| 剥棉、成条、圈条部分:
一、剥棉装置
剥棉装置的作用是将凝聚在道夫表面的纤维剥下形成棉网。梳棉工艺对剥棉装置的要求是:
⒈能顺利地从道夫上剥取纤维层,并保持棉层的良好结构和均匀性,不增加棉结。
⒉当原料性状、工艺条件及温湿度发生变化时能保证稳定剥棉,不会引起棉网破洞,破边甚至断头。
⒊机构简单,使用维修方便。
(一)三罗拉剥棉装置 三罗拉剥棉装置由剥棉罗拉3和一对轧(碎)辊4组成,如图3-4-1所示。剥棉罗拉表面包覆有“山”形锯条,其主要规格见表3-4-1。“山”形锯条因其工作角为负角,不能握持纤维,所以工作时不会破坏棉网的结构。
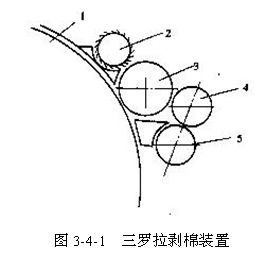
道夫1棉网中的大部分纤维,尾端被道夫针齿所握持,头端浮于道夫针面,当其与定速回转的剥棉罗拉相遇时,由于道夫与剥棉罗拉间的隔距很小(0.12~0.18),剥棉罗拉与纤维接触产生摩擦力,再加上纤维间的粘附作用,使纤维从道夫上被剥离。剥棉罗拉的表面速度略高于道夫,从而产生一定的棉网张力,这一张力既不会破坏棉网结构,又可增加棉网在剥棉罗拉上的粘附力,使剥棉罗拉能连续地从道夫上剥下棉网并交给上下轧棍。上下轧棍与剥棉罗拉之间配置有较小的隔距和一定的张力牵伸,依靠轧辊与棉网的摩擦粘附和棉网中纤维间的粘滞力将棉网从剥棉罗拉上剥下来。棉网从上下轧辊间输出时,上下轧辊对棉网中的杂质有压碎作用,以避免棉网在输出过程中因杂质而造成的结构变化。
三罗拉剥棉装置在剥棉罗拉上加装了一套安全清洁辊2和返花摇板自停装置,安全清洁辊表面包覆有直角钢丝抄针针布,由单独电机传动,以高速击碎返花纤维并由尘罩吸走,可基本防止剥棉罗拉返花,轧伤针布的问题发生。
三罗拉剥棉装置结构紧凑,操作维修方便,剥棉效能良好,所以被大多数
国内外梳棉机所采用。
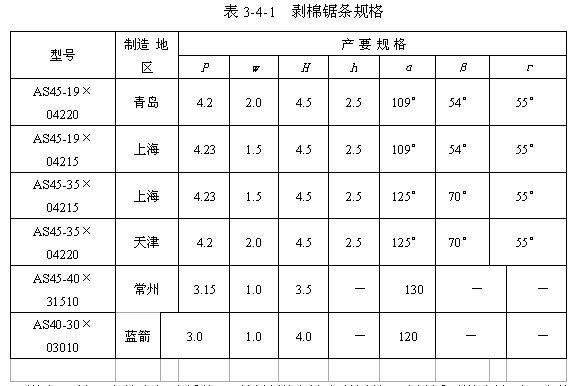
(四)四罗拉剥棉装置 四罗拉剥棉装置如图3-4-2所示.该装置有一个较大直经的剥棉罗拉3和一个转移罗拉4、两个轧辊5,剥棉罗拉和转移罗拉表面包卷有山形齿,对纤维的作用相同。四罗拉剥棉装置的剥取原理与三罗拉相同。剥棉装置均配置有防返花装置,因机型不同而各异。图中防返花装置为一两端装有限位开关的绒辊2,由剥棉罗拉传动,当绒辊因绕花上抬到一定位置时,通过控制杆推动限拉开关使机器停转,以保护金属针布,避免扎坏。
使用罗拉剥棉时,在工艺上应注意以下几点:
⒈棉网要有一定的定量(一般在14g/5m以上),否则棉网强力过小,经不起拉剥,易产生破边、破洞,甚至出现断头。
⒉原棉品级过低、纤维过短,将导致棉网强力低,不易收拢成条而引起断头。
⒊道夫与轧辊线速度增加时,为了使棉网能顺利地向喇叭口集拢,应有较大的张力牵伸。
⒋车间温湿度要严格控制,温度在18~25℃。相对湿度在50%~60%。当温度低而道夫速度高时,车间相对湿度应稍偏高。
二、成条
棉网由剥棉装置剥离后,由大压辊牵引经喇叭口逐渐集拢、压缩成条。
(一)棉网的运动 棉网在上下轧辊与喇叭口之间的一段行程中,由于棉网横向各点与喇叭口的距离不等,因而棉网横向各点虽由轧辊同时输出,却不同时到达喇叭口,即棉网横向各点进入喇叭口有一定的时间差,从而在棉网纵向产生了混和与均匀作用,有利于降低生条条干不匀率。
(二)喇叭口与压辊 从轧辊输出的棉网,集拢成棉条后是很松软的,经喇叭口和压辊的压缩后,方能成为紧密而光滑的棉条。棉条紧密度的增加,不仅可增加条筒的容量,而且还可以减少下道工序引出棉条时所产生的意外牵伸和断头。棉条的紧密程度主要取决于喇叭口出口截面大小、形状及压辊所加压力的大小等因素。
