŇ»ĚőĚőľßÓжŕż×»ň¶ŕĚő·ě϶µÄ˛»Đâ¸Ö±ˇ°ĺÁŞ˝Ó×éłÉµÄŁ¬ÂÄ´řΧČĆÔÚĎäµ×µÄŇ»ĹĹąőͲÉĎŁ¬ËćąőͲµÄת¶Ż¶ř»ş»şĎňÇ°ŇƶŻŁ¬ÖŻÎďµçËćÖ®ĎňÇ°˝řĐСŁ
µĽąőĘ˝ÂÄ´řÔňĘÇÓɶŕ¸ůÖ÷¶ŻµÄ˛»Đâ¸ÖµĽąőĹĹÁжřłÉŁ¬µĽąő×°ÔÚĆűŐôĎäµÄ×óÓҲŕ°ĺÉĎŁ¬˛˘˛»ÄÜλŇĆŁ¬Ö»ĘÇ˝čÖúÓÚ¸÷ąőµÄ»şÂý»Řת¶řĘą¶ŃÖĂÔÚąőĂćÉϵÄÖŻÎﻺ»şÔËĐСŁ
Ć˝°ĺĘ˝ÂÄ´řşÍµĽąőĘ˝ÂÄ´řÓÖľůÓеĄ˛ăşÍ¶ŕ˛ăÖ®·ÖŁ¬ČçÍĽ6ˇŞ16ÖĐ(a)ˇ«(c)ŁşÂÄ´řżÉÔÚŇşĂćÉĎ»ňŇşĎÂÔËĐĐŁ¬ČçÍĽ6ˇŞ16(d)ŁşÂÄ´řÓ뵼ąőµçżÉĹäşĎĘąÓᣵ«µĽąőĎÖŇѸĽřÎŞÍřąőŁ¬Ľ´µĽąőÉϲĽÂúСż×Ł¬ŇÔĽÓÇżĆűŐôЧąűˇŁ
ÂÄ´řĘ˝ĆűŐôÁ·ĆŻ»ú˝áąąĽňµĄŁ¬˛Ů×÷·˝±ăˇŁÓÉÓڶѻý˛Ľ˛ă˝Ď±ˇŁ¬ÖĺşŰÇéżö˝ĎÇ°Á˝ŔŕÉ豸´óÎŞ¸ÄÉĆŁ¬ÇŇĆűŐôЧąű˝ĎşĂŁ¬ŐĹÁ¦şÍĦ˛Á¶Ľ˝ĎСŁ¬ÄżÇ°ÎŞÓˇČľł§ąă·şĘąÓᣵĽąőĘ˝ĆűŐôĎäĘĘŇ˶ŕ˛ă¶ŃÖĂŁ¬ŇňÎŞ·×ŞÖŻÎď´¦µÄµĽąőżÉ°´ĐčŇŞĹĹÁĐşÍÉčĽĆłÉ˛»Í¬×ŞË١ŁµĽąő»ş»ş»ŘתŁ¬żÉżË·ţÂÄ´řÉĎÖŻÎďÓë°ĺĂć˝Ó´Ą´¦ČÝŇײúÉúµÄĆűŐô˛»ÔȺ͸ɰߺۼŁŁ¬˛»ŇײÁÉËÖŻÎµ«µĽąő°˛×°ˇ˘Î¬ĐŢşÍÖĆÔěŇŞÇó¸ßŁ¬É豸ĽŰ¸ń¸ßˇŁ
4Ł®ÔţľíĘ˝
