| 联接、连动与组合:
开清棉工序是多机台加工生产的工序。在整个工艺流程中,通过凝棉器、气流输棉管道把逐个单机互相衔接起来,组成一套连续加工的系统。此外为了平衡产量,原棉经开棉机开松后,要把棉流分配给清棉机,故设有分配机械。
一、开清棉机械的联接
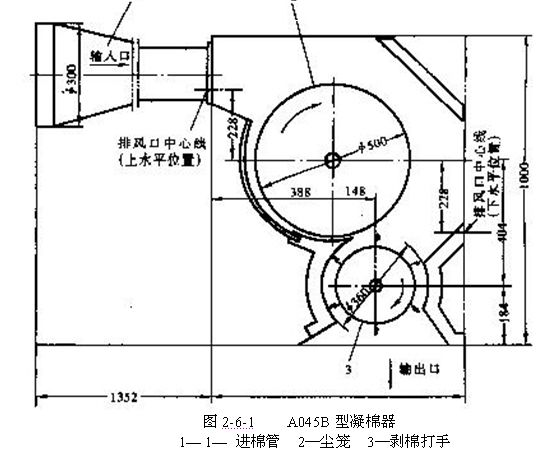
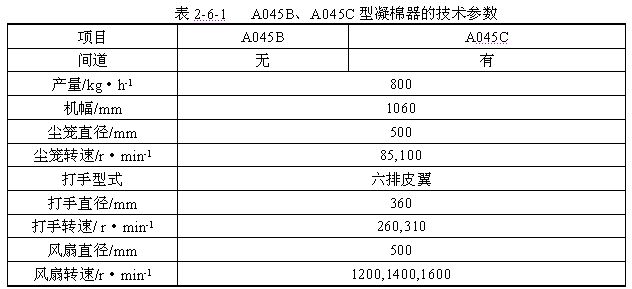
(一)凝棉器 凝棉器的作用是利用输棉管道将上一台机器的输出的棉流输送给另一台机器,并除去其中的细小杂质。A045B、A045C型凝棉器如图2-7-1所示。当尘笼一侧的风机高速回转时,空气不断被排出,使进棉管1内形成负压区,棉流即由输入口1向尘笼2表面凝聚,部分细小尘杂和短绒则随气流穿过尘笼网眼,经风道排入尘室或滤尘器,凝聚在尘笼表面的棉层由剥棉打手3剥下,落入储棉箱中。A045B、A045C型凝棉器的技术参数见表2-6-1。
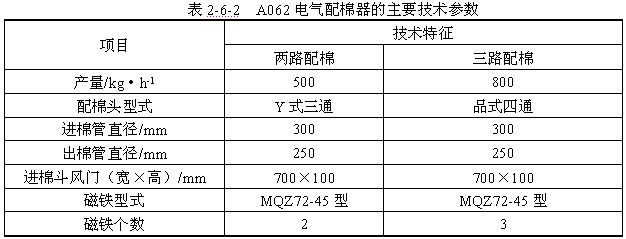
(二)配棉器 配棉器是将棉流均匀地分配2到3台棉箱给棉机,以保证生产的连续性。A062电气配棉器的结构见图2-6-2,其主要技术参数见表2-6-2。配棉器主要由配棉头和进棉斗组成。
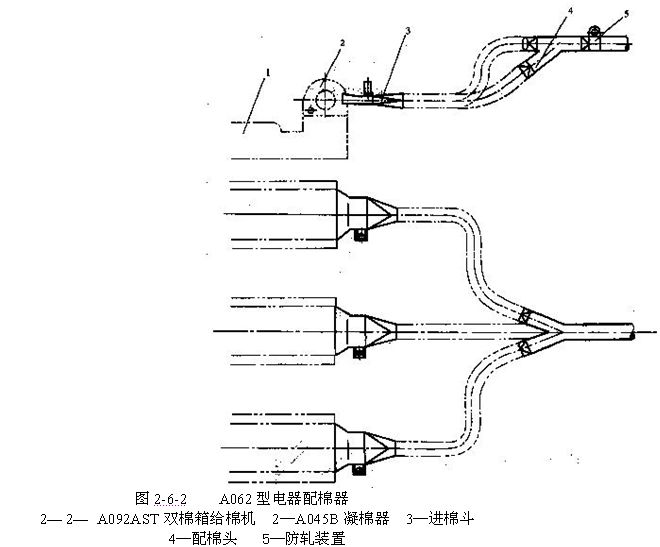
1、配棉头 配棉头为三通或四通管道, 采用两路配棉时Y式三通,采用三路配棉时为品式四通。配棉头装有调节板,以改变棉流的分配量。
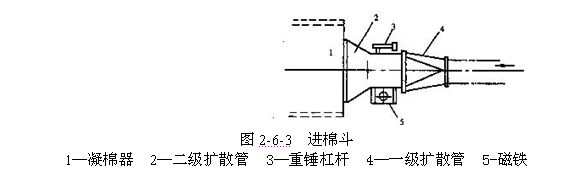
2、进棉斗 进棉斗由扩散管道、进棉活门、直流电磁铁等组成,如图2-6-3所示。它的工作原理是:当A092AST双棉箱给棉机的进棉箱需要棉时,通过光电管使电源接通,磁铁上吸进棉斗活门(即活门开启),棉流通过凝棉器进入棉箱;若A092AST双棉箱给棉机的进棉箱的棉堆高于光电管不需要棉时,电源断开,磁铁释放,进棉活门借重锤的平稳作用而关闭,停止给棉。当2或3台A092AST双棉箱给棉机的进棉箱全部充满时,通过电气控制使2或3个进棉斗的活门全部开启,同时使豪猪式开棉机停止给棉,让管道余棉同时进入各台A092AST双棉箱给棉机,而后关闭。
(三)输棉管道 棉流依靠管道输送。为了保证棉块顺利输送,管道中气流须有一定的流速。流速过小时,棉块易下沉管底,易形成管道堵塞;流速过大时,动力消耗大。所以要合理选择流量、流速、管径等参数。
1、棉流在输棉管道中的流动 棉流在输棉管道中的输送有垂直输送和水平输送两种。
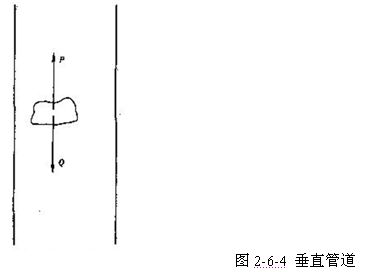
棉块在垂直管道中的输送情况如图2-6-4所示,棉块在运动中受空气阻力、重力及浮力的作用。当棉块在管道中静止时,作用于棉块向上的力处于平稳状态,此时气流向上的流速称为称悬浮速度。其大小与棉块的体积、重量有关,棉块的悬浮速度一般为1.5m/s左右。