⒈喇叭口 喇叭口直径的大小,对棉条的紧密程度影响较大。喇叭口的直径应与生条定量相适应,如直径过小,棉条在喇叭口与大压辊间造成意外牵伸,影响生条的均匀度;如直径过大,达不到压缩棉条的作用,影响条筒的容量。喇叭口的出口截面是长方形,它的长边与压辊钳口线垂直交叉,可使棉条四面受压以增加棉条紧密度。
⒉压辊 压辊加压的大小同样会影响生条的紧密程度。压辊的加压装置可以调节加压量的大小,一般纺化纤时压力应适当增加。采用凹凸压辊、双压辊等技术措施可使棉条压缩更紧密,以增加条筒容量、减少断头。
三、圈条器
(一)圈条器的结构、作用和工艺要求 圈条器由圈条喇叭口、小压辊、圈条盘(圈条斜管齿轮)、圈条器传动部分等组成。圈条器的作用是将压辊输出的棉条,有序地圈放在棉条筒中,以便储运和供下道工序使用。
对圈条器的工艺要求:
(1)圈条斜管齿轮每回转一转圈放的棉条长度,应为小压辊同时送出的长度与圈条牵伸之积。
(2)圈条斜管齿轮转速与底盘齿轮转速之比,称为圈条速比。圈条速比的大小,应保证棉条一圈圈紧密铺放,相邻棉条不叠不离,外型整齐,有利于增加条筒容量。
(3)棉条圈放应层次清晰,互不粘连,外缘与筒壁的间隙应大小适当,棉条在下道工序能顺利引出。
(4)在圈条器提供的几何空间条件下,合理配置圈条工艺,提高条筒容量,减少换筒次数,以提高设备利用率和劳动生产率。
(5)圈条器应适应高速,运转时负荷轻、噪音小、磨灭少、不堵条、便于保养。
(二)圈条工艺
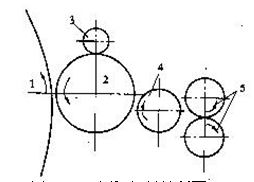
⒈偏心距 圈条斜管齿轮与底盘两回转轴线之间的垂直距离,即条筒中心与圈条中心的距离称为偏心距,如图3-4-3所示.偏心距的大小根据条筒直经、棉条圈放半经及气孔大小等决定的。
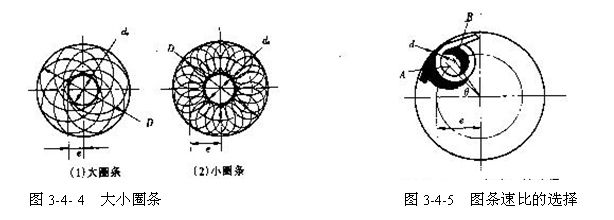
⒉大小圈条 棉条圈放有大、小圈条之分,棉条圈放直径大于条筒半径者称为大圈条1,棉条圈放直径小于条筒半经者则称为小圈条2。如图3-4-5所示。大圈条的各圈棉条在交叉处留有气孔,即图中的d0,每层圈条数少于小圈条,重叠密度也小于小圈条,在同样条筒直经时,大圈条的条筒容量较小圈条少,但大圈条条圈的曲率半径大,纤维伸直较好,可减少粘条并保持棉条光滑,圈条质量好。
大小圈条的选用,应视条筒直经而定,一般大筒采用小圈条,小筒使用大圈条。随着梳棉机的高产高速,条筒直径在不断的增大,圈条的曲率半径也在增加,所以在梳棉机上都采用大筒小圈条。
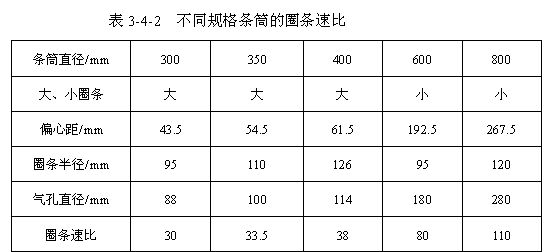
⒊圈条速比 根据工艺要求,圈条斜管转一转,底盘在同一时间应转过一个适当的角度,这一角度的大小应使圈条底盘在以偏心距e为半径的圆周上转过的孤长恰好等于棉条的宽度d。如图3-4-5所示。
从图上可知,底盘一转,偏心距e转过的孤长为2πe,即圈条中心绕条筒中心回转1周,圈条斜管转过的圈数为2πe/d。即圈条速比i=2πe/d。由此可见,当棉条直径一定时,圈条速比随偏心距e的增加而增大。同时,圈条器速比也与条筒直径等因素有关。不同规格条筒的圈条速比见表3-4-2。
⒋ 圈条牵伸 为了保证正确的圈条成形,圈条斜管与小压辊之间有一定的张力牵伸,也称为圈条牵伸。牵伸过小,易堵塞斜管;过大则会因被斜管拉动而造成已圈入条筒内棉条的意外牵伸,棉条表面易拉毛,影响棉条结构和成纱质量。一般纺棉时圈条牵伸控制在1~1.06之间,纺化纤时,考虑到纤维的弹性回缩,圈条牵伸小于1。
|