ÔţľíĘ˝ĆűŐôÁ·ĆŻ»úĘÇŇ»ÖÖ˛»Á¬ĐřµÄĆ˝·ůĆűŐôÁ·ĆŻ»úŁ¬Ćä˝áąąČçÍĽ6ˇŞ17ËůĘľˇŁÖŻÎď˝řČë
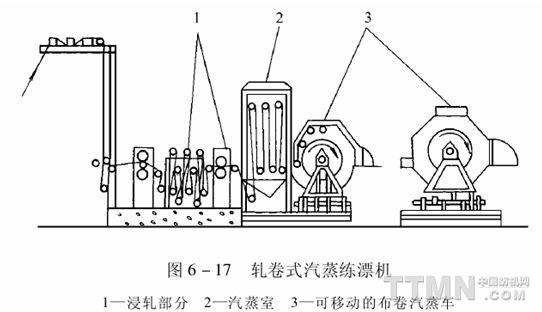
ÓëĆűŐôĎäĎŕÁ¬µÄżÉŇƶŻµÄ˛ĽľíĆűŐôłµÄÚŁ¬ÔÚĆűŐôÇéżöĎÂľíČƳɲĽľíˇŁµČµ˝´Ë˛ĽľíČĆÖÁŇ»¶¨Ö±ľ¶Ę±Ł¬ÔÝÍŁÔËĐĐŁ¬ł¶¶ĎÖŻÎď·ěÍ·Ł¬˝«´ËĆűŐôłµŃصŘĂćąěµŔŇĆżŞŁ¬˛˘Ęą¸Ă˛ĽľíĽĚĐřÔÚĆűŐôłµÄÚ»ŘתĆűŐôÖÁąć¶¨Ę±ĽäŁ¬Č»şóŇƵ˝¸ÉĎ´»úÇ°ÍËľíˮϴˇŁµ±µÚŇ»ÁľĆűŐôłµŇĆŔëĆűŐôĎäʱŁ¬Á˘Ľ´˝«µÚ¶ţÁľżŐµÄĆűŐôłµ˝ÓÉĎŁ¬żŞłµľíČĆĆűŐôˇŁ
±ľ»úµÄĚصăĘÇÖŻÎďĆ˝ŐűŁ¬ÎŢŐۺۺͲÁÉËŁ¬Ęʺϸ÷ÖÖÖŻÎďĽÓą¤ˇŁËäĘô°ëÁ¬ĐřĘ˝Éú˛úŁ¬µ«Ćä»úąąĽňµĄŁ¬ÖĆÔě·˝±ăŁ¬ÄÜĘĘӦСĹúÁżˇ˘¶ŕĆ·Öֵļӹ¤ˇŁµ«ÓĐʱČÝŇײúÉú˛ĽľíÄÚÍ⼰Á˝¶ËÁ·ĆŻĐ§ąű˛»Ň»ÖµÄȱĎÝŁ¬ĘąÓĂÖĐӦעŇâżË·ţˇŁ
5Ł®µţľíĘ˝
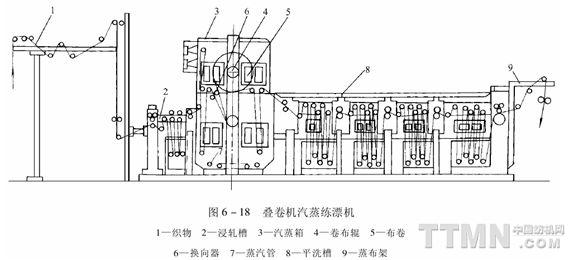
µţľíĘ˝ĆűŐôÁ·ĆŻ»úĽČľßÓĐÔţľíĘ˝ĆűŐô»úµÄĚص㣬ÓÖʵĎÖÁËÁ¬Đř»ŻÉú˛úŁ¬Ěá¸ßÁËÉú˛úЧÂĘŁ¬żÉÓĂÓÚÔţĽîĆűŐôÖóÁ·ˇ˘ąýŃő»ŻÇâşÍŃÇÂČËáÄƵÄĆűŐôĆŻ°×ŇÔĽ°´ÎÂČËáÄƵÄĆŻ°×Ł¬ČçÍĽ6ˇŞ18
ËůĘľˇŁµţľíĘ˝ĆűŐôĘҵÄÁ˝Ö§ľíÖáµÄĹĹÁĐ·˝Ę˝ÓĐ´ąÖ±şÍˮƽÁ˝ÖÖŁş°´ľíÖáµÄÔ˶Ż·˝Ę˝Ł¬ÓÖÓй̶¨şÍתŇĆÁ˝ÖÖˇŁ