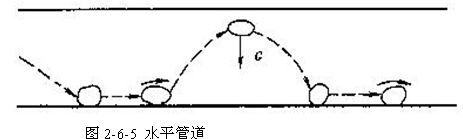
棉块在水平管道中的流动如图2-6-5所示。棉块在运动中除受气流的压力向前运动外,还会因本身的重量下降管底。当棉块下降管底后,气流主要从棉块的上部流过,造成在棉块上下两面的流速不同,使棉块产生旋转。此时,棉块的上部气流速度大于下部气流速度,故棉块上下出现压力差,促使棉块上升。如棉块的上升力超过其本身的重力,则棉块腾空而起,此时的气流速度称为腾空速度,腾空速度比悬浮速度约大3倍左右。棉块升起后,其上下的气流速度逐渐一致,压力差减少。当上升力小于重力时,棉块重新下落,形成跳跃前进。由此可见,棉块在水平管道中的运动情况易滚动、上升、下降,形成循环往复跳动前进,如图2-6-5所示。
2、棉气比的确定 棉气比是指被输送的棉块质量与输送棉块所需空气的质量之比。—般输送棉块的棉气比为0.2-0.5。棉气比愈大,即单位质量空气输送的棉块愈多,则棉块与棉块、棉块与管壁撞碰的机会增多,摩擦阻力增加,易出现絮凝现象,严重时还会造成管道堵塞。一般棉气比小些为宜,但过小则不经济。
3、管径与流速的选用 当流量一定时,管径与流速成反比,但由于棉流在管道中为非均匀分布,而且棉块的大小和体积不同,为了防止管道堵塞,输送棉块的管径不能太小,输送速度也不能低于腾空速度。此外,输送速度还与棉气比有关。如选用棉气比较大时,要求输送速度大些。但输送速度大时,摩擦阻力大、压力损失多、动力消耗大。一般流速应选用10mmm m/s、管径为250~300m。
二、开清棉机械的联动
为了保证开清棉机械的连续化生产,开清棉联合机械组用一套联动装置联系起来,前后呼应,控制整个给棉运动。当棉箱内棉量充满或不足时以及落卷停车或开车时,使前后机械及时给棉或停止给棉,以保证定量供应和连续生产。此外,联动装置还要保障工作安全,防止单机台因故障而造成机台堵塞、损环或火灾危险等。
1、控制方法 联动装量在构造上可分为机械式和电气式两种,后者的控制较为灵敏、正确。国产开清棉联合机采用机械和电气相结合的控制装置。机械式如拉耙装置、离合器等;电气式如光电管、按钮连续控制开关等。
控制方法可分逐台控制、循序控制和联锁控制三种。逐台控制即为分段控制,如前方台机器不需要原棉时,可以控制其后方的机台停止给棉,但后方更远的机器仍可给棉。联锁控制就是把某台机器的运动或某个机器的几种运动联系起来控制,例如自动抓棉机打手的上升与下降,当打手正在下降时需要改为上升,应先停止打手下降,然后使打手上升,否则即使按动上升按钮,打手也不能上升。采用这种控制可避免两相线路同时闭合而造成短路停车事故。循序控制是对开清棉机械开车、关车的次序进行控制。
2、开关车的顺序 一般是先开前一台机器的凝棉器,再开后一台的打手,达到正常转速后,再逐台开给棉机件。如果前一台机器的凝棉器未开,则喂入机台的打手不能转动;若机台的打手不起动,则给棉机件无法开动。关车的顺序与开车顺序相反,即先停给棉,再关打手,最后关凝棉器。
三、开清棉机械的组合
