- 打印
- 字号
- 收藏
化纤机械综述
化纤机械
本届纺机展上化纤短纤设备基本以图片、模型方式展览,其电气控制系统原理也没有太多的变
化,电气控制系统构成硬件包括:工业控制计算机、PLC、直流共母线型变频器,具备能量反馈、 能耗制动功能等,其中能耗制动部分根据用户需求可改为回馈电网,这样可以进一步降低能耗,实 现节能运转。短纤纺丝生产线电气控制系统基本框图
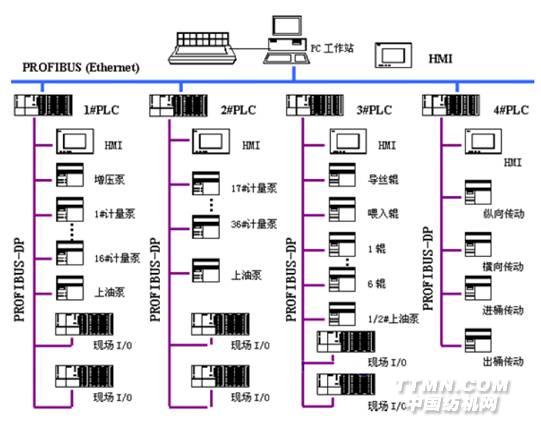
化纤短纤生产线控制系统
与短纤设备相反,化纤长丝纺丝设备参展商较多,涵盖了各种民用丝(涤纶等)、各种工业丝
(涤纶、腈纶等)、地毯丝(丙纶、锦纶、及 BCF 等)、氨纶丝等等,而且多数以成套设备形式出 现。
就化纤长丝设备而言,自动换筒卷绕头是制约国内 企业发展的重大技术难题,尤其自动换筒卷绕头的控制 又是要求极高的控制系统。北京中丽制机工程技术有限 公司最先研制成功高速自动换筒卷绕头,从而使其产品 进入世界前三。目前能够生产高速自动换筒卷绕头的国 内企业还有上海金纬、恒天重工等多家。
高速卷绕头的控制系统构成包括:上位机、主控制 器(PLC、IPC 等)、变频器、检测传感器、气动系统等。
1台上位机可以联网控制一条生产线的所有卷绕头控制 器,其基本控制系统构成如图

高速卷绕头控制系统
恒天重工的卷绕头采用的是日本明电舍VT634 卷绕头专用驱动器,该驱动器内包含4台直流共母线形式的变频器,以及相关的卷绕头逻辑控制部件。由于采用集中散热结构且散热片可以置,该款专用驱动器更适用于卷绕头的机电一体化结构,有助于提高卷绕头控制系统的可靠性。
化纤长丝纺丝工艺是恒张力、恒线速度,由于高速卷绕头均采用主动卷绕方式,为保持恒张力、恒线速度,随着丝饼卷装直径的增大,降低丝饼卷绕转速;另外,化纤长丝纺丝是所有纺织生产中速度最高的,因此其电气控制系统应具备良好的控制工艺、较高的控制精度和快速