ÍĽ6ˇŞ19Ęǹ̶¨Ę˝µţľíÁ·ĆŻ»úÖŻÎďľíČĆąýłĚµÄĘľŇâÍĽˇŁżŞĘĽĘ±Ł¬µĄ˛ăÖŻÎďľíČĆÓÚÉĎąő
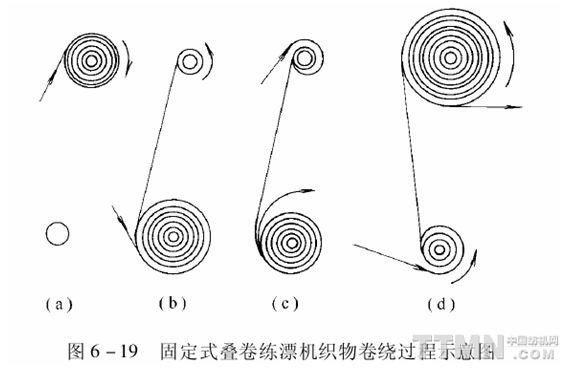
ĽűÍĽ6ˇŞ19(a)Łş´ýľíÖÁĐčŇŞĆűŐôʱĽäµÄŇ»°ëʱŁ¬ÉĎĎÂąőĽ´ÍŁÖą»ŘתŁ¬ÓÉ»úеĘÖ˝«ÉĎąőÖŻÎďşÍ˛ĽĎäÄÚµÄÖŻÎďË«˛ăľíČĆÖÁĎÂąőŁ¬ÉĎąőżŞĘĽÍËľíŁ¬ČçÍĽ6ˇŞ19(b)ËůĘľŁşµ±ÉĎąőÖŻÎďČ«˛żľíČĆÖÁĎÂąőşóŁ¬˝«ÉĎąőµÄ˛ĽÍ·şÍƽϴ˛ŰÁ¬˝ÓŁ¬ľ»úеĘÖ°ŃĎÂąőµÄÖŻÎďşÍ˛ĽĎäÄÚµÄÖŻÎďÓÖË«˛ăľíČĆÓÚÉĎąőŁ¬´ËʱŁ¬ĎÂąőżŞĘĽÍËľíŁ¬¸ÉĎ´żÉÁ¬ĐřÉú˛úŁ¬ČçÍĽ6ˇŞ19(c)ËůĘľŁşµ±ĎÂąőÍËľíÍę±ĎŁ¬ÖŻÎďÓÖČçÍĽ6ˇŞ19(d) ËůĘľµÄ·˝Ę˝˝řĐĐÔËתŁ¬Čç´Ë˛»¶Ď˝»Ě档֯ÎďÔÚ95ˇ«100ˇăCµÄĆűŐôĎäÄÚÍŁÁô1hŇÔÉĎŁ¬łµËŮ40ˇ«100mŁŻminˇŁ
ÔÚĆűŐôĘŇ˝řłö˛ĽżÚ·ÖÉčÖŻÎďľĎňŐĹÁ¦µ÷˝Ú×°ÖĂŁ¬ŇÔ˛ąłĄľíÖáµ÷Ďňʱ֯ÎďµÄĎßËٶȱ仯ˇŁÉĎĎÂľíÖá¸÷ÓÉÖ±Á÷µç¶Ż»úÇý¶ŻŁ¬Ćä»»ĎňĆ÷ÓÉ×Ô¶ŻżŘÖĆ×°ÖĂżŘÖơŁĆűŐôĘŇÄڵײżÓĐŐôĆűĽÓČȹܣ¬ÓĂŔ´ĽÓČČŐôĆűşÍ±ŁÎ¡Ł¶Ą˛żÓĐŐôĆűĽĐ˛ăŁ¬ŇÔ·ŔÖąŐôĆűŔäÄýµÎË®ˇŁ