1、组合的目的和意义 开清棉工序的开松、除杂、混和、均匀等作用是通过一系列单机逐步完成的,且每台单机各有侧重,如有的以混和为主、有的以开松为主等。因此在处理不同的原料时,必须选用不同的单机组合才能适应不同的要求。开清棉联合机的组合就是根据工厂的生产任务,选用合适的单机(包括单机的类型和数量),合理安排它们的前后次序和连接方式等。组合正确与否,不但直接决定产品质量的优劣,而且还对用棉、用料、成本以及看管用人等有很大的影响,开清棉机械的组合是一项牵涉面广和影响较大的工作。该项工作在新厂设计和老厂改造时进行。在日常生产中,仅能在已定流程的基础上利用间道作部分调整,由于确定后不易经常变动,因此在组合时必须慎重考虑,恰当安排。
2、组合要求 开清棉联合机的组合要求应与开清棉工序的工艺要求相符合。为提高产品质量、正常生产,组合时要满足以下要求:
(1)贯彻“多包细抓、混和充分、成份准确、打梳结合、多松少返、早落少碎、防火防爆、棉卷均匀、结构良好”等工艺原则。
(2)合理配置开清点数量,以适应不同原料的含杂。化纤膨松、不含杂、含疵点少,开清点数量可少。不同含杂率时原料开清点数量见表2-6-3。化纤原料的开清点一般为2-3个。

(3)合理选择打手型式和打击方式,先自由状态打击到握持状态打击,以达到逐步开松的目的。
(4)配置一定数量的棉箱机械,一般2~3箱,采用多仓混棉机,更能提高混合效果,使棉卷结构均匀、染色均匀。
(5)流程的输棉管道中需设置间道装置,以适应开清点和棉箱机械数量的配置,使单机组合更具有灵活性和适应性,且机组中须安置防铁装置或除金属装置。
3、组合实例 国产FA系列开清棉联合机的排列组合分为棉型和化纤型两种。
(1)加工原棉用开清棉联合机组
FA002×2→FA021→FA104→FA022(6、8、10)→(FA106)→(FA107)→A062→A092AST×2→FA141×2
该流程中:“( )”为带间道;开清点有四个,即FA104、FA106、FA107及FA141;棉箱机械有两台,即FA022与A092AST;FAl04、FAl06、FAl07及A092AST型的棉箱上部附有凝棉器;FA022(6、8、10)是指有6仓、8仓及10仓三种规格。
(2)加工棉型化纤用开清棉联合机组
FA002×2→FA021→A006CS→FA022(6、8、10)→(FA106A)→A062→A092AST×2→FA141×2
该流程中采用三台棉箱机械,即A006CS 、FA022 、A092AST以加强混和;采用两个打击点,即FA106A、FA141。
(3)加工棉用清梳联机组
FA006型往复式抓棉机→TF27型桥式磁铁→AMP2000型火星探测器→FA103型双轴流开棉机→FA028型六仓混棉机→FA109型三辊筒开棉机→FA151型除微尘器→FA177A型喂棉箱×10→FA225型梳棉机×10
该流程中采用了两个打击点,即FA103和FA109;一套开清棉机组可配梳棉机5-12台。
|