ÍĽ6-20ĘÇת¶ŻĘ˝µţľí»úÖŻÎďľíČĆąýłĚµÄĘľŇâÍĽˇŁ
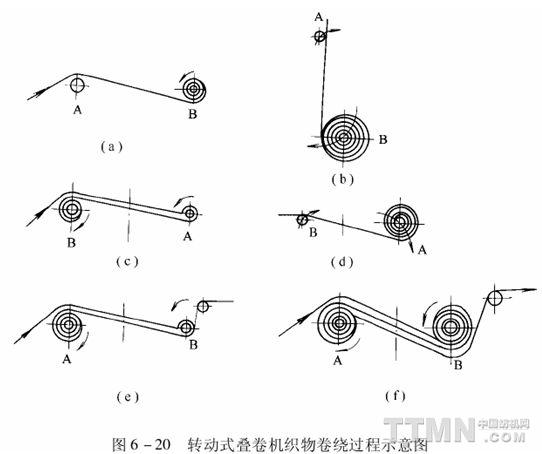
ÖŻÎď×îłőµĄ˛ăľíČĆÓÚBąőŁ¬ČçÍĽ6-20(a)ËůĘľˇŁµ±ľíČƵ˝ĆűŐôʱĽäŇ»°ëʱŁ¬Bąőֹͣת¶ŻŁ¬AąőşÍBąőŃŘ˳ʱŐë·˝Ďňת¶Ż180ˇăŁ¬ČçÍĽ6-20ÖĐ(b)ˇ˘(c)ËůĘľŁ¬´ËʱŁ¬ÔÚBąőÉϵÄÖŻÎď×Ô¶ŻÍËľíŁ¬ĘąÖŻÎďË«˛ăÎąČëAąőŁ¬ÇŇAąőżŞĘĽÖ÷¶Ż»ŘתŁ¬µ±BąőÍËľíÍęʱŁ¬BąőşÍAąőÓÖ°´ËłĘ±Őë·˝Ďňת¶Ż180ˇăŁ¬ĽűÍĽ6-20ÖĐ(d)ˇ˘(e)Ł¬´ËʱŁ¬AąőÉϵÄÖŻÎďÓÖ×Ô¶ŻÍËľíŁ¬Ë«˛ăÎąČëBąőŁ¬ÇŇ˝«AąőÉĎŇ»˛ă˛ĽÍ·Óë¸ÉĎ´»úÁ¬˝ÓŁ¬BąőżŞĘĽÖ÷¶Ż»ŘתŁ¬Č«»úÁ¬ĐřÔËתŁ¬ĽűÍĽ6ˇŞ20(f)ˇŁČç´Ë˛»¶Ď˝»ĚćŃ»·˝řĐСŁ
¸Ă»úÔÚŐýłŁÇéżöĎÂŁ¬żÉ±ÜĂâÖŻÎďŐŰÖĺ˛ÁÉËŁ¬¶ÔÖŻÎďĆ·ÖÖĘĘÓ¦ĐÔÇżŁ¬˝áąą˝ô´ŐŁ¬ŐĽµŘ˝ĎÉŮŁ¬µ«ľí˛Ľąőµ÷Ďň»ŘתʱŁ¬ÔËĐвĽËٱ仯˛¨¶ŻşÜ´óŁ¬żÉÄÜ»á˛úÉúÉŮÁżľĎňÖĺÓˇŁ¬ÁíÍ⣬Ćä˝áąą˝Ď¸´ÔÓŁ¬°˛×°ˇ˘Î¬ĐŢŇŞÇó¸ßˇŁ
6Ł®RˇŞBOXĘ˝
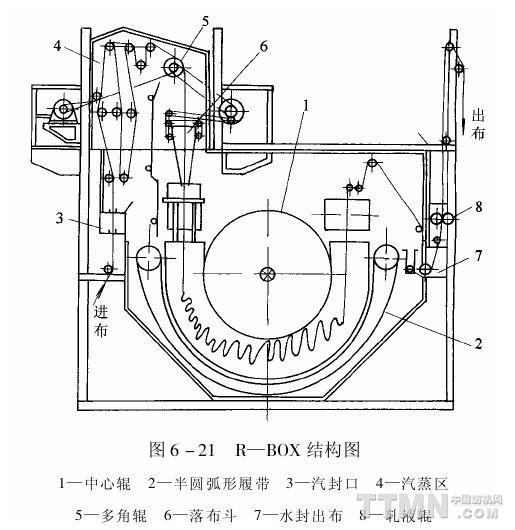
¸Ă»úÓÉĆű¸î˝ř˛Ľ×°Öá˘ĆűŐôĎ䡢Ő۵ţ¶Ń˛Ľ×°Öá˘ĘäËÍ»úąąˇ˘Ë®¸îłö˛Ľ×°Öá˘ÔţŇşąőˇ˘ĽÓČȱŁÎºʹ«¶Ż»úąąµČ˛ż·Ö×éłÉŁ¬ČçÍĽ6ˇŞ21ËůĘľˇŁĘäËÍÖŻÎďµÄ»úąąÓÉÖ÷¶Ż»ŘתµÄÖĐĐÄąőşÍÖ÷
¶ŻÔËĐеİëÔ˛»ˇĐÎÂÄ´ř×éłÉˇŁ×óÓŇÁ˝˛ŕÓĐ·ůżíµ÷˝Ú°ĺŁ¬żÉ¸ůľÝĆ˝·ůÖŻÎď·ů¶ČŇŞÇóĘÖ¶Żµ÷˝ÚˇŁĆ˝·ůÖŻÎď˝ţ×Ő´¦ŔíŇşşóľĆű¸îżÚ˝ř»úŁ¬ĎČÔÚÉĎϵĽ˛ĽąőĽäĆűŐôĽÓČČŁ¬ÔŮľ¶ŕ˝Çąőˇ˘Â䲼¶·Ő۵ţÂä¶ŃÓÚ»şÂýÔËĐеİëÔ˛»ˇĐÎĘäËÍÂÄ´řÉϡŁÓĐʱÂÄ´řĎ²ż˝ţÔÚ´¦ŔíŇşÖĐŁ¬ľ®ÓĐÖ±˝ÓşÍĽä˝ÓŐôĆűĽÓČČąÜĘą´¦ŔíŇşĽÓČȺͱŁÎ¡ŁČçąűÖóÁ·Ľ´żÉÖó·ĐŁ¬Ëü±ČÖ»ľĆűŐôµÄÖŻÎďЧąűĽŃˇŁÖŻÎďÔÚ´¦ŔíŇşÖĐÓÉÖĐĐÄąőşÍ»ˇĐÎÂÄ´řĘäËÍŁ¬ŐĹÁ¦şÜСŁ¬żÉą©¶ÔŐĹÁ¦Ăô¸ĐµÄ»úÖŻÎŐëÖŻÎďÍˡ˘Öóˇ˘ĆŻŁ¬˛»ŇײúÉúŐۺۡŁ¸Ă»úҲżÉ˝ö×÷ĆűŐô¶ř˛»ľŇşÖóŁ¬ĘÓą¤ŇŐŇŞÇó¶ř¶¨ˇŁĆűŐôζČÎŞ97ˇ«100ˇăCŁ¬ŇşÖóÎŞ95ˇ«98ˇăCŁ¬ČݲĽÁżÓĐ2000mˇ˘4000mˇ˘6000mˇ˘8000mµČ¶ŕÖÖąć¸ńŁ¬˛ĽËŮÎŞ35ˇ«l00mŁŻminˇŁ
ŇÔÉĎÁůÖÖĘÇłŁÓõÄÖ÷ŇŞĆűŐôÁ·ĆŻ»úŁ¬Ó¦¸ůľÝÖŻÎďĚص㡢ą¤ŇŐŇŞÇ󡢲úÁżşÍÉ豸ą©Ó¦µČÇéżöѡÓáŁÄżÇ°Ł¬Ć˝·ůĆűŐô˝Ď¶ŕŁ¬ÓČĆäĘǵÓĂŢ»ě·ÄÖŻÎ¸üĘĘşĎĆ˝·ůĆűŐôĽÓą¤ˇŁČç˝řĐĐŃÇÂČËáÄĆĆŻ°×Ł¬ŇŞ×˘Ňâ·Ŕ¶ľ·Ŕ±¬Ł¬ĆűŐô˛ż·ÖµÄÉ豸˛ÄÁĎŁ¬ŇËѡÓĂîѰ壬ŇÔĂâ˛ÉÓĂŇ»°ă˛»Đâ¸Ö˛ÄÁϱ»ŃĎÖظŻĘ´ˇŁĆűŐôĘŇÍâµÄ˝ř˛ĽżÚşÍһЩĐčŇŞ´©ąýĆűŐôĘҲŕ±ÚµÄąőÖáż×Ł¬Ó¦·Ö±đ˛ÉÓĂş¬·úËÜÁĎƬĽĐĚůÖŻÎďşÍ·úËÜ·¨ŔĽĆű·âˇŁ
˝üÄęŔ´Ł¬JĐÎĎäĘ˝ˇ˘ÂÄ´řĘ˝µČÁ¬ĐřÁ·ĆŻ»úŁ¬ÓÖÇ÷ĎňÓ뵼˛ĽąőĎŕ˝áşĎµÄ˝áąąŁ¬ŇÔĚá¸ßĆűŐôĽÓČȵÄЧÂʡŁ
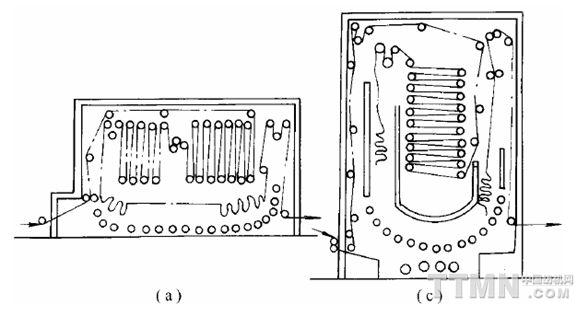
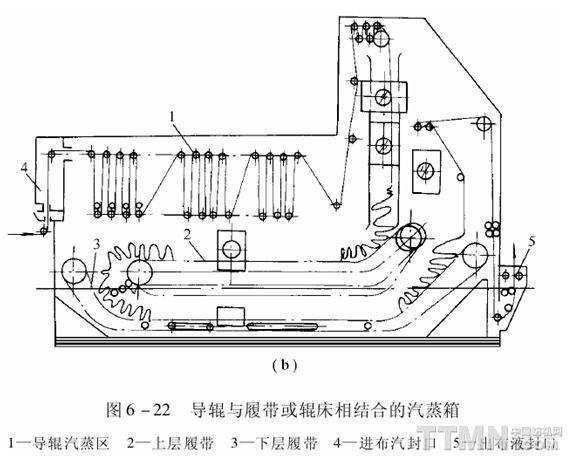
µĽąőÓëÂÄ´ř»ňąő´˛Ďŕ˝áşĎµÄĆűŐôĎ䣬ĆäĚصăĘÇĘą˝ř»úµÄĆ˝·ůÖŻÎďĎČÔÚŇ»×é»ňÁ˝×é¶ŕÖ»µĽ˛ĽąőĽä˝řĐĐłä·ÖµÄµĄ˛ăÖŻÎďĆűŐôĽÓČČŁ¬Č»şóŁ¬Âä¶Ńµ˝Ň»˛ă»ňÁ˝˛ăÂÄ´ř(»ňąő´˛)ÉĎĽĚĐřĆűŐôˇ˘·´Ó¦Ł¬ÓĐŔűÓÚ¸ÄÉĆÍˡ˘Öóˇ˘ĆŻµÄЧąűşÍĽőÉŮŐ۵ţÓˇŁ¬ČçÍĽ6ˇŞ22(a)ËůĘľˇŁ¸Ă»úµÄ˝řłö˛ĽÎ»ÖĂÓĐÇ°˝řÇ°łöşÍÇ°˝řşółöÁ˝ÖÖˇŁÇ°˝řÇ°łöŐßżÉ×°ÓÚĆ˝·ůˮϴ»úÉĎ·˝Ł¬ŇÔĽőСռµŘĂć»ýŁ¬µçżÉ˝«Ď²ăÂÄ´ř˝ţÓÚ´¦ŔíŇşÖĐŁ¬ĎČľĆűŐôÔŮľ˝ţĹÝ»ňŇşÖóŁ¬ČçÍĽ6ˇŞ22(b)ËůĘľˇŁ
JĐÎĎäĘ˝µçżÉÓëĆäËű»ų́Ďŕ˝áşĎŁ¬ŇÔ˝µµÍÖŻÎďµÄŐĹÁ¦ˇŁżÉÔÚĎäÄÚĽÓ˝řŇ»¶¨ÁżµÄÖóÁ·Ňşľ®ĘąĆäŃ»·Ł¬ŇÔŐôŇ»Öó·˝Ę˝¸ÄÉĆÖóÁ·Đ§ąűŁ¬ČçÍĽ6ˇŞ22(c)ËůĘľˇŁ
|







